某天线座正交装配工艺与测量方法研究
2018-07-12王新锋陈斌琦
王新锋 李 明 陈斌琦
(西安电子工程研究所 西安 710100)
0 引言
天线座是雷达天线的支撑和定位装置,天线座方位轴与俯仰轴正交精度对雷达的测角精度影响很大。影响天线座正交精度的原因主要有两方面因素:一方面来自于天线座设计以及加工制造精度 (如径向跳动、同轴度等);另一方面在于天线座装配过程中的数据测量、分析,以及装配调整。由于加工设备精度、加工成本以及加工技术水平等方面的原因,在已加工完的零部件精度的前提下,通过合理的安排装配关系、准确的测量数据以及装配调整等方法,可以减小甚至抵消加工精度带来的影响,满足设计精度要求,所以天线座的装配工艺过程也是影响雷达精度的关键环节之一。
本文论述了某方位-俯仰型雷达天线座为保证正交精度在装配过程关键数据测量和调整,以及正交测量原理和方法等内容,最终测量结果满足设计要求。
1 天线座的正交装配工艺过程
某雷达天线座为方位-俯仰型天线座,结构示意图如图1所示,结构设计技术要求方位轴系与俯仰轴系正交精度不大于21″, 属于正交精度要求较高的雷达天线座。通过认真分析图纸装配关系和技术要求,为了保证天线座的正交精度,需要在装配过程中精确测量方位轴系不铅锤度和俯仰轴系不水平度等关键数据,并且通过装配微调整,将这些关键数据严格控制在满足设计要求的范围内,从而保证最终装配完成后达到图纸技术要求的正交精度。

图1 天线座结构示意图
1.1 方位结构装配工艺控制与分析
在装配方位结构部分时,如图2所示,为了保证方位-俯仰轴系的正交精度,需要将与U型俯仰结构部分装配的基准面(图中标记为H面)的端面跳动控制在较小范围内,因为对于该高精密结构天线座,即使很小的轴承端面跳动也会产生一定的倾斜角α[1],倾斜角α与轴承端面跳动值的解析计算公式为:

图2 方位轴承端面跳动测量示意图
(1)
其中H为轴承端面的跳动值,D为轴承直径。
根据上面的倾斜角α解析公式与该天线座的结构分析可知,如果端面跳动H过大,俯仰轴系的不水平倾斜角α也将增大,这将严重影响天线座的正交精度,因此为了保证最终的正交精度要求需要将轴承端面跳动控制在0.01mm内,如果达不到这个精度要求,需要拆卸相关零件,进行尺寸分析、计算和装配垫片调整。
经过装配调整后,测量方位轴承的端面跳动为0.01mm,将测量结果H=0.01mm,以及轴承直径D=500mm带入上式(1)中,经过计算为:
≈4.1(″)
(2)
通过以上计算可以看出,经过垫片调整后将倾斜角α控制在较小的4.1″范围内,为以后天线座的正交精度奠定基础。
由于轴承内套与方位轴是过盈配合,为了便于装配以及不影响轴承的精度,轴承装配应采用热装法[2],即将轴承放入烘箱中加热60~65℃,保温1h热透后,再与常温下的方位轴装配,等轴承与方位轴温度一致后,再用紧固件将其连接,这样可以保证轴承装配后轴承轨道不发生变形错位,减少装配过程对轴承精度的影响。
1.2 俯仰结构装配工艺控制与分析
在装配俯仰结构部分时,为了保证设计的正交精度要求,首先查看零件加工三坐标检测数据,两端安装孔同轴度是否满足设计要求,然后以U型支臂接触面H面为基准,如图3所示,利用百分表,测量俯仰轴安装孔两端(图中标记为A端、B端)的高度差,因为俯仰左、右半轴的高度差△H使俯仰轴与水平面产生倾斜角α[3],为了保证最终正交精度,两端的高度差应控制在0.02mm,如果高度差超过0.02mm,需要对U型支臂刮研等返修,满足设计要求。
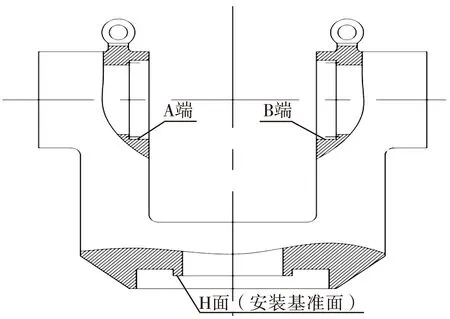
图3 俯仰结构部分装配测量过程
经过测量U型座左右两端高度差△H =0.02mm,两端距离为L=800mm,带入公式(1):
≈5.2(″)
(3)
通过以上计算可以看出,将影响正交精度的左右两半轴中心线高度差控制在0.02范围内,将满足要求。
通过以上对方位和俯仰结构部分装配、测量后,如果各结构部分的误差都控制在装配工艺要求的范围内,在俯仰结构与方位结构装配连接时,可以利用高低相互抵消的方法,将误差减小到更小,以保证最终天线座的正交精度要求。
2 天线座的正交测量方法和测量结果
2.1 正交测量原理分析
对于方位-俯仰型天线座测量正交时,首先要将天线座调水平,使方位轴尽量垂直于大地,然后再测量俯仰轴的倾斜度,即反映了天线座的正交值。但在实际测量过程中,天线座在调水平过程中总有剩余误差,以及方位轴系晃动误差等,所以方位轴与理想铅直面总有个夹角β,为了消除或者减少这种不可避免的误差,在测量正交时可以采取以下方法进行。
如图4所示,设方位轴与铅直面夹角为β,俯仰轴与方位轴的正交为α,在方位0°时,测量俯仰轴的不倾斜角γ(0°)为:

