轮胎硫化设备及工艺研究进展
2018-07-22伍先安杨卫民
吴 畏,伍先安,杨卫民,安 瑛,谭 晶*
(1.北京化工大学 机电工程学院,北京 100029;2.轮胎设计与制造工艺国家工程实验室,山东 威海 264200)
进入21世纪,随着汽车工业和航空工业的高速发展,对轮胎的性能有了更高的要求,而硫化作为轮胎生产的关键环节,对轮胎产品性能起重要作用[1]。
轮胎硫化工艺目前已达到相当高的水平,硫化介质从蒸汽/过热水向氮气发展,采用的硫化胶囊具有高导热性能,甚至有些企业提出不再使用胶囊进行硫化。轮胎硫化机经历数十年的发展,液压式硫化机已成为主角[2-3]。
1 轮胎硫化设备
硫化机的发展经历了3个阶段,从最初的立式水压轮胎硫化罐到个体硫化机再到现在的轮胎定型硫化机。立式水压硫化罐在国外起源于19世纪,主要用于生产斜交轮胎;而国内则在20世纪50年代从前苏联引入,当时的设计依据仅是前苏联留下的一些技术资料。
20世纪30年代,普通个体硫化机在英、美等国家问世,50年代出口到我国,我国为援缅工程曾设计过几十台1 143 mm(45英寸)个体硫化机。该硫化机采用曲柄连杆式机构,其最大的问题是硫化过程中不能直接实现装卸胎、定型、开模/脱模、加压锁模、硫化等操作,与立式水压硫化罐相比没有明显的优越性[4]。
随着工业的发展和子午线轮胎的应用,德、美等国家在20世纪50年代推出了轮胎定型硫化机,并仍采用曲柄连杆式结构。相比原来的普通个体硫化机,最大的突破在于在机架中设置了中心机构,可在一台设备上实现硫化装胎、定型、锁模、开模与卸胎等操作自动化。轮胎定型硫化机的出现是轮胎硫化工艺和设备的一次革命,不仅提高了硫化质量,也实现了多机合一、多工序合一和自动化生产[5]。
20世纪80年代初,液压定型硫化机应运而生,先后由德、美等国家推出。液压式硫化机采用柱塞-油缸式的中心结构,相比机械式硫化机,它的机架结构紧凑,受力均匀,具有良好的对中性,运动平稳、操作简单,硫化出的轮胎质量普遍较高;硫化效率和模具精度高,使用寿命长[6],十分适用于硫化子午线轮胎。目前,国外具有代表性的轮胎定型硫化机有美国McNeil公司的B型硫化机、NRM公司的A型硫化机、德国克虏伯和Herbert的液压传动型硫化机[7]。液压式硫化机已在发达国家全面推广,轮胎硫化机进入液压时代[8]。
我国由于起步较晚、前期受国外技术限制,对轮胎定型硫化机的研究耗费了大量人力物力,发展过程尤为曲折。改革开放以后,以上海大中华橡胶厂、上海正泰橡胶厂和桂林橡胶机械厂等为代表的厂家开始从日本引进机械式轮胎定型硫化机,通过消化吸收国外技术,直到20世纪90年代设计并生产的有自主知识产权的机械式硫化机才基本满足生产要求[9-10]。国内正在使用的机械式硫化机主要有以下几种:曲柄连杆式、垂直翻转式、垂直平移式和垂直升降式。
湛江机械厂和益阳橡塑机械厂分别于1992和1995年引进三菱重工的PC-X43R300-R1B型液压轮胎定型硫化机和日本神户制钢公司的CUEX-51系列液压轮胎定型硫化机,此后,国内对使用液压式硫化机的优越性才有了共识。国内许多企业也纷纷加入液压硫化机的开发生产,目前已有数十家企业拥有生产液压硫化机的能力,并且出口到国外几家著名轮胎企业。毫无疑问,液压硫化机将成为轮胎硫化设备的主流产品[11-12]。
