基于精益生产的药品生产现场质量管理模式
2018-07-13陆晓燕赵双双
陆晓燕 赵双双
(上海上药第一生化药业有限公司,上海200240)
0 引言
精益生产是美国麻省理工学院数位专家对日本“Just In Time”生产方式的赞誉之称,精益生产旨在追求生产经营的合理性、高效性,消除生产中的无效劳动,其优势体现在以人为本、严把质量关、降低库存消除浪费、提升管理四个方面。质量是企业生存和发展的基石,朱兰博士曾提出:“20世纪是以生产率为主题的世纪,而21世纪则是以质量为主论调的世纪,质量将成为占领市场的利器。”我国自1988年颁布实施《药品生产质量管理规范》至今已有30年,构建药品生产企业质量管理体系、保证药品全生命周期内的质量,是我国一直以来对药品生产企业的要求。
随着科学技术的发展以及企业深入推行精益生产方式,如何将精益生产与全面质量管理融合成为一种有效体系,实现精益生产的“准时化”和质量管理的“零”损耗、“零”缺陷;如何在做好精益生产管理转变的同时实现质量管理工作的创新,合理利用智能化生产设备,实现高效率、高质量生产,使生产设备管理、过程控制、产品质量、管理水平全方位满足GMP要求,建立一个科学化、标准化、规范化的质量管理模式,进一步提升企业的整体质量管理水平,这些问题摆在了每一位质量管理工作者的面前。
本文以我司在实际生产现场遇到的问题为例,阐述基于精益生产的药品生产现场质量管理模式。
1 现场质量监控模式创新,向精益生产“零”损耗目标靠近
生产现场是为企业创造价值的场所,企业的主要生产活动都是在现场完成的。现场质量监控是质量管理的源头,它提供了大量的生产数据和管理信息,也是产生和发现问题的主要场所。“精益生产”的理念就是注重源头的质量控制,这意味着必须一次性就把工作做好,一旦出现错误,应立即停止该工作,待问题解决后再恢复生产。因此,做好生产现场的质量管理工作尤为重要,通过严格的生产现场工序质量控制,为生产提供可靠的质量保证。
现场质量控制是通过运用反馈回路来实现的,反馈回路的一般形式如图1所示。
我司的生产现场现状为模块化的生产线划区,生产过程监控数据多,需多部门协同配合,存在人工数据核对差错率高、生产过程不透明化、质量监控管理离散性等不足。现车间引入了批次生产过程管理软件,即统计过程控制(Statistical Process Control,SPC)技术,通过这一测量手段科学合理地运用质量反馈回路,控制生产步骤的操作严格按照规定的SOP来执行,真正地实现了人与设备操作系统的无缝对接以及前后工段的无缝衔接,以减少人工繁杂的参数核对及数据比对工作,进而减少人为差错。通过实时自动采集生产设备的批运行数据及报警信息,实现生产过程的全追溯和数据完整性,从而提高产品生产过程的质量控制和生产时限控制。

图1 反馈回路
案例1:在××批产品生产过程中,通过批次生产过程管理软件采集生产数据,质量监控人员经PC终端查看整个生产过程中的洗瓶机注射用水水压是否符合工艺要求。
测量手段:通过SPC技术采集生产过程的关键生产数据,并通过实时图谱显示,发现在09:00—10:16时段的注射用水水压低于工艺下限。
注射用水水压与工艺范围下限对比如图2所示。
目标:设备运行状态应符合验证要求,生产过程控制应符合工艺要求,实现工艺验证的重现性。
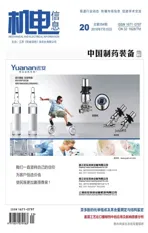
判断装置:启动生产偏差调查,利用鱼骨图对可能导致注射用水水压不符合工艺要求的因素进行分析,如图3所示,发现根本原因是洗瓶人员操作不规范。
调节装置:制定纠正预防措施方案,为尽可能减少生产损耗,立即暂停相关工序的生产工作;清点确认偏差涉及的产品数量,控制偏差影响范围,对偏差涉及产品采取有效的隔离措施;调整注射用水阀门,使其压力达到工艺规定范围,并对其他生产关键工艺参数进行确认;评估质量风险和纠正措施,为进一步确认偏差影响深度,扩大偏差涉及产品的抽样范围。

