三维自由弯曲技术及变形区长度优化数值模拟研究
2018-07-19熊昊万柏方陶杰王林涛程旋魏文斌郭训忠
熊昊,万柏方,陶杰,王林涛,程旋,魏文斌,郭训忠
(1. 南京航空航天大学 材料科学与技术学院,南京 210016;2. 江苏省核能装备材料工程实验室,南京 210016;3.江苏图南合金股份有限公司,江苏 丹阳 212352)
随着金属弯曲成形技术的发展,空心构件已广泛应 用于航天航空、汽车轮船、核能发电等领域,越来越多点焊或冲压的钣金零件被刚度更高的空心构件所取代以减轻重量[1]。作为各类液压系统、气压系统、燃油系统等的管路、管道及其连接零部件,空心构件直接关系到装备的运行安全[2—5]。这些空心构件通常采取弯曲成形工艺或者再附加液压成形工艺。然而常规弯曲成形技术在复杂空心构件的快速精确成形方面存在瓶颈技术难题。如数控绕弯、型模推弯、拉弯、滚弯[6—8]等弯曲工艺无法成形连续变曲率及无直段连续弯曲的构件,并且如何要在成形过程中改变弯曲半径,一般都需要进行卸载并更换系列弯曲模具夹具[9]。三维自由弯曲作为一项新兴的弯曲技术,拥有了极大的弯曲潜力及复杂弯曲设计的可能性,特别适用于变弯曲半径、无直段连续弯曲的液压成形工艺的预弯曲构件。
三维自由弯曲成形技术源于日本科学家提出的MOS Bending技术[10],通过控制弯曲模的运动轨迹(包括平动和转动)并结合管材的轴向推进,可一次成形多种弯曲半径条件和复杂轴线的空心构件。其中,弯曲半径取决于弯曲模的位移量,弯曲角由坯料轴向送进的长度决定,弯曲轴线的变化和弯曲模在与管材轴向垂直平面内的相对位置有关。为了保证自由弯曲成形过程的准确性及产品的质量和精度,必须建立接近实际的仿真模型。下游成形工艺如液压成形阶段需要弯曲仿真结果,从而进行整体生产的可行性预测过程,以保持较低的模具成本。如果自由弯曲是终了成形工序,那么成形管件后续作为结构件必须对其碰撞性能和振动性能等进行有限元动态分析,这同样需要自由仿真结果作为数据基础。近年来随着相关技术研究的发展,不同类型的自由弯曲构型及运动学理论被不断完善[11—15],同时商用的自由弯曲成形系统也被日本、德国等多家企业相继推出[16—18]。其中日本Nissin公司推出的自由弯曲装备可以满足总长小于4000 mm、外径为8~60.5 mm的管材任意弯曲角、任意弯曲轴线、相对弯曲半径低至2.5 mm的空心构件的三维造型,且管材最大送料速度可达350 mm/s[19]。
文中将详细介绍三维自由弯曲成形技术的基本原理及三维自由弯曲装备的控制方式,并通过对制冷系统管路中的6061铝合金复杂空心构件进行了三维自由弯曲成形过程数值模拟,分析了成形过程中弯曲段的应力应变状态,同时研究了变形区长度A值这一关键成形工艺参数对弯曲成形结果的影响规律。基于模拟分析所得最优变形区长度,最后在三维自由弯曲装备上对目标构件进行了弯曲成形试验,并得到了成形质量较好和成形精度较高的管件。
1 三维自由弯曲成形技术
三维自由弯曲成形技术使管材、型材及线材任意的弯曲设计变得简单,特别适用于复杂弯曲构件的批量生产。由于自由设计及弯曲外侧壁厚减薄极小的技术优势,三维自由弯曲成形技术特别适合作为汽车空心构件液压成形的上游预弯曲工序。同时,自由弯曲成形构件具有均匀的壁厚分布及极小的截面畸变。基于以上两点,自由弯曲成形构件无论是作为最终的承力结构件还是预弯曲零件,都具有明显的技术特点及优良的使用性能。
1.1 三维自由弯曲成形基本原理
自由弯曲过程为管材在推块的轴向作用力PL下,沿z方向推进,依次通过导向机构和弯曲模。管材送进的同时球面轴承在垂直于管材轴线方向的力Pu的作用下,带动弯曲模在xy平面内运动,在Pu及PL的共同作用下管材发生弯曲。弯曲模球心到导向机构前端之间的水平距离称为弯曲变形区长度A。在成形过程中,弯曲模离开初始与导向机构轴线同轴的位置,开始在xy平面内进行偏心运动,偏离到与导向机构轴线不同轴的某一位置后进行停留,此时弯曲模球心与导向机构轴线的相对距离称为弯曲模偏心距U。一般来说,在成形过程中A值不发生变化,而弯曲模偏心距U的大小则与目标弯曲半径有关。在成形过程中,管材的加载弯矩M与A值、U值存在的关系见式(1)[20]。

