浅谈油雾润滑管线配管的方法技巧
2018-07-14王永磊张峰铭
王永磊,张峰铭
(中海油石化工程有限公司,山东 青岛 266100)
据有关部门统计,石化装置中的离心泵、压缩机等转动设备出现故障的原因调查中,轴承问题占很大的比例,而在分析轴承故障的原因中,有近50%的转动设备使用了不恰当的润滑方式,而润滑方式的不恰当使用会加速轴承或其他零部件的磨损,大大缩短其使用寿命[1]。所以,拥有成本低、污染少、可靠性高,并且能提高人员使用的效率和灵活性、降低轴承故障率90%以上等优点的油雾润滑技术,越来越受到石化、电力等行业的青睐[2]。随着用户的越来越多,油雾润滑作为推荐和允许的润滑方式,已经作为一项标准列入API610[3]。
由于其自身的特点,也使得油雾润滑在安装方面要求比较苛刻,例如安装高度、位置以及坡度等方面,油雾润滑厂家都有较为严格的要求。笔者根据在施工现场作为设计代表的经验,以惠州炼化二期70万t/a气体分馏(Ⅱ)装置为例,从以下几个方面谈谈油雾润滑管线在设计施工过程中应注意的问题。
1 空气供应管道
油雾系统的动力是仪表风,依靠仪表风将润滑油吹成雾状,输送到泵。仪表风压力要求不低于4kg。根据设计流程图将供应空气管道连接到工厂的仪表风系统中,如特别指明在主机和仪表风连接间的空气管线上安装止回阀,主机如图2所示。相对出口管道,空气入口处管道安装相对比较容易。不再重点介绍。
2 油雾分配主管、设备处下落管
按照油雾润滑厂家的技术要求,结合惠炼二期各套单元的油雾润滑装置,总结出,一般油雾分配网的安装如图1、图3所示。油雾从主机输出后,经过主管以及各个下落管,进入各个泵腔内进行润滑。
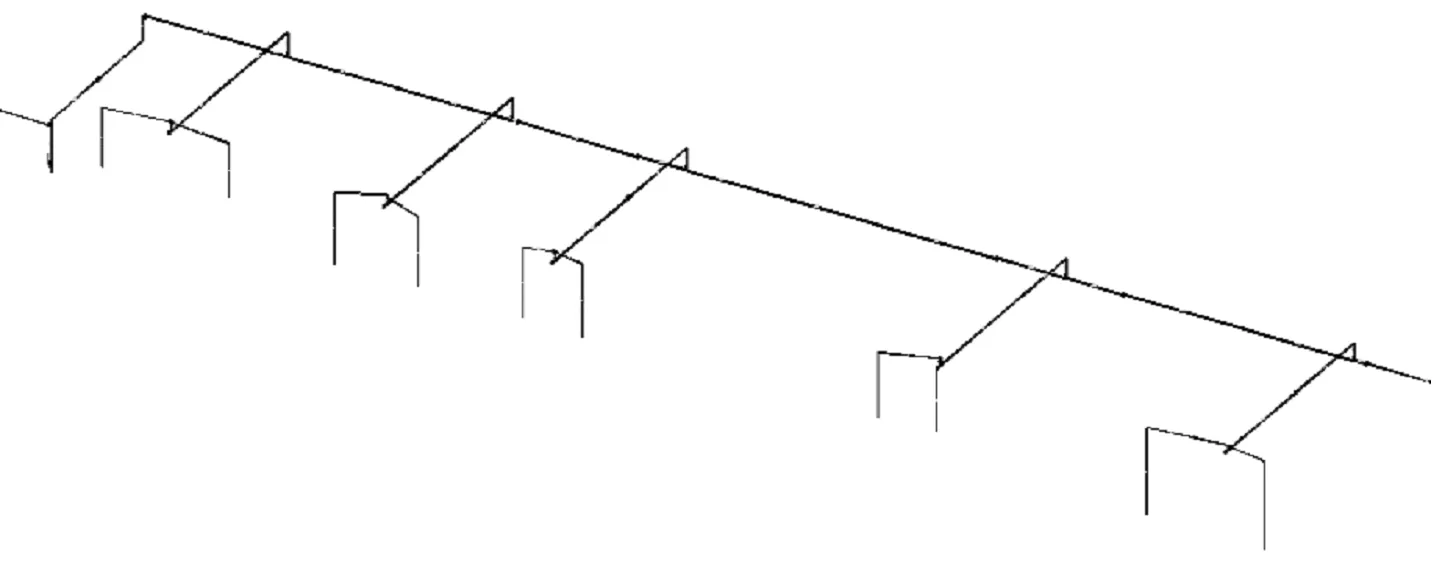
图1厂区内油雾润滑管线整体安装示意图
Fig.1Diagram of the overall installation of oil fog lubricating pipelines in the plant