图2 注射用水水压与工艺范围下限对比图
无论是跳跃式的创新,还是渐进式的改善,都可以促进企业的发展。从一定意义上来说,精益生产更重视渐进式的改善,以发生的问题为工作改进的切入点,通过反思,提出合理化意见和建议。例如:车间根据员工岗位,识别员工岗位的知识培训需求,筛选培训内容,使得培训知识与所需岗位技能相匹配,并适应环境及岗位的变化,合理制定培训内容及培训周期,定期考核,如离开关键岗位时间较长,需重新培训考核合格后,方可独立上岗操作。
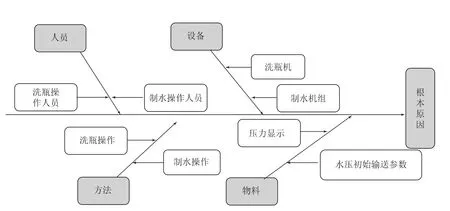
图3 利用鱼骨图分析注射用水水压不符合工艺要求的因素
生产现场质量监控模式的创新是利用SPC技术,通过实时地自动采集生产设备的批运行数据及报警信息,并将可量化的生产信息集成到一个PC终端,生产管理者和质量查证人员通过该终端可查看实时的生产数据,进而对现场质量查证工作进行创新,由原来的“上、中、下工段离散性监控模式”转变为“一批产品、一人监管的条线巡检模式”,避免出现质量监控盲点和质量问题不透明等。通过科学合理地利用统计技术、管理图分析,对生产过程进行有效监控,及时发现、识别问题,将事后控制转变为事中控制,避免整批不合格产品的出现,造成浪费,向精益生产的“零”损耗目标靠近。
2 利用质量工具统计分析大数据,推动精益生产“零”缺陷目标的实现
在现场生产过程中,产品质量发生波动是必然的。正常的质量波动是由偶然性原因造成的,且是不可避免的。异常的质量波动是由系统原因造成的,它是使产品质量发生显著变化的因素,如原料的错用、设备带病运转、测量仪器失准、人员操作不规范等,及时消除系统性原因,使其处于只有偶然性原因在起作用的状态,我们就说生产过程处于稳定状态。在质量管理工作中,开展质量控制和持续改进活动,只有对生产数据进行分析,才能找出质量波动的规律,才能通过制定目标和措施加以控制,运用科学的管理方法、统计工具,对数据进行统计整理和分析,从中获得有关产品质量或者过程状态的准确信息,识别问题,查找原因,解决问题。随着无效劳动和消耗的不断降低,质量成本也大幅度降低,从而推动“零”缺陷目标的实现。
现场质量管理工作主要包括质量策划、质量控制和质量改进。在现场管理工作中,需合理运用RG-PDCA循环方法,开展群众性的质量控制和持续改进活动,质量管理原则与循环方法二者关系如图4所示。
解决现场质量问题,运用RG-PDCA循环方法,需要对数据进行分析,才能制定目标和措施,寻求改进机会。为此,必须使用适当的统计方法,了解数据波动的规律和各变量的相互关系。

图4 质量管理原则与循环方法二者关系
案例2:运用分层法,对数据进行统计分析,寻找关键质量问题,确定持续改进的关键项目。某批产品的灯检废品总数为398支,按质量问题对灯检剔除品进行分层,整理数据,列出分项统计表,如表1所示。
结合表1的统计数据,对灯检不合格品项目进行分层分析,绘制帕累托图,如图5所示。
从图5可见:在导致灯检不合格的因素中,最大的因素是轧盖质量,为进一步分析影响轧盖质量的原因,以便采取针对性措施,我们分别针对轧盖设备调整、铝盖、管制瓶、胶塞四个因素,分层分析轧盖不良品的质量,如图6所示。
图6采用帕累托图及分层法相结合的分析方法,确认了导致轧盖质量不合格的主要原因,即轧盖设备运行不稳定。由此确立改进目标,策划改进措施,在生产前对设备进行调试确认,生产过程中若设备运行不稳定应及时调整,有效控制生产时限,根据设备运行情况制定分级制的设备维护保养计划;监督实施情况,定期跟踪落实情况,并评估实施措施的有效性,持续改进,消除生产系统中潜在的和已经暴露的各种影响因素,推动精益生产“零”缺陷目标的实现。

表1 灯检不合格品统计表

图5 灯检不合格品项目分层

图6 轧盖不良品的质量分层分析
3 质量管理可视化与生产管理精益化同步推行,消除无效劳动
精益生产的现场5S管理活动,是一个不断递进的过程,从对场所和物品的形式化管理,递进到对人的素养和行为规范的管理,从基本行为的要求,到效率化和常态化的活动,其相互关系如图7所示。
图7 5S管理活动的相互关系
我司提取5S管理活动的精髓,根据实际情况,制定了生产现场质量管理工作推进看板,如图8所示。

图8 生产现场的质量管理推进看板
在质量管理工作中,通过现场可视化管理,改变传统的质量管理模式,使生产管理透明化,管理制度流程化,质量问题显性化,从而全面识别质量改进机会,开展群众性质量改进工作,建立全面的质量追溯机制,对所有质量问题实施全追溯管理,重点问题实施CAPA跟踪管理。
从分析改进、验证实施,到纠正预防措施的跟进,质量管理工作贯穿于产品的整个生命周期,遵循PDCA原则实现质量管理闭环制,彻底消除无效劳动。
4 结语
企业在精益化生产管理的全面覆盖下,应根据实际情况探索质量管理监控模式,降低生产过程控制风险,提高产品一次合格率,向精益生产的“零”损耗目标靠近;利用信息化技术对数据进行集中采集,使用质量工具对大数据进行统计分析,寻找问题原因,确定改进目标,制定并实施改进措施,推动精益生产“零”缺陷目标的实现;推进生产过程流程化,工艺设备标准化,消除工艺分散性,提高生产产能及效率;推进精益生产管理,提高产品质量控制能力;实现质量管理工作在转变中创新,质量管理在改进中优化,质量控制与精益生产同步推行。