连铸-加热炉-热轧一体化调度问题
2018-07-18王营营王艳红谭园园
王营营,王艳红,谭园园
(沈阳工业大学信息科学与工程学院,沈阳 110870)
0 引言
随着钢铁行业的快速发展,人们更加关注如何更快、更有效地提高产品质量和节能等问题。在钢铁生产过程中,连铸工序是衔接上下游的关键阶段,热轧阶段直接影响产品的质量和客户满意度,加热炉作为衔接连铸和热轧生产过程中的重要环节,是热轧生产过程中的高能耗设备,因此,制定合理有效地连铸-加热炉-热轧一体化调度计划对提高生产效率和节能降耗具有重要的意义。文献[1]研究了炼钢-连铸-热轧一体化计划,并设计了智能算法对模型进行求解。文献[2]针对炼钢和热轧批计划制定结束后,提出了连铸-热轧一体化调度问题,并设计了混合算法对数学模型进行求解。文献[3]考虑了加热炉的衔接作用,并提炼出一种带有链约束的单机连续型批调度问题。文献[4]在充分考虑热轧机的生产效率基础上研究了步进式加热炉调度问题,设计了蚁群算法对模型进行求解。文献[5]研究了炼钢-连铸生产调度问题,提出了将遗传算法(Genetic Algorithm,GA)和线性规划(Linear Program⁃ming,LP)结合的两阶段算法对调度模型进行求解。
在连铸-加热炉-热轧一体化调度问题中,所要解决的问题是如何从客户订单要求的板坯中合理地选择板坯,并将这些板坯分配给连铸机和加热炉,使得板坯在保证轧制顺序和质量的前提下,所有板坯在连铸到热轧阶段间隔时间最小以及所有板坯在加热炉中的总的住炉时间最小化。
1 调度问题及数学模型
1.1 问题描述
在连铸阶段高温钢水被浇铸成固态板坯,在热轧阶段固态板坯被轧制成满足客户订单要求的板坯,加热炉作为衔接连铸和热轧阶段起着至关重要的作用。在连铸-加热炉-热轧一体化调度问题中考虑如下约束:
(1)浇次可以被指派到任一台连铸机且只能被该连铸机加工;
(2)两个相邻的浇次(轧制单元),只有前一个加工结束后才能开始加工下一个浇次(轧制单元);
(3)在同一台连铸机(热轧机)上两个连续加工的浇次(轧制单元)间需要一定的时间间隔,以便连铸设备(热轧机)进行调整;
(4)任意时刻被分配到每台加热炉内的板坯数不能超过其容量,且遵循先入先出的原则;
(5)板坯的住炉时间应在额定加热时间至住炉时间上限范围内;
(6)板坯的入炉时间不能小于板坯的浇铸结束时间加上板坯在连铸阶段到热轧阶段的运输时间。
1.2 数学模型
定义符号和标量如下:
m:连铸机号,m=1,2,…,MC,MC表示最大连铸机数;
i,j:浇次号,i,j=0,…,nC+1,0和nC+1表示虚拟浇次号,nC表示最大浇次数;
q,g:轧制单元号,q,g=0,…,nR+1,0和nR+1表示虚拟轧制单元号,nR表示最大轧制单元数;

