羟胺肟化装置氨氧化吸收效率对NOx气体排放影响
2018-07-20张波毛伟
张波,毛伟
(1.长沙理工大学化学与生物工程学院,湖南长沙 410114;2.中国石化巴陵分公司己内酰胺事业部,湖南岳阳 414000)
己内酰胺(C6H11NO)是制造聚酰胺切片和锦纶纤维的化工原料。我国己内酰胺生产早在1950年就已开始,近年来得到较快的发展。目前,国际上有多种生产己内酰胺的工艺技术路线[1],荷兰DSM公司所发明的磷酸羟胺法(HPO)因产品质量高、环保、污染排放较小等优势,具有很好的发展前景[2]。
羟胺肟化(HPO)装置中氨氧化工序主要是生成硝酸,提供无机液中氢离子和硝酸根离子,使硝酸吸收液在吸收塔中与亚硝酸气体接触,生成硝酸。因氨氧化吸收工序生成硝酸盐的反应中,亚硝酸气不能完全转化为HNO3,尾气中含有大量未吸收的NOx气体,经脱硝反应处理达标后排放,但装置运行出现不稳定时仍会导致尾气排放NOx含量超标。吸收塔吸收反应效率过低时,会产生NOx排放污染周边大气环境。因此,如何提高氨氧化吸收效率[3],直接关系着装置的存在意义。文章从氨氧化吸收工序的影响因素着手,重点研究了液气比、温度、吸收压力对吸收反应的影响,从而摸索出吸收工序的最佳控制工艺参数。
1 羟胺肟化装置部分工艺流程与反应原理
空气与气氨以1∶9(v)混合后进入氨氧化反应器,在Pt/Rh网催化作用下高温反应,生成NO和NO2。高温气体进入冷却器冷却后送入硝酸吸收塔塔底,工艺吸收液从塔顶进入,与含有NO和NO2的气体逆向接触吸收,经吸收、脱气后的无机液通过泵送入储槽中,氨氧化硝酸吸收工序流程如图1所示。