尽管如此,在过去的几十年,机械式硫化机一直是国内轮胎厂的主流设备,通过改进大大提高其精度,轮胎的硫化质量基本能达到要求。而液压硫化机配套部件大多需要进口,成本较高,国内轮胎厂并未完全进行更新换代,在淘汰部分机械式硫化机的情况下,也引进了一些液压硫化机,多引进自克虏伯公司。虽然我国液压硫化机的设计制造技术已接近世界水平,但是在国内轮胎厂的全面推广还需要一定的时间[13]。
青岛科技大学吕柏源教授在21世纪初提出了自己构思了30多年的一种新结构轮胎定型硫化机——电动螺旋轮胎定型硫化机[14]。该硫化机为框架式结构,在框架顶部设有电动传动系统,并与螺旋副连接,螺旋副带动上模开合模及锁模,如图1所示。设备运行平稳、结构紧凑。与传统机械式轮胎定型硫化机相比,该硫化机可节省钢材40%~50%,减少占地面积20%,开发潜力很大,但螺旋副开合模速度慢,影响生产效率[15]。
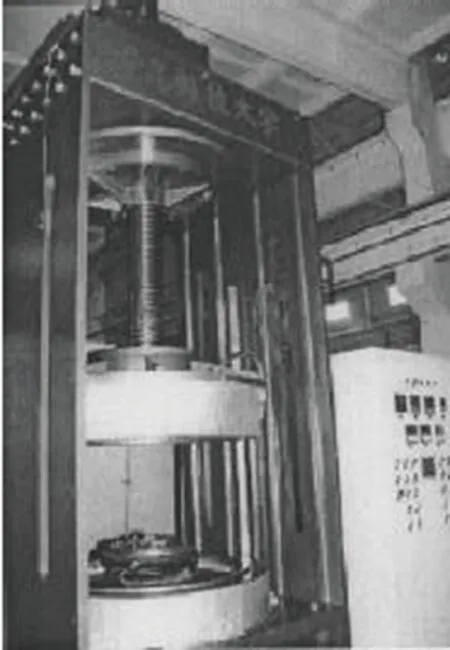
图1 电动螺旋轮胎定型硫化机
2 轮胎硫化工艺
硫化工艺对轮胎质量有直接影响。事实上,硫化工艺的研究与硫化机的发展是相辅相成的。国内外对硫化工艺进行了不断的探索,轮胎硫化机在整个轮胎生产过程中作为主要耗能设备,减少能耗、提高使用性能的研究也不容忽视[16-18]。
从技术条件来说,硫化工艺最初使用的是等温等压硫化。等温等压硫化过程中温度和压力一直保持稳定值,这种方法能耗高,能源利用率低,并且由于正硫化时间长,容易造成过硫化。之后发展为等压变温硫化。相比等温硫化,其外模开始加热温度更高,保持一段时间后再降至与等温硫化外模相同的温度至硫化结束。硫化初始阶段温度较高可强化传热,实现内部快速升温,能有效缩短硫化时间;后期降温又可提高硫化均匀性。目前等压变温硫化已被国内外全面采用。
从硫化介质来说,硫化工艺经历了以下几个阶段:过热水硫化、蒸汽/过热水硫化、蒸汽硫化、蒸汽/氮气硫化。过热水硫化方式需要通入一定压力的过热水,在稳定的压力和温度下保持不间断流动,该过程需要消耗大量能量,但只有很小一部分被吸收,硫化时间长、能源利用率极低。而蒸汽/过热水硫化时,先通入高温蒸汽,使胶囊快速升温,再通入一定压力的过热水。该工艺内压较高、介质稳定,轮胎硫化质量较高。缺点与过热水硫化相同,硫化温度低、硫化时间长,能源利用率稍好于过热水硫化。蒸汽硫化能实现较高的硫化温度,生产效率和能源利用率均得到提高。但蒸汽压力偏低,轮胎质量难以保证。鉴于此,蒸汽/氮气硫化工艺应运而生,其开始阶段与蒸汽硫化相同,通入高温高压饱和蒸汽,保持一段时间后再通入压力更高的氮气,保持稳定直至硫化结束。相比蒸汽硫化,该工艺不仅保留硫化温度高的特点,还提高了硫化压力,硫化时间缩短10%~20%,能耗降低60%,更提高了轮胎质量[19]。目前蒸汽/氮气硫化已被很多轮胎厂家采用。
除此之外,还有一些新型硫化方式,如采用惰性气体或者辐射硫化等。辐射硫化是选用γ射线或电子束对橡胶进行辐射交联,并且均匀地穿透整个产品,形成均匀的网络结构,在常温下即可完成硫化,硫化产品尺寸稳定[20-22]。电加热、电磁感应加热也是新兴的加热方式,这些新型的硫化方式均具有节能、无污染和效率高的特点[23]。