三维自由弯曲装置及原理见图1。弯曲模与球面轴承及导向机构相连接,这些球面连接使弯曲模在平动的同时发生相应的转动。球面轴承在x和y方向的位移由交流伺服电机控制。推块的运动靠传动链条带动。在弯曲过程中,管材润滑块自动加油润滑,同时尾部的推块能防止其管材绕自身轴线转动。由于管材被推块施加了轴向的推力,使管材的应力状态得到改善,从而减小了管材弯曲段外弧侧的应变量和壁厚减薄率。值得一提的是,极小的外弧壁厚减薄率使自由弯曲成形技术在液压成形工艺链领域具有广泛的应用前景。

图1 三维自由弯曲装置及原理Fig.1 Three-dimensional free-bending and device
1.2 三维自由弯曲装备控制程序
在三轴自由弯曲成形系统中,伺服电机及传动链条由CNC数控系统控制,并且xyz方向的运动均为匀速。三维自由弯曲成形系统见图2,自由弯曲的数控程序通过输入的弯曲参数计算得到,包括管材进给速度v、直线长度Ln、弯曲半径Rn、弯曲角θn、弯曲方向角ψn(表征了各弯曲平面的相对位置)。输入弯曲参数后,几何软件计算出每一弯段弯曲模的偏移量及管材的轴向进给长度,从而得到相应的弯曲程序。
根据图2b所示的参数得到一个简单的程序如下。

其中G01代表常规操作命令,x,y代表弯曲模在x-y平面的绝对坐标,z代表管材z向送进长度,F代表管材z向送进速度,M02代表弯曲终止命令。此弯曲数控程序中弯曲模在x-y平面的坐标可通过式(2)和式(3)计算。
整个弯曲过程中,管材在z向的推进速度F设置为常量,并且速度与大小弯曲模在xy平面的运动速度有一定的匹配关系。弯曲模运动速度与管材送进速度的关系见图3,弯曲模在x-y平面内的运动速度可通过式(4)—(7)计算。

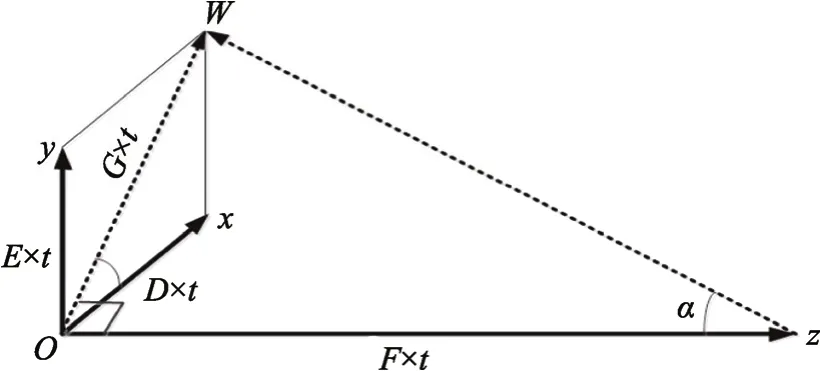
图3 弯曲模运动速度与管材送进速度的关系Fig.3 Relationship between movement speed of bending die and feed speed of tube
2 复杂空心构件三维自由弯曲工艺分析
拟对制冷系统管路中的6061铝合金管件的三维自由弯曲工艺过程进行有限元模拟。目标管件的三维模型见图4,其中P1—P4为4个弯曲平面。目标管件的外径为 15 mm,壁厚为 2 mm,轴向总长为 1558 mm,各个弯曲平面的具体尺寸见表1,其中ψn表示各个弯曲平面的夹角(锐角)。
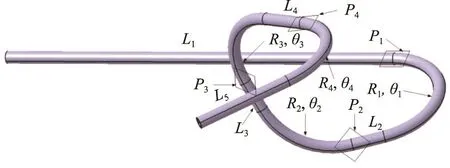
图4 目标管件的三维模型Fig.4 Three-dimensional model of target tubular component

