改性氧化锌在全钢子午线轮胎胎侧胶中的应用
2018-07-21田巍娟李凤威
田巍娟,李凤威,刘 乐
(陕西延长石油集团橡胶有限公司,陕西 咸阳 712000)
2012年11月1日欧盟轮胎标签法正式实施,低锌绿色轮胎受到极大关注。在轮胎的使用、报废堆放和回收处理中,锌的释放会对人体健康和环境,尤其对水生生物造成不利影响,按照欧盟委员指令2003/105/EC,氧化锌被划为N类,即对环境有害物质,国际环保组织已经呼吁橡胶轮胎行业减小氧化锌用量[1-3]。
使用传统间接法氧化锌会造成大量锌粒子滞留在橡胶中,目前减小轮胎中的氧化锌用量的方法主要有两种:使用其他有效的硫化活性剂;提高氧化锌的活性,如减小氧化锌粒子粒径、增大比表面积,对氧化锌进行活性处理[2-5]。改性氧化锌由经超细处理、活性处理和抗静电处理后的纳米氧化锌与多种活性物质用特殊表面处理工艺制成,具有比表面积大、反应活性高、分散性好、锌含量较低的特点。
本工作研究改性氧化锌在全钢子午线轮胎胎侧胶中的应用,为减小轮胎锌含量提供借鉴。
1 实验
1.1 主要原材料
天然橡胶(NR),STR20,泰国产品;顺丁橡胶(BR),牌号9000,中国石油独山子石化公司产品;炭黑N375,江西黑猫炭黑股份有限公司产品;间接法氧化锌(质量分数为0.997)和改性氧化锌,市售产品。
1.2 试验配方
试验配方见表1。

表1 试验配方 份
1.3 主要设备和仪器
BB-2和BB430型密炼机,日本神户制钢公司产品;F270型密炼机,大连橡胶塑料机械股份有限公司产品;XK-150型开炼机,广东省湛江机械厂产品;MV2000型门尼粘度仪和MDR2000型无转子硫化仪,美国阿尔法科技有限公司产品;XLB-D型平板硫化机,湖州宏侨橡胶机械有限公司产品;Instron3365型拉力机,美国英斯特朗公司产品;LR-01型老化箱,重庆恒达仪器厂产品。
1.4 胶料混炼
1.4.1 小配合试验
胶料混炼分两段进行。一段混炼在BB-2型密炼机中进行,混炼工艺为:生胶→间接法氧化锌或改性氧化锌→树脂、防老剂和加工助剂→炭黑和芳烃油→提压砣→排胶(150 ℃)。二段混炼在开炼机上进行,混炼工艺为:一段混炼胶→促进剂、硫黄和防焦剂→混炼均匀→下片。
1.4.2 大配合试验
大配合试验胶料分两段混炼。一段混炼在BB430型密炼机中进行,二段混炼在F270型密炼机中进行。
一段混炼工艺为:生胶→间接法氧化锌/改性氧化锌→树脂、防老剂和加工助剂→炭黑→压压砣→提压砣→芳烃油→压压砣→排胶(165 ℃或130 s)。
二段混炼工艺为,一段混炼胶→促进剂、硫黄、防焦剂→压压砣→提压砣→压压砣→提压砣→压压砣→排胶(110 ℃或120 s)。
1.5 性能测试
胶料性能测试按照相应国家标准进行。
2 结果与讨论
2.1 理化性质
改性氧化锌的理化性质如表2所示。

表2 改性氧化锌的理化性质
从表2可以看出:改性氧化锌的理化性质符合企业标准要求;与间接法氧化锌相比,改性氧化锌的氧化锌质量分数减小约15%。
2.2 小配合试验
2.2.1 混炼胶性能
小配合试验混炼胶性能如表3所示。

