热镀锌法增强高锰钢的防腐性能研究
2018-07-11蔡云波
蔡云波
(西安职业技术学院,陕西 西安 710077)
钢铁长期暴露于潮湿的空气中,容易造成腐蚀,全世界每年有大量钢铁,由于腐蚀而报废,从而造成资源的巨大浪费,对环境亦产生重大影响。目前国内外针对缓解钢铁腐蚀的方法主要有:表面涂层防腐[1-3]、阴极保护技术[4-6]及向钢铁材料中添加缓蚀剂[7-8]。热浸镀技术属于表面涂层防腐一部分,通常在较高温度下,钢铁材料表面形成含有电位较低金属或合金化合物相层,进而有效提高其表面硬度和抗氧化能力,从而达到缓解钢铁材料腐蚀的目的[9-11]。
高锰钢作为采矿、铸造常用防磨钢材,缓解其腐蚀,有助于提高其使用年限,降低生产成本,为此本研究以高锰钢为试验基材,探讨其热浸镀锌层的最佳条件,并考察不同热浸镀温度对材料在中性盐液中腐蚀速率的影响,从而为热镀锌法在高锰钢防腐中的应用提供参考。
1 材料与方法
1.1 试验仪器
Phenom XL台式扫描电镜(复纳科学仪器有限公司);YWX/F-盐雾试验箱(广州汉迪环境试验设备有限公司);MC-3001Plus涂层测厚仪(济宁科电检测仪器有限公司);FA2004N电子天平(上海精密仪器有限公司)。
1.2 试验试剂
高锰钢圆饼(40 mm×20 mm,东北特钢);氯化锌铵;氯化钠、丙酮、无水乙醇(分析纯,国药集团化学试剂有限公司);试验用水为二次纯化水。
1.3 试验方法
1.3.1样品制备
将高锰钢样品分别置于不同温度的200 mg/mL的氯化锌铵溶液中,60 s后取出冷却至室温,即得不同热浸镀温度下的具有镀锌层的高锰钢样品。
1.3.2中性盐雾试验
依照国标GB/T10125-1997要求,采用砂纸打磨抛光热浸镀锌后的高锰钢后,经丙酮、无水乙醇洗净,在盐雾试验箱中进行中性盐雾试验,观察其腐蚀情况[12]。
1.3.3扫描电镜分析
采用扫描电镜仪,工作电压20 kV,观察中性盐雾试验前后的镀锌高锰钢表面微观形貌。
1.3.4热浸镀锌层厚度分析
依照国标GB/T4956-2003要求,利用涂层厚度仪测定不同热浸镀温度下高锰钢镀锌层的厚度,平行测定3次,取平均值[13]。
1.3.5静态质量损失法
利用静态质量损失法评价高锰钢热浸镀锌后防腐效果,将进行中性盐雾试验后的样品,在天平上称重后,按照下式计算腐蚀速率[14]。
式中v——腐蚀速率,g/(m2·h);
m0——腐蚀前样品质量,g;
m——腐蚀后样品质量,g;
ρ——样品密度,g/cm3;
A——样品面积,cm2;
t——腐蚀时间,h。
2 结果与讨论
2.1 浸镀层厚度与浸镀温度
在相同浸镀时间下,不同热浸镀温度与镀锌层厚度的关系见图1所示。从图1中可知当热浸镀温度在440~540℃时,镀锌层厚度随热浸镀温度升高而升高,而当热浸镀温度在540~620℃时,镀锌层厚度却随热浸镀温度升高而降低。这可能源于当热浸镀温度过高时,高锰钢表面镀锌层,又会逐渐融入至镀锌液中,从而造成镀锌层厚度下降。目前一般认为金属镀层厚度大于80 μm[15],可保证基底金属材质的防腐,而热浸镀锌液温度在540~560℃时,厚度均超过规定,从而满足防腐性能要求。

图1 热浸镀锌液温度与镀锌层厚度关系
2.2 镀锌层表面微观分析
图2为高锰钢样品在热浸镀温度560℃下形成的镀锌层,及进行中性盐雾试验30 h、60 h后的微观形貌。

图2 热浸镀锌层在中性盐雾试验前后扫描电镜图
从图2中可见,中性盐雾试验后,高锰钢样品外表面镀锌层表面开始出现程度不一的腐蚀,且随着中性盐雾时间的增长,腐蚀程度逐渐加剧。通过对比热镀锌后高锰钢样品进行中性盐雾试验30 h和60 h后可知,在经历60 h的中性盐雾试验后,高锰钢样品镀锌层表面出现大量的蚀坑,且镀锌层脱落较为严重,镀层表面显蓬松状,已失去防腐作用。
这主要因为在腐蚀初始阶段,镀锌层中锌元素首先被氧化为氧化锌,然后与水反应,从而在阳极生成氢氧化锌,同时与氯离子结合,生成氯化锌,氯化锌与氢氧化锌结合生成碱式氯化锌,而在阴极空气中的氧气得到电子,与水结合不断生成氢氧根离子,造成金属表面电化学反应不断进行[16]。
2.3 不同热浸镀温度的样品腐蚀速率分析
图3为采用质量损失法考察,在540~560℃热浸镀温度下制备的镀锌高锰钢样品在中性盐雾试验中的样品腐蚀速率。
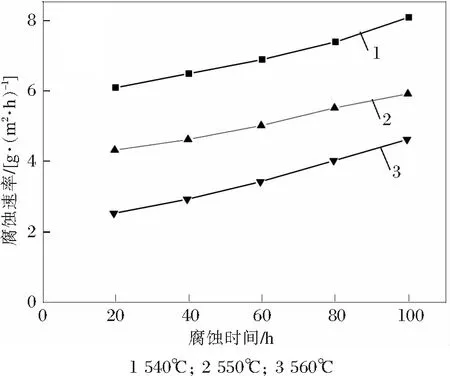
图3 不同热浸镀时间的镀锌层腐蚀速率
从图3可知,随着中性盐雾试验时间的增长,同一热浸镀温度下制备的镀锌高锰钢样品的腐蚀速率出现递增的趋势,这源于随着时间的增长,镀锌层被腐蚀破坏,使得高锰钢出现严重腐蚀。在相同的试验时间下,随着热浸镀温度的增加,腐蚀速率出现减小趋势,这可能因为较高的热浸镀温度有助于镀层材料与高锰钢材料结合更紧密,从而进一步阻止基底钢材腐蚀,因此较高的热浸镀温度有助于提高高锰钢的耐腐蚀性。
3 结 论
通过考察不同热浸镀温度下的镀锌高锰钢样品的镀锌层厚度,利用扫描电镜观察样品在腐蚀前后的微观形貌,及不同热浸镀温度制备得到的样品腐蚀速率,得到如下结论:
1)高锰钢热浸镀锌最佳温度为540~560℃,制备得到的镀锌高锰钢的镀层厚度满足相关要求;
2)镀层的微观形貌与其腐蚀情况具有关联性,扫描电镜图可作为判别镀层的腐蚀情况,优化镀锌产品生产工作的重要依据;
3)随着中性盐雾试验时间的增加,镀锌高锰钢腐蚀速率不断增大,而较高的热浸镀温度有助于提高高锰钢的耐腐蚀性。