一种普通旋压工装工艺方案设计
2018-07-11徐连强
徐连强
(无锡工艺职业技术学院,江苏 宜兴214206)
旋压技术是利用金属材料的塑性变形,通过旋压球头连续进给,把固定在芯模上随机床主抽转动上的空心棒料或者毛坯反复赶压,坯料局部塑性变形不断扩大,最后形状变成与芯模一致的零件加工。
旋压分为普通旋压与变薄旋压,普通旋压是在旋压过程中改变毛坯的形状、直径的增大或者减小,其厚度不变或者有少许改变,普通旋压分为拉深旋压、缩径旋压和扩径旋压三种[1]。变薄旋压在旋压过程中不仅改变毛坯形状,而且明显减薄其壁厚[2-4]。
本方案中消音器封头旋压属于普通旋压中的拉深旋压,下面介绍一种在普通车床上加工一种消音器封头而设计的旋压加工旋压设计方案,具体说明其工艺工装过程。
1 旋压工装设计
图1为工装设计总体方案,在普通车床或者数控车床上进行加工。在图中,整个工装由旋压夹具装置和旋轮装置两部分构成。
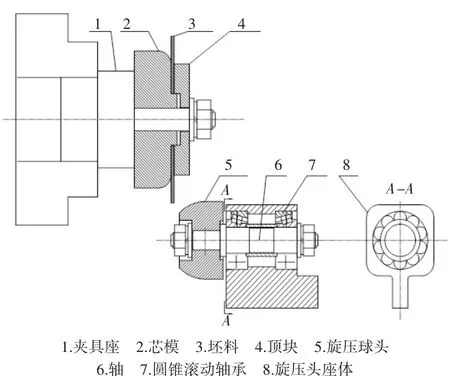
图1 消音器旋压工艺工装设计总图
(1)夹具装置包括定位夹具座、顶块、压紧螺母等元件,夹具座位是定位元件,用来定位芯模和坯料。顶块和螺栓是压紧装置,作用是压紧坯料。
在图2中,芯模、坯料和顶块通过销钉联结,销钉起定位作用,限制坯料与芯模之间的转动位移。芯模可制成不同的形状如圆筒形、锥形、抛物线形等,材料为45#调质处理钢。图中坯料采用45#钢。
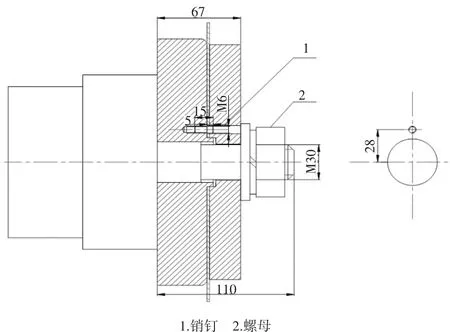
图2 夹具体装置图
(2)旋压球头装置由旋压球头、旋压头座、轴、圆锥滚动轴承等零件构成。
旋压球头座体毛坯采用锻压件,如图3所示,通过轴和螺母,联结旋压球头,并固定在车床刀架上。旋压球头要求硬度较高的材料,如淬火合金刚等,圆锥滚动轴承根据要求选择型号为32308 GB/T297-94.
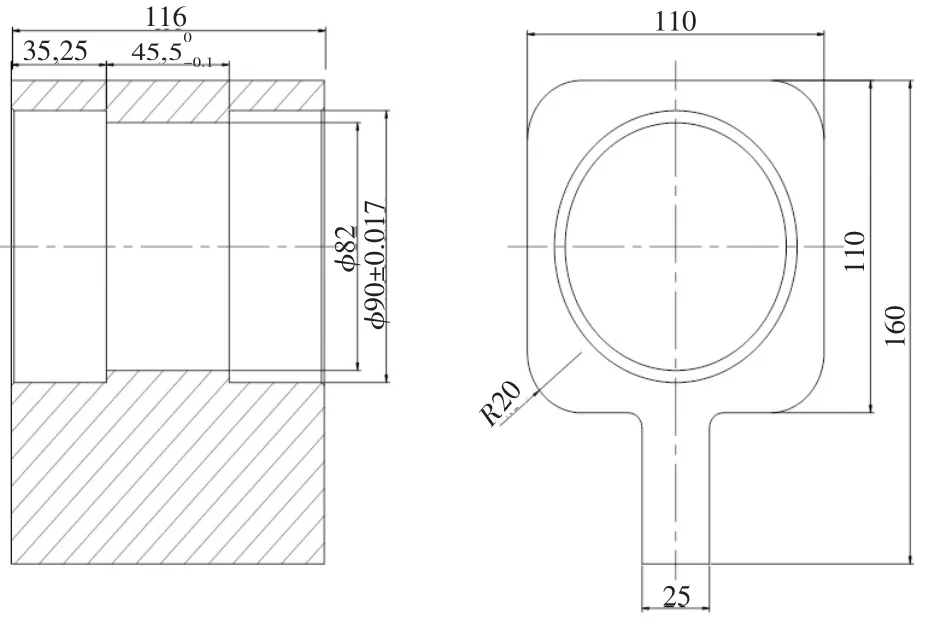
图3 旋压球头座体
旋压具体工作过程是,顶块把坯料压紧在芯模上,机床主轴带动芯模和坯料一同旋转,旋压球头加压于坯料反复赶辗,通过坯料由局部变形到渐紧贴于芯模表面而与芯模形状一致的变形过程。
2 普通旋压工艺分析
在旋压过程中,坯料产生至少两种变形,即球头接触处的凹陷塑性变形和沿着球头加压的方向大片倒伏,凹陷塑性变形要求保持坯料切向收缩、径向延伸,最终完成零件的空心成型加工。但是大片倒伏变形导致坯料表面产生皱折等表面质量缺陷,在加工中可能出现摇晃震动情况,这种情况必须防止[4]。因此旋压工艺的基本要求如下:
(1)坯料的制备与选择
在制备工艺方面,为了防止旋压中边缘开裂情况发生,要求坯料外缘要求整齐光滑;为防止加工表面出现皱折,坯料可以先将边缘预压成形;坯料外缘直径大小的选择,则按照等面积计算原则,由于工件在旋压过程变薄,坯料直径应小于零件成型计算值的3%~5%.