图2 油雾润滑主机Fig.2 Host for oil fog lubrication

图3 油雾润滑主管及支管安装示意图Fig.3 Diagram of the installation of main and branch pipes for oil fog lubrication
2.1 主管安装
因为从主机输出的油雾油压很低,接近为常压,为了保证管道的畅通和油雾的稳定供应,主管道应向着油雾润滑主机方向倾斜。倾斜度越大越好,甚至垂直[3]。如图3所示。这是因为油雾颗粒在管道内随气流运动时,粒径很小,容易相互撞击或撞到管壁上,相互凝结在一起,形成大的油滴,当油滴重量增大到气流无法使其保持悬浮状态时,会落到管底,越来越多的油滴会慢慢聚集成堆,堵塞管道[4]。因此,管道倾斜可将聚集的油返流回油箱。主管道倾斜的坡度一般要求应≥1%[5],这次惠炼二期项目要求应≥1/24,即不小于4.1%,更为严格。带坡度管线安装相对普通管线来讲,难度比较大,现场主要根据水平管托的高度差来实现。一般来说,在需要坡度的管线自身的支撑或者管托上进行调整,按照坡度要求,先固定低点,然后固定高点,中间逐渐用垫铁过渡找平。
2.2 下落管安装
为了保证油雾能够顺利到达每台泵,每台泵都要设计下落管,下落管道应从主管道的上方或水平方向引出,不能从下方引出[6],如图4所示,原因是为了防止主管底部的油滴进入支管,影响润滑效果。
支管道的倾斜方向可向主管道,也可向润滑点,支管道倾斜的坡度要求与主管一致。
下落管不能有分支,最多只能有2个直角弯。尽量减少直角弯头的施工,以减少阻力。这是因为系统的原动力为压缩空气,压力较小,油雾出口的压力接近为常压。弯头过多,会使油雾在弯头处产生压降,滞留下来,慢慢积累堵塞管道。
根据现场施工过程中发现的问题,对于下落管的材料,由于设计图纸有时候不能完全与现场一致,特别是像DN20的小管线。现场施工人员在遵循设计规范的前提下,会对管线的位置与支架形式做出适当调整。所以,设计院在出材料的时候,应给出设计余量。
2.3 配对法兰的设置
不锈钢管道出厂之前,每段不应超过8m,并增设一对配对法兰,方便管道预制完毕后,放入酸洗槽对不锈钢全面酸洗钝化。利用酸洗钝化技术,可以清除各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能[7]。运到现场以后,施工人员根据设计图纸将每段管道通过预留的配对法兰连接。这样就避免了现场施焊,减少焊接产生的热影响区对不锈钢管道的破坏。

图4 下落管的安装示意图Fig.4 Layout diagram of the drop pipes
3 主管及下落管的支架设置
3.1 主管的支架设置
所有管道都不能出现下凹部分,以防止冷凝油积存而堵塞管道;也就是说必须对大跨距的油雾润滑管道添加合适的支架,以减小其挠度。惠炼二期的油雾润滑厂家-北京润滑系统公司要求分配主管、分支管和设备处下落管应支撑,限制其最大挠度为管内径的1/8,比普通介质的管道要求更苛刻,这是因为主管道的中间低凹会聚油,这样会限制或完全堵塞油雾到达下游设备。例如:惠炼二期70万t/a气分装置(Ⅱ)的油雾润滑主管为DN50,最大挠度限制为7mm,而普通管道允许挠度为1.6cm[8]。由公式(1)可以计算其主管最大跨距为4.5m。

(1)
式中:L1——装置内管道由刚度条件决定的跨距,m;
Et——管材在设计温度下的弹性模数,MPa;
I——管道扣除腐蚀裕度及负偏差后的断面惯性矩,mm4;
q——每米管道的质量,N/m。
油雾润滑管线已在制造厂酸洗钝化,在管道内外表面形成一层氧化薄膜,支架若是直接焊接在其表面,会破坏其保护层[7]。所以,应采用如图5和图6所示的管卡支架。按照管线不少于4.1%的坡度,对应于图中H的不同,安装时应严格控制支架高度。管卡与不锈钢钢管支架用橡胶垫或白钢皮隔开,防止异种钢电化学腐蚀。气体分馏(Ⅱ)装置原设计图纸中的支架,有一部分为焊接平管支架,竣工图中已全部修改为管卡的形式,如图7所示。
典型的油雾润滑主管与其他管线并行安装于现存的管廊内。由于气体分馏(Ⅱ)装置的油雾润滑管线施工较晚,在其施工开始时,其他相邻的管线早已施工完毕,并且试压以及热处理已完毕。若压力试验或热处理后的管道动火焊接,管道需要重新试压或热处理。由于,初始设计的支架是焊接邻管支架,所以,现场根据实际情况,调整支架形式为管卡式,如图6所示。

图5 主管支架型式Fig.5 Types of main pipe supports

图6 主管或下落管支架型式Fig.6 Types of main pipe or drop pipe supports

图7 主管支架的安装Fig.7 Installation of main pipe supports
3.2 下落管的支架设置
如果下落管的水平段很长,需要支撑,应按主管支架的设置方法选择支架,下落管的立管段布置在设备的侧面,可以利用设备的附属构件或大管线作为生根点。如图6、图8所示。
在完成以上管线安装后,需要等待油雾润滑厂家将与机泵本体相连的配雾和排雾管线发送到现场。待到场后,现场仪表工程师在厂家技术服务人员的指导下进行安装。由于笔者是管道工程师,对该部分的管线安装不再赘述。

图8 现场设置的邻管支架Fig.8 Support made from a neighbouring tube in the construction site
4 总结
70万t/a气体分馏(Ⅱ)装置中的油雾润滑装置在其他管线基本安装完毕以后,才开始设计和施工。由于油雾润滑装置在惠炼刚刚开始使用,设计和施工经验不足,在施工开始阶段出现了一定的困难。但在油雾润滑厂家技术人员的指导下,经过设计、施工和厂家的共同努力,在短短一个月的时间内,安装工作全部完成。整套装置已在2017年10月试运行。截止目前,油雾润滑装置运行平稳。
通过此次油雾润滑系统的设计、安装与运行,也总结出了一些现场施工方面的经验:
(1)设计院出图以后,相关设计人员要对施工人员进行详细的设计交底,方便其准确快捷的施工。
(2)主管及下落管施工过程中,最好有油雾润滑厂家现场指导;与机泵本体相连的配雾和排雾管线,应在厂家指导下安装。
(3)作为设计人员,应充分了解现场施工顺序、方法和应注意的事项,应熟悉合金钢特别是不锈钢的施工规范要求。应积极配合施工,将现场服务工作做好。