从内加热工具来说,从传统的水胎发展到胶囊,胶囊硫化操作更简便、自动化程度高,而且传热快、缩短了硫化时间,使用寿命更长。这些年硫化胶囊也得到了充分的发展,通过改变胶囊的制作工艺和胶料配方等方式,提高了胶囊的导热效率,使用寿命也从最初的一两百次提高到了五六百次。尽管如此,胶囊的寿命终归有限,作为柔性体所提供的压力较低也影响了轮胎质量,从而局限了胶囊硫化的发展。因此,采用某种方式取代胶囊的作用,不仅可以节约大量优质胶料,也能简化硫化机结构和操作工序,目前已成为研究重点[24-25]。例如,轮胎无胶囊定型硫化工艺就是一个新的研究方向,该工艺的特点基于现有的轮胎硫化机,将中心机构上的胶囊替代为上下轮缘啮合机构。轮胎硫化时,上下轮缘啮合机构夹紧胎坯轮缘,轮胎内腔采用氮气硫化,直接向预硫化气密层内通入介质,辅以电磁感应加热外模,取代传统过热水或蒸汽传热介质。国内北京化工大学和桂林橡胶设计院都在对无胶囊定型硫化工艺进行研究[26]。
不用胶囊而直接向胎坯充入介质硫化轮胎的方法很早之前就已提出,但因技术缺陷影响轮胎硫化的质量,且内表面也不够光滑平坦,故一直未应用于工业生产。主要原因是当时的硫化工艺仍采用蒸汽/过热水作为硫化介质,直接将其通入胎坯会导致水汽透过,这就要求在胎坯内表面增加1.5 mm厚的密封胶层,使优质胶料的消耗量比使用胶囊还高出几倍;由于没有胶囊,在固定夹紧胎坯时,轮缘易受压变形影响硫化质量。
然而,在现在的硫化工艺中,氮气取代蒸汽/过热水作为硫化介质,因此就不需要在胎坯内表面增加密封胶层,并且在成型阶段预硫化定型的胎坯进入硫化过程时也不会由于夹紧而使轮缘变形严重,再辅以电磁感应加热外模具,可提高加热效率,节能环保。
国内外轮胎企业和研究机构已提出使用高刚性的内模具来替代胶囊,高刚性结构的内模具能提供更高的硫化压力,适用于高性能的子午线轮胎硫化。如倍耐力MIRS技术、住友橡胶提出的NEO-T01技术、北京化工大学的直压硫化技术和福建华橡自控技术股份有限(以下简称华橡自控)提出的ABCD技术等。米其林公司也对采用刚性内模具取代胶囊硫化进行了研究,但是相关技术并未公开。
3 轮胎硫化设备及工艺的最新发展
自21世纪初开始,国外几家著名轮胎企业对轮胎制造工艺研究的重心已不在传统生产工艺的改进,而是致力于自动化生产系统。具有代表性的有大陆MMP技术、固特异IMPACT技术、普利司通ACTAS技术、倍耐力MIRS技术和米其林C3M技术等[27-29]。其中MMP技术、IMPACT技术和ACTAS技术等仍采用胶囊传热,基本都采用氮气硫化方式[30-31]。而米其林C3M技术的区别在于胎坯在成型过程中即被始终处于加热状态的成型鼓预硫化,硫化开始前即定型[32]。在硫化工序中采用电加热方式,摒弃了复杂的管路,同时更节能环保[33-34]。
3.1 倍耐力MIRS技术
倍耐力MIRS技术[28,35-37]是积木式集成自动化系统(Modular Integrated Robotized System)。该自动化系统涉及整个生产过程。MIRS技术只有3道工序:预制、成型和硫化,因此具有高灵活性、精度和质量,同时大大节省工作时间,提高了工作效率[38]。
MIRS技术中的硫化工艺与传统硫化工艺有很大区别,该系统不再需要胶囊,用胎坯气密层代替胶囊进行硫化,工艺设备如图2所示。

图2 MIRS技术工艺设备
在MIRS系统中,轮胎成型机工作的同时,转盘式的硫化机组跟随同步旋转工作,在预热的成型鼓上胎坯被预硫化,胎坯和成型鼓从成型机上脱离,一起放入硫化机内进行硫化;高压氮气通入成型鼓腔内,氮气通过鼓壁的通气孔逸出到鼓面,胎坯胀大,使胎坯脱离成型鼓面并紧贴在花纹块内壁;高压氮气提供硫化所需的压力,胶囊的作用被已预硫化的胎坯气密层取代。与传统硫化工艺一样,该技术仍采用蒸汽加热。硫化完成后,将轮胎连同成型鼓一起取出,成型鼓收缩后,即可取出成品轮胎。而成型鼓则直接送回成型工序继续 使用[39]。
