真丝/三醋酯交织物脱胶染色一浴法工艺研究
2018-07-10,,
, ,
(浙江理工大学,a.教育部工程研究中心;b.材料与纺织学院,杭州 310018)
真丝具有柔软、舒适等特点,吸湿透气性良好[1],对人体肌肤有保健作用,素有“纤维皇后”之称。但真丝湿弹性较差,容易泛黄,并且价格较高,导致其优良性能不能得到广泛利用。
三醋酯纤维兼有合成纤维和天然纤维的优点[2],有良好的光学性和平滑性[3],其悬垂性优异,回弹性良好,且比重、强力与真丝接近[4-6]。
将真丝与三醋酯纤维交织,使得两种纤维实现优势互补,织成的织物不易泛黄,有良好的服用性能,降低了成本,不仅可以用在睡衣、旗袍等高档产品上,还可以应用在家纺、装饰等领域[7-9],具有较好的市场前景。
但在真丝/三醋酯交织物加工流程中,真丝脱胶及分散染料染色分两步进行[10-11],耗时较长且能源消耗大,加工过程真丝易受损。本文采用高温高压一浴法,真丝织物脱胶与三醋酯织物染色同时进行,在真丝织物达到适宜练减率的同时,三醋酯织物获得较好的染色效果,为真丝/三醋酯交织物脱胶染色一浴法提供了指导。
1 试 验
1.1 材料、药品和仪器
试验材料:16电力纺生坯、三醋酯织物(绍兴喜能纺织科技有限公司)。
试验药品:碳酸钠、冰乙酸、连二亚硫酸钠为分析纯,耐碱型分散红SXF200%、分散蓝SXF200%等(浙江闰土股份有限公司);耐碱型分散橙ALD150%、分散红玉ALD150%等(浙江吉化集团有限公司);高温分散匀染剂212W、还原清洗剂TF-110B(浙江传化股份有限公司)。
仪器和设备:高温高压染色机DYE-24(上海千立自动化设备有限公司),电子天平ARA520(奥豪斯仪器上海有限公司),恒温振荡器SHA-B(国华企业),电热恒温鼓风干燥箱DHG-9140A(上海一恒科技有限公司),计算机测色配色仪SF600X(美国DataColor公司)。
1.2 试验方法
1.2.1脱胶与分散染料染色一浴法工艺
分散染料质量分数为1%(o.w.f),调节pH值(5.5~8.5),升温至30 ℃,按1∶1比例投入16电力纺生坯和三醋酯织物,以2 ℃/min升至所需温度(90~130 ℃),保温一段时间,浴比为1∶50。升温曲线如图1所示。