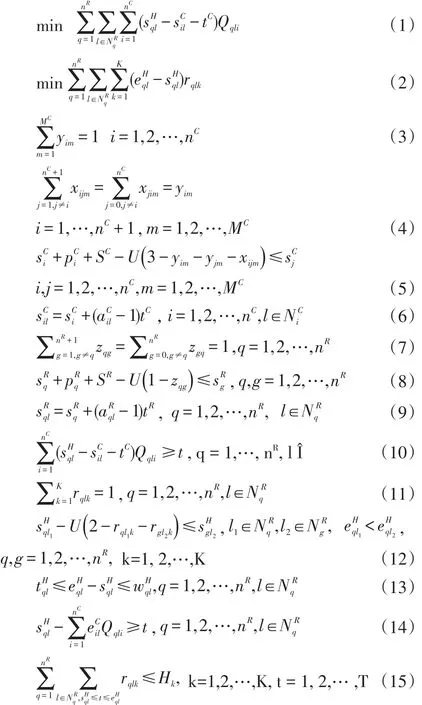
其中,目标函数式(1)表示最小化所有板坯在连铸和热轧之间的间隔时间之和;目标函数式(2)表示最小化所有板坯总的住炉时间;式(3)表示每个浇次只能分配到一台连铸机上加工;式(4)表示连铸设备上加工的浇次,只有前一个浇铸结束后才能开始浇铸下一个浇次;式(5)表示在同一台连铸机上两个连续浇铸的浇次间需要一定的时间间隔,以便连铸设备进行调整;式(6)计算浇次内板坯的浇铸结束时间;式(7)表示前一个轧制单元结束后下一个轧制单元才能开始加工;式(8)表示在同一台热轧机上连续加工的两轧制单元间需要一定的时间间隔,以便热轧机进行调整;式(9)计算轧制单元内板坯的轧制开始时间;式(10)表示连铸下来的板坯每块板坯在连铸-热轧阶段的间隔时间要大于连铸-热轧阶段的运输时间。式(11)表示轧制单元的板坯只能在一台加热炉中加热;式(12)表示在同一加热炉上加工的板坯按先入先出的原则加热;式(13)板坯的住炉时间应在额定加热时间至住炉时间上限范围内;式(14)表示轧制单元内板坯的入炉时间不能小于板坯的浇铸结束时间加上板坯在连铸到热轧的运输时间;式(15)表示在同一台加热炉上同时加热的板坯数不能大于该加热炉的最大容量。
2 算法设计
考虑到连铸-加热炉-热轧一体化调度问题的复杂性,将原问题分解为两个阶段,第一阶段为连铸-热轧阶段,第二个阶段为加热炉优化调度阶段。在连铸-热轧第一阶段,将原问题分解为一个主问题和一个CP子问题。在加热炉优化调度第二阶段,将原问题分为两个阶段进行求解,第一阶段应用混合整数规划(Mixed-Integer Linear Programming,MILP)求出可行解,第二阶段用先进先出约束和加热炉容量约束对可行解进行检验,并最终获得完全解。本文应用优化软件ILOG.CPLEX对主问题进行求解,同时,用ILOG.CP对连铸-热轧阶段的子问题进行求解。
2.1 连铸-热轧阶段
主问题求出不完全解后,子问题通过确定指派变量(yim)和排序变量(xijm)来判断主问题求出的解是否为完全解。子问题根据求出的浇次开始时间和主问题建立联系,子问题的目标是为每块板坯分配连铸机和确定板坯在浇次内的加工顺序,约束条件为(3)和(5)。约束式(3)为每块板坯确定加工设备,约束式(5)判断主问题的解是否可行。
对于本问题如果在同一台连铸机加工的两个浇次的加工时间相互叠加,此调度计划是不可行的,或者在同一台连铸机上两个浇次之间的间隔时间小于连铸机的调整时间,此调度计划是不合理的。对于不可行的解,可以假设在同一连铸机上加工的两个浇次存在着优先关系i→j,并且生成约束式,添加到主问题中进行下一次迭代。
2.2 加热炉阶段
在连铸-热轧阶段已求出板坯的间隔时间和在轧制单元内轧制的开始时间,进而可求得板坯在加热炉内的出炉时间和额定住炉时间,在第一阶段考虑了连续变量()以及指派变量(rqlk)。目标为式(2),约束为式(11)、(13)和(14)。其中,式(13)给出了板坯住炉时间的上下限约束,式(11)和(14)给出了决策变量的取值范围,以获得更优的解。
在第一阶段求出板坯的入炉时间后,第二阶段根据在同一加热炉上加工的板坯应遵循先入先出的原则和加热炉在同一时间加工板坯的数目不能超过加热炉容量的约束条件,来判断此解的可行性,如果遵循约束条件即为最终解;否则,利用已知的板坯的出炉时间和指派变量rqlk,生成约束式,重新生成可行解。
3 实验与结果分析
3.1 实验设计
本文参照生产实际数据随机生成测试案例对模型及算法进行测试。问题参数设置如表1。
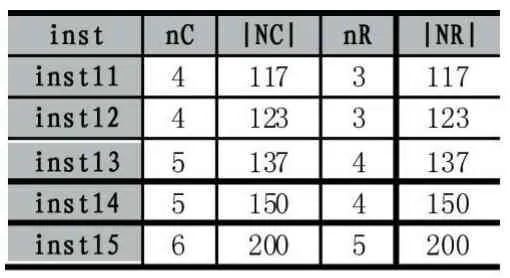
表1 测试案例规模

表2 连铸-热轧阶段计算结果
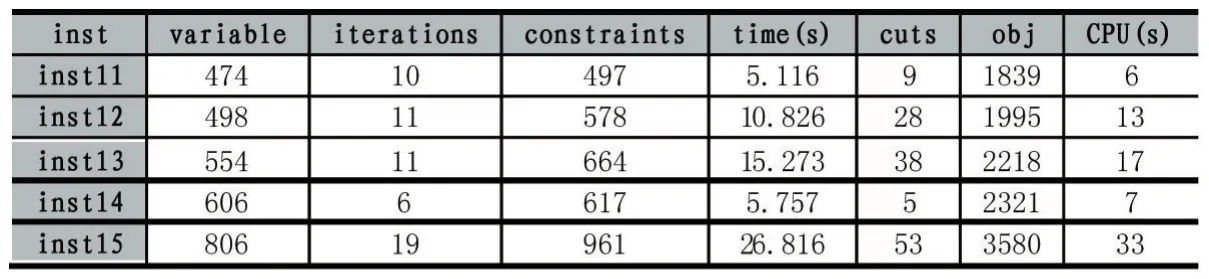
表3 加热炉阶段计算结果

3.2 实验结果分析
求解结果分别为表2和表3,根据本文给出的算法成功地求解了所有测试案例。实验结果表明,随着板坯数目的增大,目标函数值也随规模增大,在连铸-热轧阶段,CP子问题所用的时间均小于主问题所用的时间。由于混合整数规划算法已被证明是最优化算法,所以板坯在连铸-热轧阶段的间隔时间之和和在加热炉阶段住炉时间之和达到最小化,有效地节省了时间和资源,达到了节能降耗的目的。
4 结语
本文研究了连铸-加热炉-热轧一体化调度问题,建立了以最小化所有板坯在连铸-热轧过程中的间隔时间之和和所有板坯的住炉时间之和为优化目标的调度问题的数学模型。针对板坯在连铸-加热炉-热轧生产过程中的工艺要求,在制定调度计划的同时考虑了相应的约束条件,并应用混合整数规划和约束规划算法对调度问题进行了求解。通过设计不同规模的案例,验证了算法的有效性,达到节能降耗的优化目标。