吸收塔C6701顶部出来未被吸收的尾气首先进入NOx脱除器S-6802,通过凝聚除去硝酸雾气。脱除器S-6802聚结成的液体排出回收,气体则从脱除器S-6802顶部进入气体加热器E-6805壳层,加热后的尾气进入燃气加热器X-6801,燃烧器出口尾气达286℃进入脱除器S-6802的顶部,与液氨蒸发器E-6603来的气氨在BaSO4/TiO2为载体的(VO)SO4催化剂作用下反应,形成氮气和水蒸汽,NOx含量从1 200 mg/m3降至200 mg/m3,反应后的尾气再从底部出来,进入膨胀透平压缩机K-6603做功后排入大气[5]。NOx脱除装置工艺流程见图2。
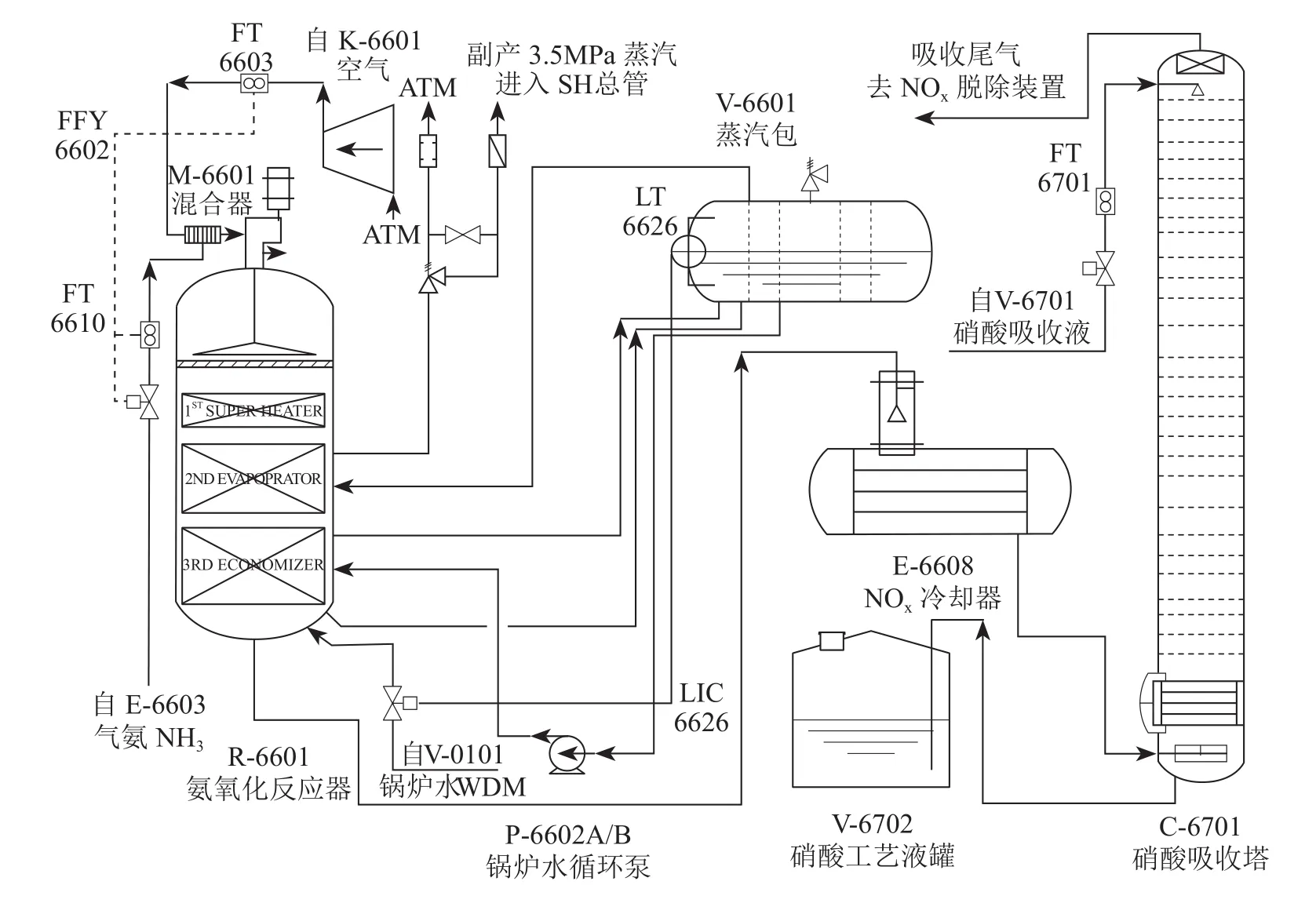
图1 氨氧化硝酸吸收工序流程
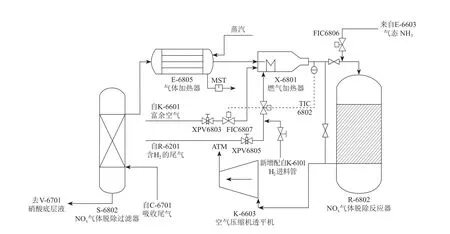
图2 NOx脱除装置工艺流程
羟胺肟化装置NOx脱除效果主要取决于吸收塔的吸收效果,提高吸收反应效率η,降低尾气中的NOx含量,从而减轻NOx脱除装置的处理压力,确保尾气排放合格。影响吸收塔的η的主要因素有吸收塔进料液气比、气液相吸收温度和吸收压力。
吸收反应效率η按公式(1)计算:

式中m1,m2为吸收塔进出口NOx含量。
2 参数调整与结果分析
2.1 液气比的影响