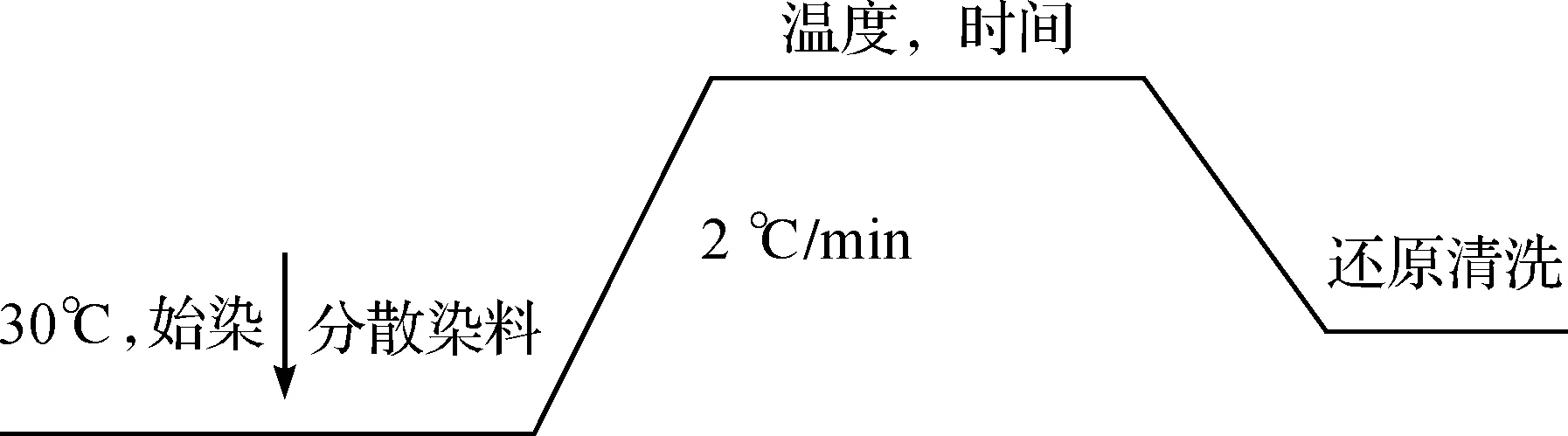
图1 升温曲线
1.2.2还原清洗工艺
碱性还原清洗:保险粉1 g/L,纯碱1 g/L,85 ℃保温20 min。
酸性还原清洗:还原清洗剂TF-110B 1 g/L,调节pH值为4.5,85 ℃保温20 min。
1.3 织物性能测试
1.3.1K/S值的测试
采用Datacolor SF600X型电脑测配色仪(D65光源,45°)对织物的染色表观色深值(K/S值)进行测定。
1.3.2练减率的测试
将缝边处理后的16电力纺生坯与三醋酯织物按1∶1比例一同投入染浴,处理后测试真丝练减率。采用称重法,按下式计算:
式中:W0为处理前织物干重;W1为处理后织物干重。
1.3.3毛效的测试
根据FZ/T 01071—2008《纺织品毛细效应试验方法》,当垂直悬挂的纺织材料一端被液体浸湿时计时,测定30 min时沿纺织材料上升的高度。
1.3.4色牢度测试
参照GB/T 3921—2008《纺织品 色牢度试验 耐皂洗色牢度》标准测试试样的皂洗色牢度,以三醋酯织物和粘胶织物为贴衬,在60 ℃标准皂洗液(皂片5 g/L、碳酸钠2 g/L)中,处理30 min,浴比1∶50,充分水洗干燥后用灰色样卡评定试样的变色和贴衬织物的沾色牢度级别。
2 结果与讨论
2.1 温度对织物练减率及染色K/S值的影响
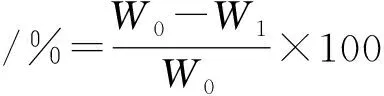
选用吉华ALD系列三原色(分散红玉ALD、分散橙ALD、分散深蓝ALD)及分散黑ALD 4种染料,研究温度对真丝织物练减率及三醋酯织物染色K/S值的影响。结果如图2所示。
由图2可知,随着温度的升高,真丝织物的练减率逐渐增大,这是因为丝胶的溶解度随温度的升高而增加,当温度为120 ℃时,真丝织物练减率为23%左右,当温度达到130 ℃时,真丝织物的练减率高于24%,对丝素造成损伤。
分散红玉ALD、分散橙ALD等4种染料对三醋酯织物的染色K/S值随温度的提高而逐渐增大,这是因为当染液温度较高时三醋酯大分子链段运动加快,形成的空穴有利于染料从纤维表面向纤维内部扩散,温度越高,染色K/S值越大。当温度达到110 ℃时,三醋酯织物的染色K/S值达到或接近最大值;进一步提高温度,三醋酯织物的染色K/S值趋向稳定。