表3 小配合试验混炼胶性能
从表3可以看出,与间接法氧化锌胶料相比,改性氧化锌胶料的门尼粘度略大,硫化特性基本相当,可见改性氧化锌在硫化过程中被充分利用。
2.2.2 硫化胶性能
小配合试验硫化胶性能如表4所示。
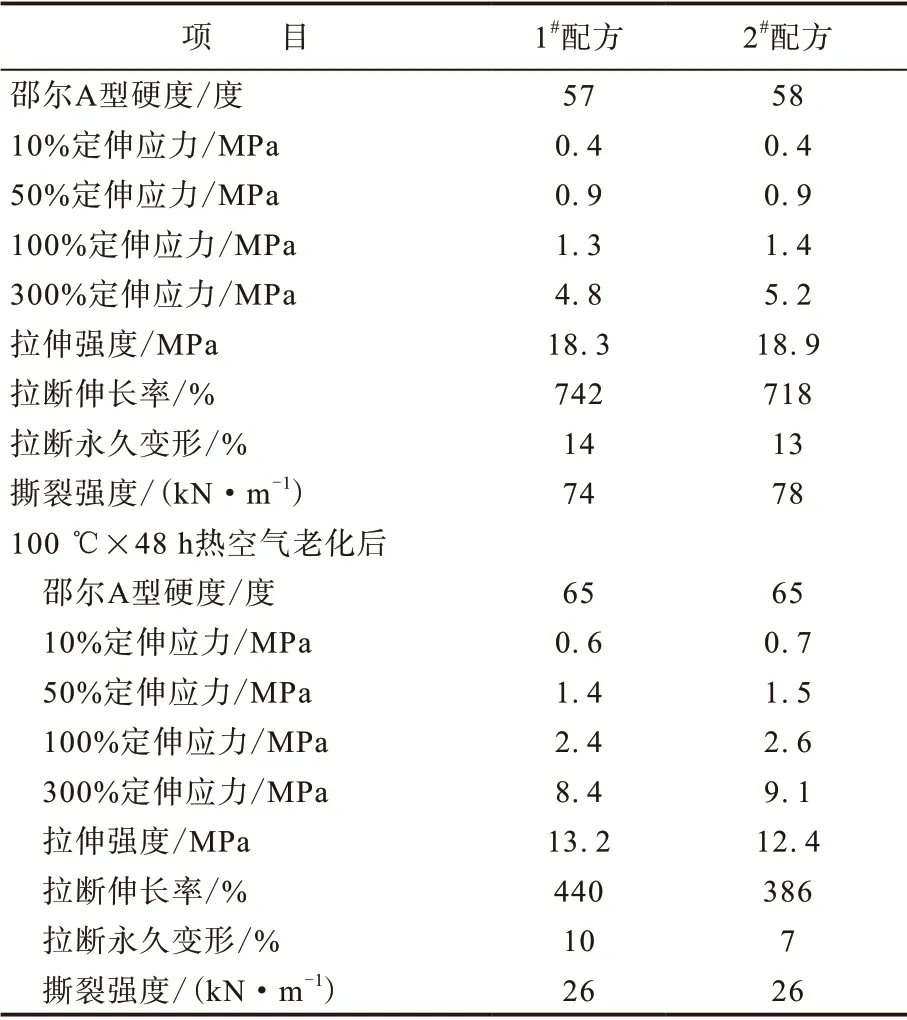
表4 小配合试验硫化胶性能
从表4可以看出,与间接法氧化锌胶料相比,改性氧化锌胶料的300%定伸应力和撕裂强度略有提高,拉断伸长率稍有降低,其他物理性能和耐热老化性能基本相当。
2.3 大配合试验
2.3.1 混炼胶性能
大配合试验混炼胶性能如表5所示。

表5 大配合试验混炼胶性能
2.3.2 硫化胶性能
大配合试验硫化胶性能如表6所示。
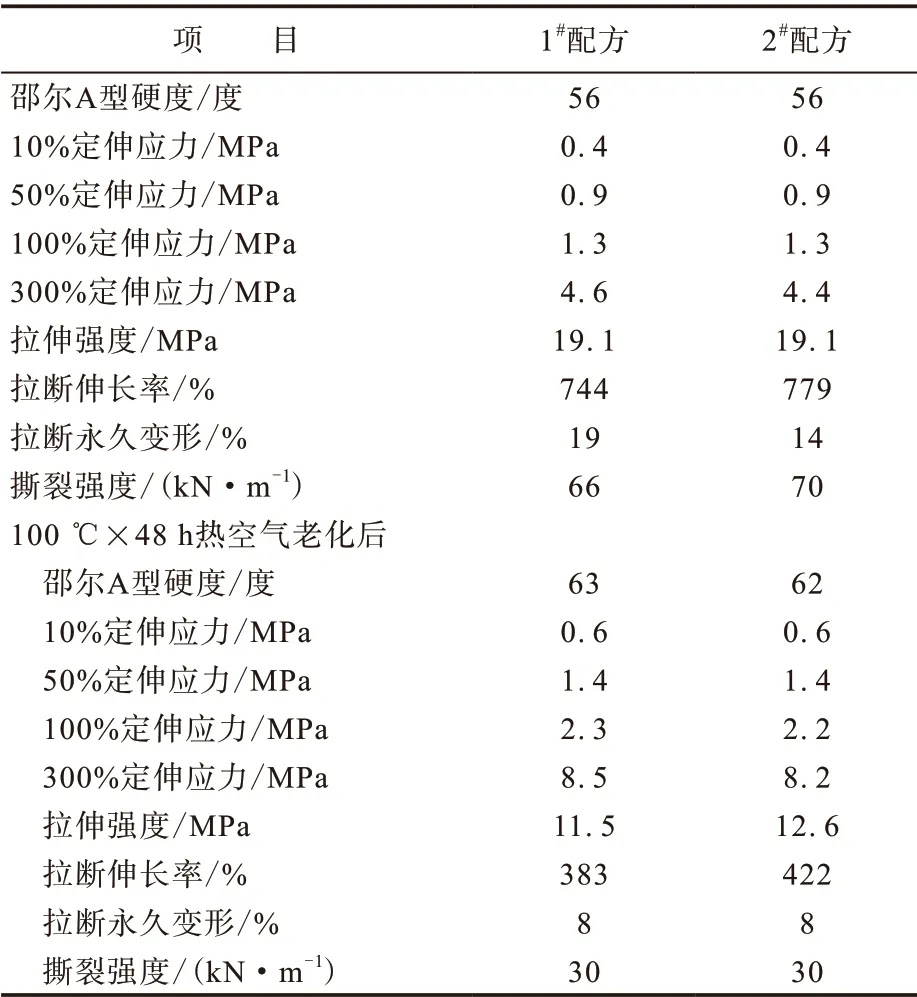
表6 大配合试验硫化胶性能
从表5和6可以看出,大配合试验与小配合试验结果基本一致。
3 结论
(1)在全钢子午线轮胎胎侧胶中用改性氧化锌等量替代间接法氧化锌,胶料的硫化特性、物理性能和耐热老化性能基本相当。
(2)与间接法氧化锌相比,改性氧化锌的锌质量分数减小约15%,且成本较低,符合低锌绿色轮胎发展趋势。