吸收塔的进料液气比是吸收过程中的一个重要参数,由于羟胺肟化装置氨氧化工序在负荷一定的情况下,气氨和空气流量一定,所以只能通过改变硝酸吸收液流量来调整吸收塔液气比。保持吸收塔吸收压力0.50 MPa,氨氧化反应器氨进料量2 200 m3/h,进气NOx浓度在3 850 mg/m3,吸收温度38℃,气体流量为22 200 m3/h不变,通过改变FT6701硝酸吸收液进料流量(4 000~9 000 kg/h)来改变液气比。液气比对吸收反应效率的影响见图3。
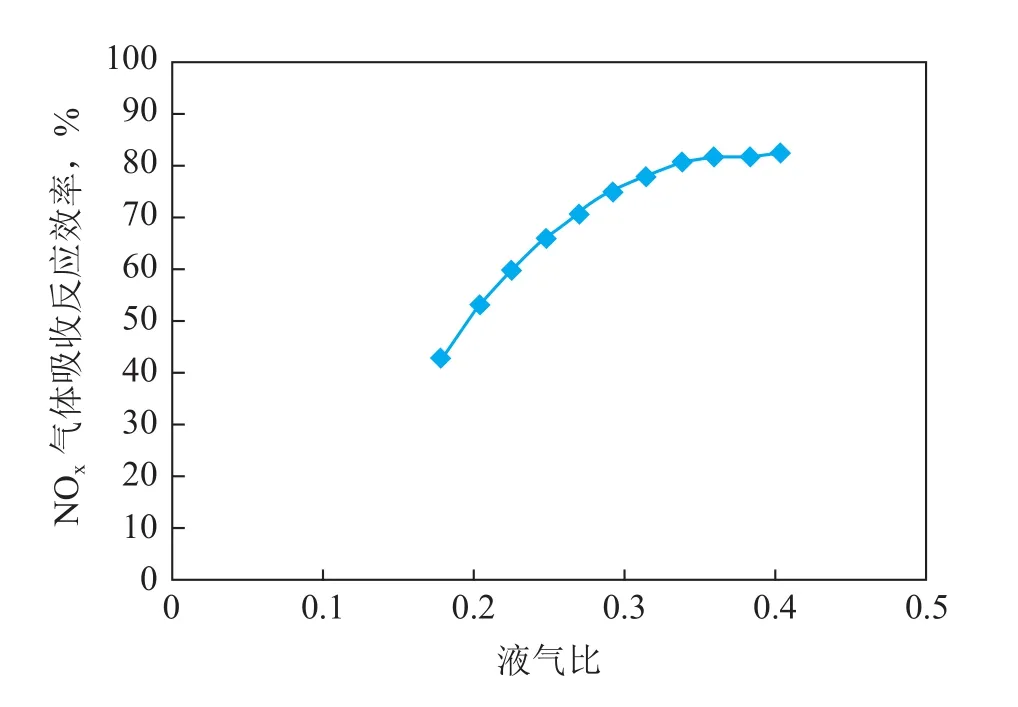
图3 液气比对吸收反应效率的影响
从图3可以看出,NOx的吸收反应效率η随液气比的增大而增加,在液气比小于0.338时,η增加较快,若继续增大液气比,NOx的η增加变缓。这是由于吸收液流量较小时,部分气体不能与吸收液充分接触,造成NOx未被完全吸收;而吸收液流量增大,使气体与液体接触更充分,η增加;当气液接触已较充分时,若继续增大吸收液流量,对η影响较小。因此,吸收塔进料液气比控制为0.338。
2.2 温度对η的影响
影响吸收效果的另一个重要的因素就是温度,温度对吸收反应效率的影响见图4。从图4可以看出,保持吸收塔吸收压力0.50 MPa,氨氧化反应器氨进料量2 200 m3/h,进气NOx浓度3 850 mg/m3,气体流量22 200 m3/h,硝酸吸收液进料流量为7.5 m3/h不变的情况下,随着温度的升高,η降低。这是因为在吸收塔内部存在两种反应,首先在气相中
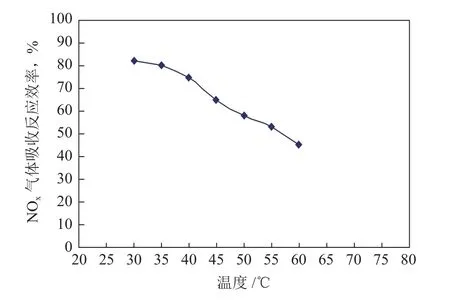
图4 温度对吸收反应效率的影响