因此,综合真丝织物脱胶与三醋酯织物染色情况,最佳温度选为120 ℃。
2.2 pH值对织物练减率及染色K/S值的影响
考虑一般分散染料染色pH值为5.5左右,在碱性环境中染料结构容易被破坏,因此选用耐碱型分散染料(吉华ALD系列分散染料、闰土SXF系列分散染料),研究不同pH值对真丝织物练减率及三醋酯织物染色K/S值的影响,结果如表1所示。
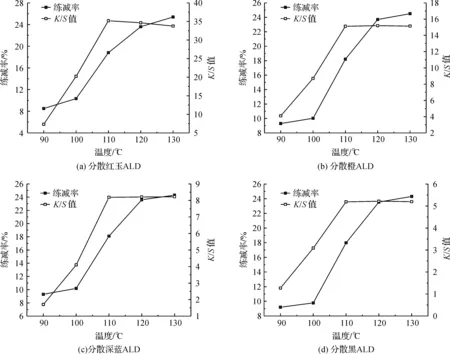
图2 温度对真丝织物练减率及三醋酯织物染色K/S值的影响

染料真丝织物练减率/%pH值5.5pH值6.5pH值7.5pH值8.5三醋酯织物染色K/S值pH值5.5pH值6.5pH值7.5pH值8.5分散红SXF21.4222.3023.5123.7223.3933.3536.0734.98分散黄SXF21.8122.8223.2023.7021.2223.3911.8210.41分散蓝SXF21.4322.6023.6023.9418.1917.9916.0413.93分散红玉ALD21.6022.1023.2023.6014.2714.7314.9012.36分散黑ALD22.0022.2123.1023.545.185.194.734.65分散深蓝ALD20.3021.5023.7124.108.177.337.297.22分散橙ALD21.3022.4023.5023.7019.5715.1215.1014.17
注:分散染料1%(o.w.f),温度120 ℃,时间50 min,浴比1∶50。
由表1可知,真丝织物的练减率随着pH增大而增大,这是因为丝胶的溶解度随pH值增大而提高;当pH值达到7.5左右时,真丝织物练减率达到23.5%左右,基本可以脱尽丝胶;进一步提高pH值可能会造成丝素损伤。
由表1还可知,大部分耐碱型分散染料对三醋酯织物染色K/S值随pH值增加变化较小,能够在碱性条件下保持结构稳定,pH值为6.5~7.5时染色效果较好。
综合考虑pH值对真丝织物练减率及三醋酯织物染色K/S值的影响,适宜pH值为7.5,且染料应选择耐碱性分散染料,如分散红SXF、分散深蓝ALD等。