图4 正交测量角度的分析
(4)
将方位轴旋转180°后,测得俯仰轴的倾斜角γ(180°)为:
γ(180°)=α-β
(5)
将方位γ(0°)和γ(180°)两次读数(取代数值,规定某一方向为正)相加,就可以抵消方位轴于铅直面的夹角β,进而通过计算可以求出正交α[4]:
(6)
2.2 正交测量方法
关于方位-俯仰型天线座正交测量方法,目前常见的主要有以下三种方法:
1)水银面五棱镜测量方法。该方法是在俯仰轴端安装一个反射镜,反射镜面需要尽量与俯仰轴线垂直,在一定距离处安装一个自准平行光管对准反射镜,并在反射镜和自准光管之间放置一个五棱镜,在五棱镜下面再放置一水银盘,这样自准光管发出的光线,经过五棱镜折射、水银面反射,再反射到五棱镜、折射到光管等一系列光线闭环过程,最终得到入射线与反射线的夹角,最终根据俯仰0°和俯仰180°位置的测量值,经过代数计算得到俯仰-方位正交精度。
2)虚拟定位检测法。陈戈等人[5]提出了一种虚拟定位检测法,该方法是用直光管俯仰左右半轴的两侧建立一条平行于大地的虚拟俯仰轴线,然后旋转方位主轴,检测出天线座俯仰轴与方位轴的偏差量,即为正交值。
3)水平仪测量方法。首先是利用合像水平仪和3个千斤顶支撑将方位轴调至与大地垂直,用水平仪将天线座上调平,然后在俯仰旋转轴上安装一个垂直的基准面,基准面上再安装方框水平仪,这样方框水平仪上的水泡水平就反映了俯仰轴与方位轴的不垂直度。
综合以上几种常见检测方法可以看出,水平仪测量方法测量仪器相比简单,而且人员操作容易,人为因素导致的测量误差小,测量准确度相对较高,因此,该天线座选用了水平仪测量方法,如图5所示,具体测量方法如下:

图5 天线座正交测量示意图
首先,将天线座调水平,尽量使方位轴垂直于大地,采用的做法为将天线底座用3个千斤顶支撑起来,在一周范围内均匀固定选取多个点,然后用合像水平仪分别测量这些点的读数,得到一个平衡点数值HX[6]:
(7)
式中,Χi表示合像水平仪每个固定测量点读数值(取代数值,规定某一方向为正)。
然后将合像水平仪读数调至Hx,根据合像水平仪水泡像偏置方向,调整千斤顶,直至水泡像重合,按照以上步骤,依次类推循环测量,最终将天线座水平调整至一定范围以内。
最后,在天线座俯仰部分固定一个可调节的基准面,然后在俯仰轴上固定一个可随俯仰轴转动的表架,并且表架上等间隔地安装3块千分表,表头打在基准面上,通过旋转俯仰轴将基准面调到一定范围以内,这样就找到了俯仰轴线,即垂直于基准面上的任意一条线都与俯仰轴线平行,然后用方框水平仪靠在基准面上,这样方框水平仪上的读数就反映了俯仰轴的水平倾斜角。
2.3 正交测量结果及计算
根据以上水平仪测量方法调整完天线座水平度和测量基准面后,在测量天线座正交时,将方位轴转动一周,在水泡偏离最大的位置标记为A端,读出俯仰轴倾斜角γ(0°)为16″,然后将方位轴旋转180°标记为B端,读出俯仰轴倾斜角γ(180°)为12角秒,这样就测出俯仰轴在A、B两点的倾斜角的γ(0°)和γ(180°)(代数值),根据前面2.1正交测量原理分析可知,俯仰轴与方位轴的正交值为:
(8)
由计算结果可知,俯仰轴与方位轴正交(不垂直度)为14″,小于设计要求21″,天线座俯仰轴与方位轴正交满足设计要求。
3 结束语
通过该雷达天线座的装配工艺过程可以看出,对于方位-俯仰型天线座的装配来说,为了保证天线座的正交精度,在装配过程中要合理分配各结构部分的装配误差范围,通过精确的测量、计算分析和装配调整将影响精度的公误差严格控制在一定范围内,最终保证正交精度满足设计要求。另外,针对不同结构的天线座要设计合理测量方法和测量工装,让要正交测量方法建立在理论的基础上,保证每一步测量都合理、可靠,有理论支撑。