两种反应均为放热反应,低温有利于反应向正反应方向移动。其次,较低的温度,NOx气体在硝酸溶液中溶解度更大,有利于吸收。综上所述,温度越低,吸收效率越高,但是在实际生产中,考虑到能耗等其他因素,不能无限制的降低吸收温度。必须利用现有条件改造,通过利用液氨蒸发换热的富余冷冻水资源来代替原有循环水,最终将吸收塔顶部温度由45℃降至35℃,提高了η。
2.3 吸收压力对η的影响
氨氧化反应产生含NOx的气体,通过进料鼓泡分配器进入吸收塔。鼓泡分配器生成大量的气泡,反应器传质性能由气泡决定,同时气泡的形成又受塔内的流动状态影响,最终影响反应吸收效率。在氨氧化吸收塔中,存在两种反应,分别在气相和液相中。对于气体反应物NOx而言,需要分别穿过气膜和液膜扩散到液相主体中发生化学反应。根据传质理论,如果增加相间的相对运动速度,则可以增大相间的接触面积从而减少气膜阻力和液膜阻力,达到强化传质的目的。另一方面,增大吸收压力可以增加流体的湍动程度和减小气泡尺寸,提高吸收效率。因此,增大吸收压力能够有效提高η。吸收压力对吸收反应效率的影响见图5。
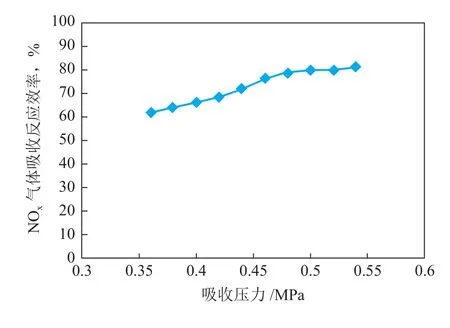
图5 吸收压力对吸收反应效率的影响
从图5可以看出,在保持吸收塔吸收温度38℃,氨氧化反应器氨进料量2 200 m3/h,进气NOx浓度3 850 mg/m3,气体流量22 200 m3/h,硝酸吸收液进料流量7.5 m3/h不变的情况下,增加吸收压力,则NOx的η增加。