表1 目标管件的具体尺寸Tab.1 Specific dimensions of target tubular component
在不更换模具的情况下,传统的弯曲工艺无法一次性成形这种复杂的变半径的空间立体弯管,如果采用多次成形加工则容易产生截面畸变和累计误差,并且管件的表面质量也不能保证,若采用三维自由弯曲成形技术则能轻松解决上述问题。自由弯曲工艺解析示意图见图5,在三维自由弯曲成形过程中,成形一个弯段通常需经过3个阶段,包括两个过渡段(弯曲模进程和回程)和一个圆弧段(弯曲模静止)[21]。目标管件分段成形示意图见图6,在制定具体成形过程的参数时,需对此管件的弯曲段进一步分为圆弧段和过渡段,加上已有的直线段,此管件可分为16段成形过程。

图5 自由弯曲工艺解析示意图Fig.5 Schematic diagram of free bending process

图6 目标管件分段成形示意图Fig.6 Schematic diagram of segment forming of target tubular component
3 三维自由弯曲有限元模拟研究
3.1 有限元模型
三维自由弯曲的有限元模型见图7。该模型包含球面轴承、弯曲模、导向机构、压紧机构、推进机构、管材6个部分。管材和弯曲模(被动运动,不设置为刚体)设置为可变形实体,网格划分为C3D8R类型,其他部件均设置为刚体,网格类型为C3D10M。管材材料的本构关系为δ=Kεn,材料参数设置见表2。分析步设置为动力显式。相互作用设为通用接触,管材与模具切向全局摩擦因数设置为0.02。载荷设置中压紧机构和导向机构设置其为完全固定,推进机构沿z向设置指定运动速度,并约束其余全部自由度,球面轴承设置沿x和y方向的运动速度,其余自由度全部固定,管材不设置载荷。
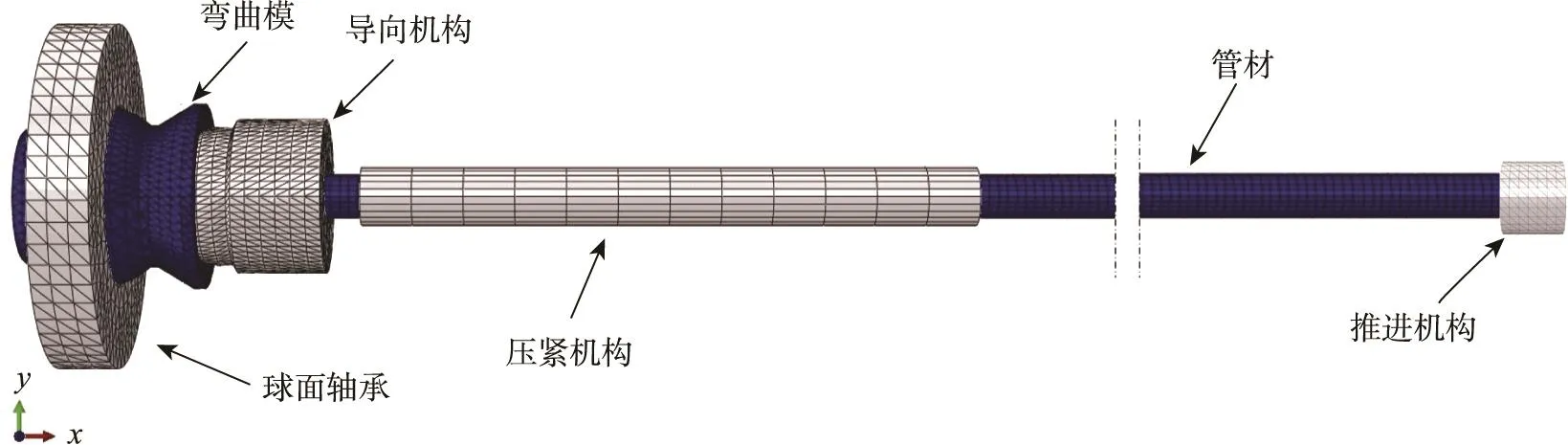
图7 三维自由弯曲有限元模型Fig.7 Three-dimensional free-bending finite element model