2.3 时间对织物练减率及染色K/S值的影响
选用耐碱型染料分散红SXF等,研究不同时间对真丝织物练减率及三醋酯织物染色K/S值的影响。结果如表2所示。

表2 时间对真丝织物练减率及三醋酯织物染色K/S值的影响
注:分散染料1%(o.w.f),温度120 ℃,pH值为7.5,浴比为1∶50。
由表2可知,当时间为30 min时,真丝织物练减率偏低;时间为40 min或50 min时,真丝织物练减率在23.5%左右,真丝织物脱胶效果较好;时间为60 min时,真丝织物练减率偏高,导致丝素受损。由表2还可知,在时间为50 min时,三醋酯织物染色K/S值较大,因此,综合真丝织物练减率及三醋酯织物K/S值的情况,温度120 ℃,pH值为7.5时,时间选择50 min。
2.4 高温分散匀染剂212 W用量对织物毛效的影响
脱胶染色一浴法工艺中加入高温匀染剂,具有匀染作用的同时,还可以有效去除油脂蜡质等杂质,提高织物毛效,有利于后续加工。因此选用高温分散匀染剂212 W,研究其用量对真丝织物毛效的影响,结果如图3所示。
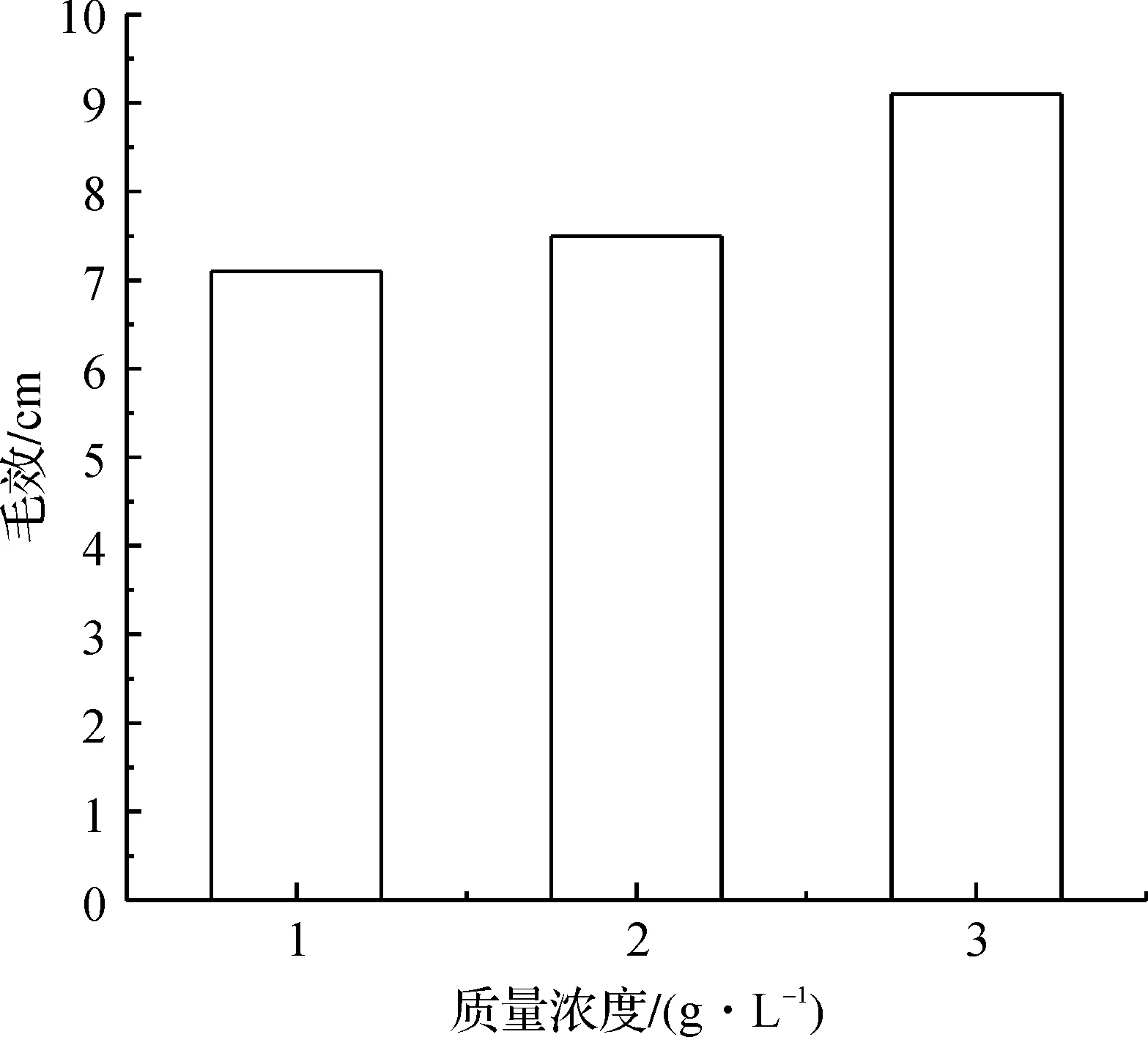
分散红SXF 1%(o.w.f),温度120 ℃,pH值7.5,时间50 min,浴比1∶50。图3 高温分散匀染剂212 W的用量对真丝毛效的影响
由图3可知,随着212 W用量增加,真丝织物毛效逐渐提高。这是因为随着高温匀染剂用量的增加,其润湿、乳化能力增强,去除油脂蜡质等杂质更为充分。当高温匀染剂212 W质量浓度为3 g/L时,真丝织物的毛效达到9.1 cm,基本达到精练要求。
2.5 一浴法工艺对真丝织物沾色的影响
将经过脱胶染色一浴法工艺处理的真丝织物沾色情况与常规方法(先脱胶后染色)处理的真丝织物沾色对比,其结果如表3所示。
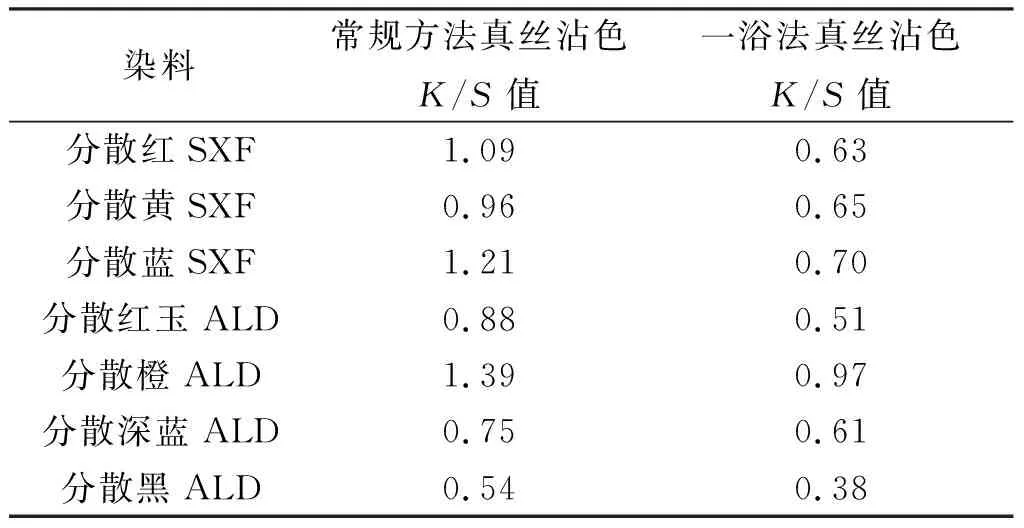
表3 一浴法工艺对真丝织物沾色的影响
由表3可以看出使用脱胶染色一浴法工艺,真丝织物的沾色情况要比常规方法轻,主要原因是一浴法工艺在真丝织物脱胶的同时,沾在真丝织物表面的分散染料会随着丝胶的脱去而去除,相比先脱胶后染色的常规方法,可以有效减少真丝织物沾色,由此可见一浴法工艺对减小真丝织物沾色有一定帮助。