这是因为当吸收压力增加后,较大的气泡破碎,使NOx以微小的气泡分散在溶液中,气液之间的相界面积增加,同时由于流体湍动程度的增加,含NOx气泡分散更均匀,液膜的传质阻力降低,两者综合的效果使得η提高。在实际生产中,吸收压力最佳控制值在0.48~0.50 MPa。
3 优化工艺参数后应用效果
吸收压力控制在0.5 MPa,液气比0.338,吸收温度35℃,氨氧化吸收工序调优运行一年,NOx脱除装置尾气环保监测统计数据见表1。

表1 NOx脱除装置尾气环保监测统计
由表1可知,在工艺参数调优后,环保监测站统计NOx脱除装置尾气排放(NOx浓度<200 mg/m3)合格,明显优于优化前。
工艺参数调优后提高了尾气排放合格率,而且装置物耗也有所降低。调优前后液氨消耗对比见表2。
由表2可以看出,优化后9个月的液氨消耗有明显下降。吸收塔的吸收效果比优化前有所提高,吸收效率可达83%左右,从而降低了尾气中的NOx气体浓度,减轻了尾气处理压力,脱硝反应器的气氨用量减少,降低了液氨消耗。
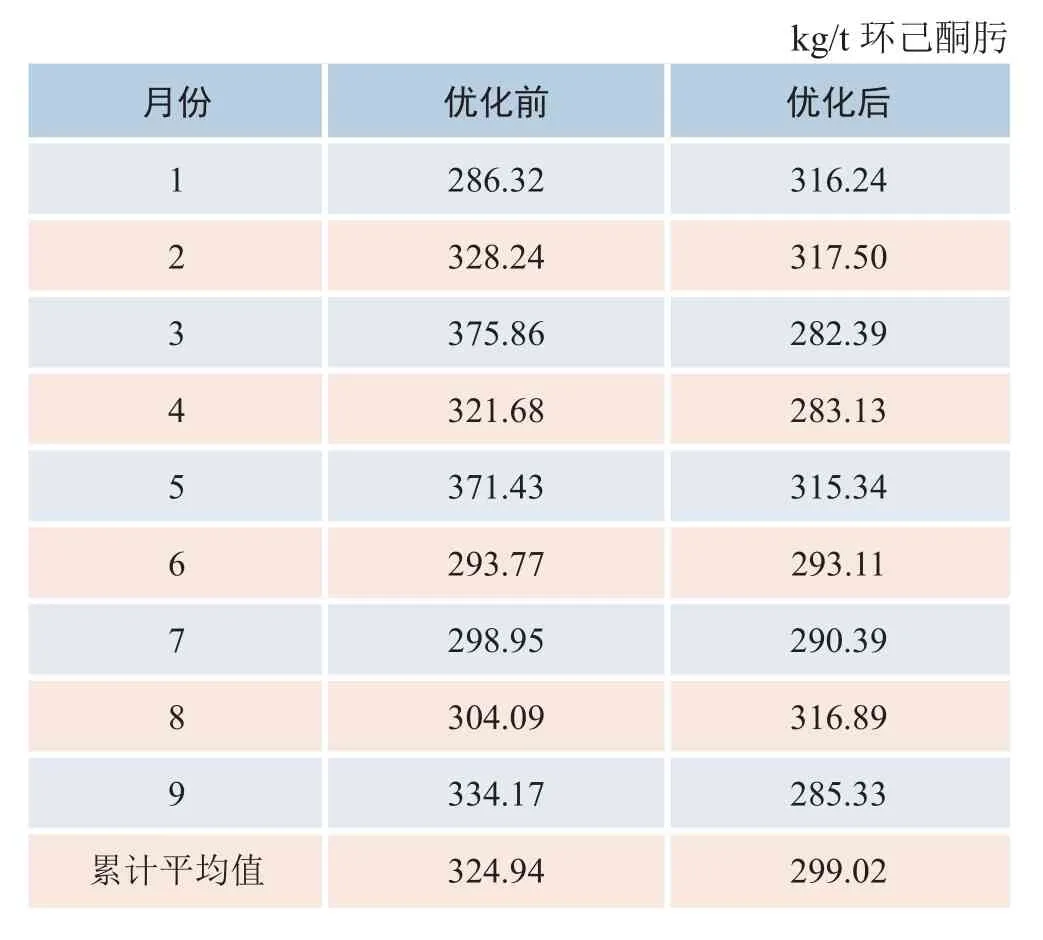
表2 调优前后液氨消耗对比
4 结论
通过优化氨氧化吸收工序的液气比、温度、压力,提升了吸收塔NOx的吸收反应效率。较优的工艺条件为液气比0.338、温度35℃、吸收压力0.5 MPa。优化工艺条件运行后,NOx脱除装置排放尾气中氮氧化物的含量平均值为154 mg/m3,合格率为100%,HPO装置液氨平均消耗量也较优化前下降25.92 kg/t,不仅提高了尾气排放合格率,同时也降低了装置物耗。