表2 管材材料参数设置Tab.2 Parameters Setting of Tube Material
3.2 三维自由弯曲过程受力分析
在三维自由弯曲成形过程中,管材在轴向推力及弯曲模垂直管材轴向作用力的共同作用下,产生弯矩M进而弯曲成形。弯曲成形时,管材不断推入固定的导向机构及偏离平衡位置的弯曲模之间,因此管材的弯曲变形区是在弯曲模中心与导向机构前端之间的部分,也就是A值长度的范围。三维自由弯曲一般受力过程见图8。在管材弯曲成形的开始即过渡段 1,弯曲模从平衡位置出发(U=0)向预定偏心距位置(U=UR,大小与弯曲半径有关,方向与弯曲平面相对位置有关)运动,此过程中弯曲模偏心与管材轴向送进同时进行,弯曲变形区的应力集中在靠近导向机构前端的部分且内外侧都有分布,而弯曲附近的管材应力值不大。管材弯曲成形的第二阶段是为成形管件的圆弧段部分,在此阶段弯曲模在预定偏心距保持静止,但管材的轴向送进依然进行(送进长度与弯曲角有关),弯曲模对管材外侧施加位置垂直管材轴向的压应力,因此在弯曲模中心的管材外侧也出现高应力状态。事实上,不同于数控绕弯中管材内侧受弯曲模作用,管材在自由弯曲过程中都是外侧受弯曲模作用。圆弧段结束后,已成形部分已具有所需要的弯曲半径和弯曲角。在弯曲的最后一部分即过渡段2,弯曲模和导向机构都不对管材产生作用,但管材外侧仍然受切向拉应力,部分出现应力集中。