2.6 还原清洗
分散染料染色后,一般均需要进行还原清洗,以去除织物表面的浮色,提高色牢度。同时还原清洗还可减轻分散染料对真丝织物的沾色。分别进行碱性还原清洗与酸性还原清洗,通过比较还原清洗前后织物K/S的变化,研究两种还原清洗的效果,结果如表4所示。
由表4可以看出两种不同的还原清洗方法对三醋酯织物的染色K/S值影响不大,减小真丝织物沾色的效果也较为接近。在还原清洗时,纤维表面的浮色以及在真丝织物上的沾色染料,在碱性或酸性还原条件下都会发生化学反应被去除,从而达到减轻真丝织物沾色的效果。对两种还原清洗处理的三醋酯织物进行皂洗色牢度测试,结果如表5所示。
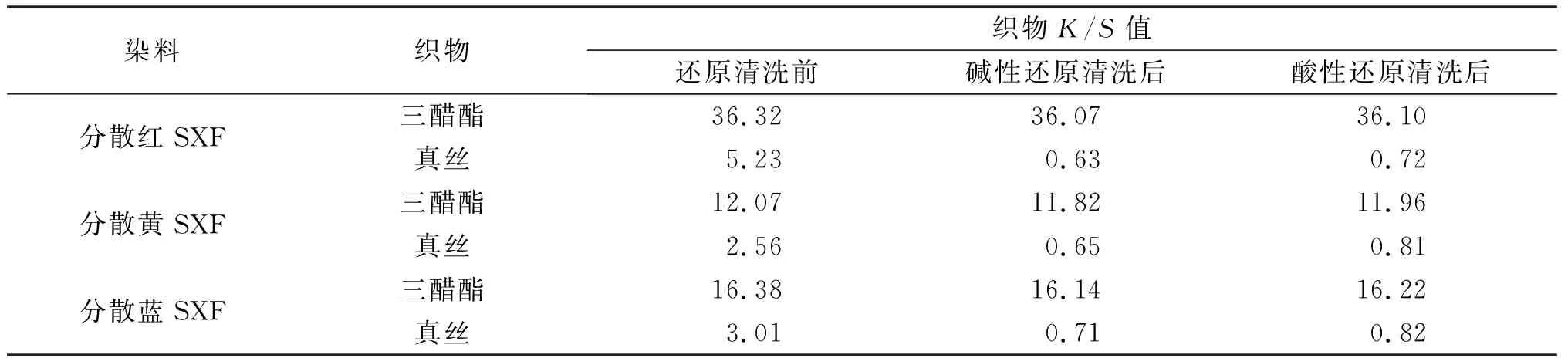
表4 还原清洗工艺对三醋酯及真丝织物K/S值的影响
注:碱性还原清洗工艺:保险粉1 g/L,碳酸钠1 g/L,温度85 ℃,时间20 min;酸性还原清洗工艺:还原清洗剂TF-110B 1 g/L,pH值4.5,温度85 ℃,时间20 min。

表5 三醋酯织物皂洗色牢度测试 级
注:分散染料1%(o.w.f),温度120 ℃,pH值7.5,时间50 min,高温匀染剂212 W质量浓度3 g/L,浴比为1∶50。
3 结 论
本文以真丝织物、三醋酯织物(1∶1)模拟真丝/三醋酯交织物,研究了高温高压脱胶染色一浴法工艺,优化了工艺参数,使真丝织物脱胶、分散染料上染三醋酯织物同时完成,取得了良好的效果。
a) 一浴法最佳工艺为温度120 ℃、pH值为7.5、时间为50 min、高温分散匀染剂212 W质量浓度为3 g/L,且染料应选择耐碱性分散染料,此时三醋酯织物染色K/S值较高,且真丝织物练减率达到较好水平为23.6%,毛效达到9.1 cm。
b) 采用一浴法脱胶染色工艺,一部分浮色随脱胶过程被去除,对减小真丝织物沾色有一定帮助。
c) 碱性或酸性还原清洗均可有效去除真丝织物沾色,碱性还原清洗工艺条件为:保险粉1 g/L,碳酸钠1 g/L,85 ℃下处理20 min;酸性还原清洗工艺条件为:还原清洗剂TF-110B 1 g/L,pH值为4.5,温度85 ℃,时间20 min。还原清洗后三醋酯织物的皂洗色牢度(变色和沾色)均可达到4级。