在坯料选择方面,可采用铸件、焊接件,空心的冲压件、挤压件、铸件、焊接件、机加工的锻件和轧制件以及圆板等,但对一些塑性较差薄壁材料以及含钛、钼、钨、钽、铌一类难变形的合金金属,旋压加工更具备优越性。
(2)拉深系数选择
拉深系数代表工件的变形程度,旋压加工拉伸系数有一定的限制,不能超过极限值,否则在旋压过程中出现起皱变形甚至破裂情况。
拉伸旋压坯料的变形程度可采用拉伸系数m表示:
上式中,d为工件直径(工件为锥形时,则d为圆锥最小半径);D为坯料直径。
本设计方案中坯料直径D=Φ240,工件直径d=Φ212,所以最大m=212/240=0.88.
圆筒形件的极限旋压系数可取为:mmin=0.6~0.8
当相对厚度t/D=2.5%时取小值,t/D=5%时取大值。
圆锥形件的极限旋压系数可取为:mmin=0.2~0.3.
(3)转速的选择
对于不同的坯料,要选择合适的主轴速度,以利于变形过程的平稳性,例如软钢为400~600 r/min;铝为800~1 200 r/min当坯料料直径大取高速,坯料直径小取低速。
本方案中,由于消音器一般厚度的45#钢,故材料圆周速度为500 r/min.
(4)过渡形状要合理
过渡形状可以由由于锥形的抗压稳定性比平板高,材料不易起皱底部圆角确定。在本方案中,芯模过度圆角半径R=20 mm.
如果芯模是锥形,由于锥形的抗压稳定性比平板高、材料不易起皱等优点,通过轻赶压坯料,变成浅锥形的过渡形状,通过多次赶压,直到零件贴与芯模变成形状一致为止。
(5)进给比的选择
进给比要根据成型零件的材料和具体形状确定,常用进给比f=0.5~3.0 mm/r.材料塑性,形状简单好取高值,反之塑性差,形状复杂的零件加工取低值。考虑消音器表面质量,本方案根据设计手册进给比选取3.0 mm/r.
进给比选择范围在0.5~5.0 mm/r之间。材料的韧性好,工件形状简单,进给比取大值;工件形状复杂,进给比取小值。提高进给比可以提高效率,但对初期道次需相应减小起旋点仰角,以防止起皱。减小进给比有助于改善表面粗糙度,过小进给比易造成局部减薄,不贴膜。采用反推辊时适当加大进给比可防止坯料减薄过多,常用进给比f=0.5~3.0 mm/r.考虑消音器表面质量,本方案根据设计手册进给比选取3.0 mm/r.
相对于其他成型加工,旋压加工可以加工各种线形面,如筒形、锥形等各种形状的曲线旋转面。而且设备简单,在没有旋压机的情况下,可以用普通机床或者数控机床代替,单件小量生产采用普通机床,批量生产可采用数控工装改用机床。
3 方案实施总结
本工装工艺方案属于普通旋压工艺,其加工特征如下:
(1)旋压球头由圆锥轴承支撑,在向胚料加压过程中,可以和芯模坯料一起旋转,一定程度上避免了坯料沿着球头加压的方向大片倒伏。球头螺旋式的由筒底向外运动,引起坯料的切向收缩和径向延伸,完成与芯模一致的外形加工。
(2)旋压球头进给在普通车床或者数控车床上进行,旋压工序第一点应该从坯料靠近芯模底部圆角处开始,使部分材料贴模,然后轻赶外缘,最后一点到芯模的尾部,反复赶碾压,直至坯料成芯模形状。
实践表明,在没有旋压机情况下,该套装置与工艺满足了一般零件在普通车床上旋压成型加工的需要,工艺设备简单,节省材料,产品合格率高,能取得良好的经济效益。