图8 管材三维自由弯曲受力过程Fig.8 Stress process for three-dimensional free-bending of tube
3.3 弯曲变形区长度A对成形结果的影响
基于理论计算式(1)和(2),管材弯曲半径一定的条件下,管材的加载弯矩M、弯曲模的偏心距U及其速度时间曲线与弯曲变形区长度A有关,A的大小对管件的成形质量和成形精度具有很大的影响。若A值过小,则管材变形区轴向长度过短,在弯曲过程中管材靠近导向机构和弯曲模处的内侧和外侧受压严重,使管材内侧壁厚剧烈增大,出现截面严重扁化甚至失稳的现象,若A值过大则管材变形区轴向长度过长,管材的外侧减薄率会增大,并且A值的增大也会导致相应弯曲半径的弯曲模偏心距过大,甚至可能超过其最大工作行程,从而使管材产生严重的成形缺陷,因此无论是在进行有限元模拟还是实际成形试验时,寻找合适的A值大小对提高弯管的成形质量和成形精度具有重要意义。
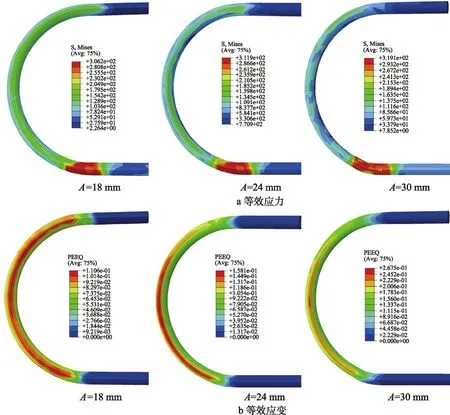
图9 不同A值下的U形管模拟结果Fig.9 Simulation results of U tubular component under different A values
不同A值下的U形管三维自由弯曲成形模拟结果的等效应力云图及等效应变云图见图9。从等效应力看,自由弯曲过程中的峰值应力随着A值的增大而增大,这是由于在轴向推力PL、垂直轴向作用力Pu一定的条件下,A值越大,弯曲模偏心距U越大,装备加载弯矩M越大。从等效应变看,自由弯曲过程中的管材外侧峰值应变随A值的增大而增大,说明管材外侧减薄趋势随着A值的增大而增大。不同A值下模拟成形管件的壁厚变化、截面畸变及弯曲模偏心距情况见图10。可以看出,模拟成形管件的最大壁厚增厚率及最大截面畸变率随A值的增大而增大,最大壁厚减薄率随A值的增大而减小,最大壁厚增厚率折线与最大壁厚减薄率折线在A值为21~24 mm区域内相交,故取A=22.5 mm为最优工艺参数。
3.4 目标管件的模拟成形过程
基于上述最优弯曲变形区长度A值,对目标管件进行整体三维自由弯曲成形仿真模拟,目标管件有限元自由弯曲模拟成形过程见图11。模拟结果整体形状和设计模型完全一致,尺寸精度也十分接近,但为了达到实际生产应用的要求,必须在实际试验中验证模拟结果和继续优化工艺参数。

图10 不同A值下模拟成形管件的成形质量Fig.10 Tube forming quality under different A values

图11 目标管件有限元自由弯曲模拟成形过程Fig.11 Simulation of free bending process of target tubular component
4 自由弯曲成形试验

图12 三维自由弯曲成形试验Fig.12 Test for three-dimensional free bending
基于上述模拟仿真得出的最优弯曲变形区长度A值,在自主研制的三维自由弯曲成形装备上进行了实际的弯曲试验,如图12所示。试验结果与三维数模和模拟结果的形状对比见图13,可以看出三者的形状完全一致。表3为试验成形管件的几何尺寸、误差对比及个弯曲平面内的最大壁厚减薄率、最大截面畸变率。可以看出管件的直段长度及弯曲角与设计尺寸相差较大,而弯曲半径及弯曲平面夹角的误差相对较小。直段长度及弯曲角涉及到过渡段问题,为了提高成形进度,必须根据实际装备对理论计算公式进一步修正。管件最大壁厚减薄率不超过 9%,最大截面畸变率不超过5%,具有较好的成形质量。

表3 成形管件的几何尺寸、误差及其成形质量Tab.3 Geometrical dimensions, errors, and forming quality of formed tubular component
5 结论
1) 三维自由成形技术仅通过控制弯曲模在平面内的平动及在空间内的转动,无需进行弯曲模具的卸载即可实现管材弯曲半径、弯曲平面的连续变化,一次精确成形复杂空间弯管构件。
2) 基于有限元模拟研究了弯曲模球心到导向机构前端之间的距离A对成形质量的影响规律。最大壁厚增厚率及最大截面畸变率随A值的增大而增大,最大壁厚减薄率随A值的增大而减小。
3) 基于有限模拟得出的最优弯曲变形区长度(A=22.5 mm)对目标管件进行了实际的弯曲成形试验。试验结果表明,成形管件的直段长度及弯曲角与设计尺寸相差较大,而弯曲半径及弯曲平面夹角的误差相对较小,管件最大壁厚减薄率不超过 9%,最大截面畸变率不超过5%,具有较好的成形质量。