3.2 住友橡胶NEO-T01技术
住友橡胶从20世纪末开始着手新工艺的研发工作,自2008年开始启动新工艺研发项目“NEO-T01”,目前已研发成功[40]。
NEO-T01技术主要有3项关键改进:金属芯工艺、全自动连接控制和高刚性构造。金属芯工艺是其最关键技术,如图3所示,轮胎从成型到硫化的生产过程都是在与成品轮胎内侧尺寸相符的高刚度金属芯上进行,计算机系统控制整个生产和加工全过程,部件精度达到0.01 mm。金属芯工艺实现了成型和硫化的一体化操作,硫化过程中不再需要胶囊,简化了操作工序,大量节约制造胶囊的优质胶料。而高刚性构造保证硫化压力,使轮胎的高速均匀性和动平衡性能得到提升。

图3 NEO-T01的金属芯
3.3 轮胎直压硫化技术
为提高国内轮胎企业的自主创新能力,推动我国轮胎工业技术进步,自2013年起,北京化工大学联合三角集团有限公司共同开展了高性能低断面轮胎直压硫化技术的研究。轮胎直压硫化样机如图4所示,该技术利用自主研制的高刚性内模具,取代B型中心机构上的硫化胶囊,内模具在连杆机构的驱动下可实现大幅径向涨缩,以满足装卸胎的需要。轮胎直压硫化技术的另一大亮点是内模具采用电磁感应加热,从而省去了蒸汽、过热水等传统导热介质,实现了轮胎的“绿色制造”。试验证明,硫化压力可提高25%,轮胎动平衡性和均匀性提高30%,节能40%,可显著改善胶料在熔融状态下的流动分布[41-42]。

图4 轮胎直压硫化样机
轮胎直压硫化技术的第二代产品采用新一代导轨式内模具,结构如图5所示,相比第一代连杆式结构,结构更稳定,强度和精度更高[43-45]。内外模均采用电磁感应加热的新结构轮胎直压硫化机实现了硫化压力和硫化温度的分离控制。

图5 轮胎直压硫化机新一代直压机构
3.4 ABCD技术
华橡自控在2011年提出了ABCD技术,即随行成型鼓(Accompanying Building & Center Drum)技术[46]。该技术与倍耐力的MIRS技术有相似之处,二者均采用随行成型鼓取代胎体成型的软体机构和硫化成型的中心胶囊,使胎体成型与硫化全过程均在随行成型鼓上进行,保证尺寸和轮廓的准确性,并且采用电磁感应加热的电热油作为加热介质,这点与MIRS技术有所不同。
4 总结与展望
硫化设备和工艺的研究与轮胎的快速发展密不可分。现阶段液压硫化机已成为发展趋势,随着我国轮胎工业的发展,国内也将逐步进入液压时代。目前,我国液压硫化机的研制和生产技术已经完全可以满足国外著名轮胎企业对轮胎硫化的要求,这对国内橡机厂进入全球市场、扩大自身影响力是一个良好的发展机遇。
与此同时,国内外对硫化工艺的创新发展也进行了大量研究,主要以节能、高效、高性能为发展方向,在目前蒸汽/氮气硫化得到普遍认可的情况下,电加热或电磁感应加热也提供了一种新思路。而摒弃胶囊的使用或者以高刚性金属结构代替胶囊则成为研究热点。我国的轮胎硫化工艺经过近些年的发展,与发达国家的技术差距正在不断缩小,但要完全打破国外的技术封锁,大力提倡自主创新显得尤为重要。新技术的研究对国内外轮胎工业的进步都具有重要的推动作用。
随着目前国外许多概念轮胎制造技术的兴起,未来的轮胎制造将朝着全自动化、智能化、网络化方向发展。
