支承辊YB-50材料过烧温度的检测与判定
2018-07-06王敬禹天津重型装备工程研究有限公司天津300457
李 姣 王敬禹(天津重型装备工程研究有限公司,天津300457)
随着厚板轧机向大型化、高速化、自动化方向发展,其支承辊的材料和技术也不断地发展和变化。我公司厚板轧机支承辊最早期使用的是60CrMnMo和50CrNiMo,随着轧制产品的变化和轧制技术的发展,辊身硬度要求在逐渐提高,传统材质已不能适应轧机的需求。在这种情况下,YB-50材料成功研制,使用情况良好,耐磨性和抗事故性明显高于传统材质,至今一直广泛使用在4300 mm级别的宽厚板和铝板轧机支承辊上[1]。宽厚板支承辊相对于连轧机支承辊、铸造支承辊价格更高,但是如果性能不理想,出现问题后造成的损失也会很大,因此稳定中厚板支承辊制造质量,实现一重中厚板支承辊制造水平的提升,具备现实的经济效益。本文采用实验室检测和Jmatpro理论计算手段,分析检测YB-50材质的过烧温度,为提升宽厚板支承辊生产工艺提供依据。
1 过烧温度的实验室检测
所谓过烧,即金属或合金在热处理加热时,由于加热温度接近其固相线温度附近,晶界氧化和开始部分熔化的现象。理论上讲过烧温度就是固相线温度[2]。为了测定材料的固相线温度,采用实验室的Setsys Evo同步热分析仪,分别选取支承辊工作层和心部两种C含量不同的材料进行实验室检测,其C含量分别为0.94%和0.62%,检测结果见图1。由于当固相向液相转变时存在明显的吸热现象,以氩气作为保护气氛,将粉末试样从40℃加热到1550℃左右,测量吸热峰的起始位置。从图1可见,C含量为0.94%的心部材料对应固相线温度为1320℃,C含量为0.62%的工作层材料对应固相线温度为1395℃。
2 基于JmatPro的理论过烧温度计算
2.1 合金元素对过烧温度的影响
试验用YB-50材质化学成分见表1。钢的过烧温度主要受其化学成分的影响,并且对不同的钢种而异,通常钢中Ni、Mo等元素使钢容易产生过烧,Al、Cr、W等元素减小其过烧[2]。JmatPro是一款功能强大的材料性能模拟软件,可以辅助科研人员进行各种材料的相平衡计算,借助JmatPro模拟软件对试验用YB-50钢进行相图计算,计算结果示例如图2。在成分波动范围内,各元素成分以平均值为基准,每次选取一种元素含量由上限单调递减至下限,通过单因素轮换研究不同元素对材质过烧温度的影响[3]。计算结果表明,过烧温度随Cr元素含量的增加呈上升趋势,随C、Mo、Mn、Ni、V、Si等元素含量的增加呈单调递减趋势。C元素和Cr元素含量对过烧温度的影响曲线见图3。
通过计算,发现对于过烧温度起主要影响因素的是C、Si、Mo、V四种元素的含量,其中C元素影响作用最大,Cr元素对过烧温度的影响甚微。从图3(a)可见,C含量从0.5%增加到1.1%时,过烧温度降低了约110℃左右,而从图3(b)可见,当Cr元素从2.0%增加到3.0%时,过烧温度会上升,但仅上升了不到1℃。
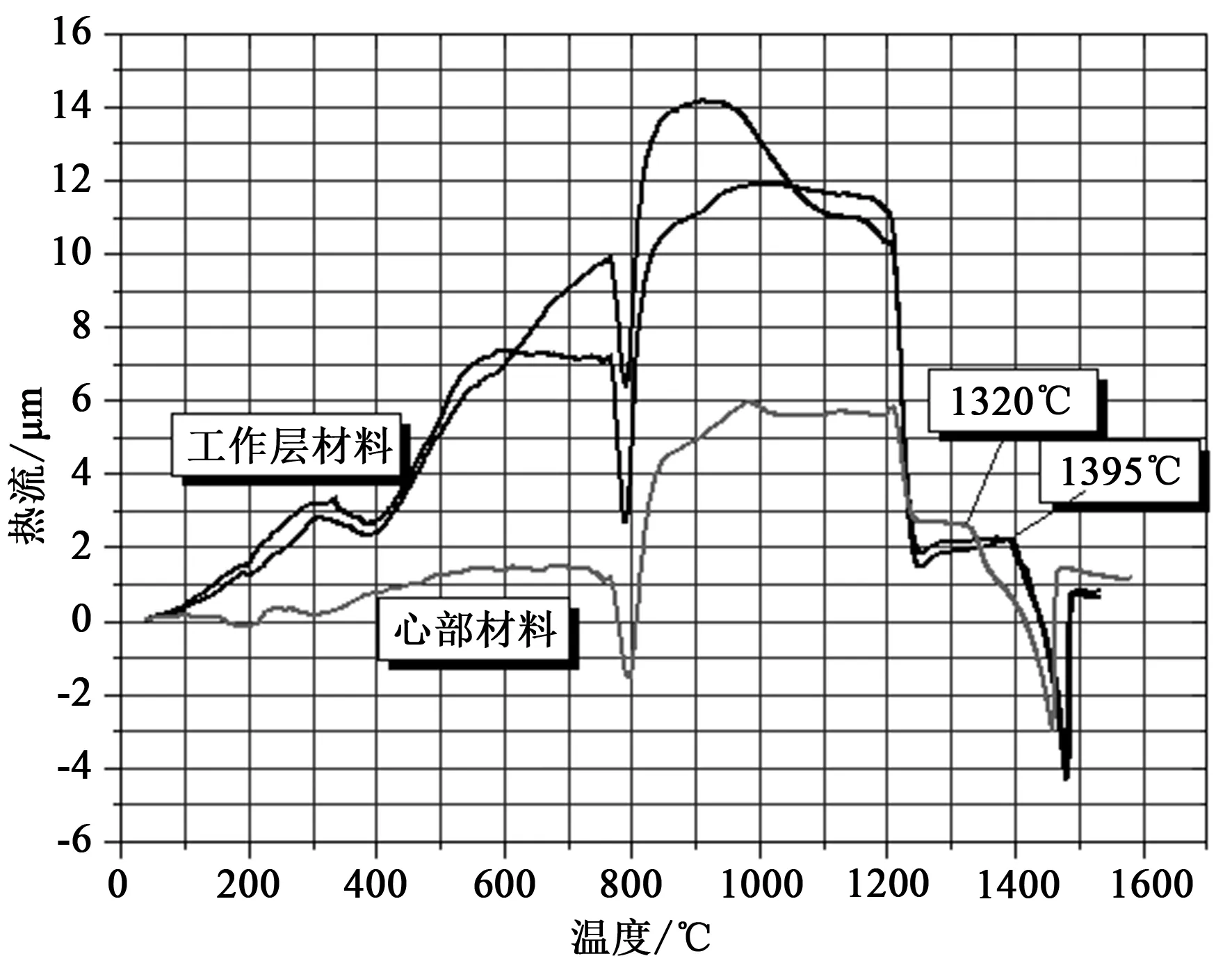
图1 实验室固相线温度检测曲线Figure 1 Detection curves of experimental solidus temperature

表1 YB-50材质化学成分Table 1 Chemical compositions of YB-50 steel
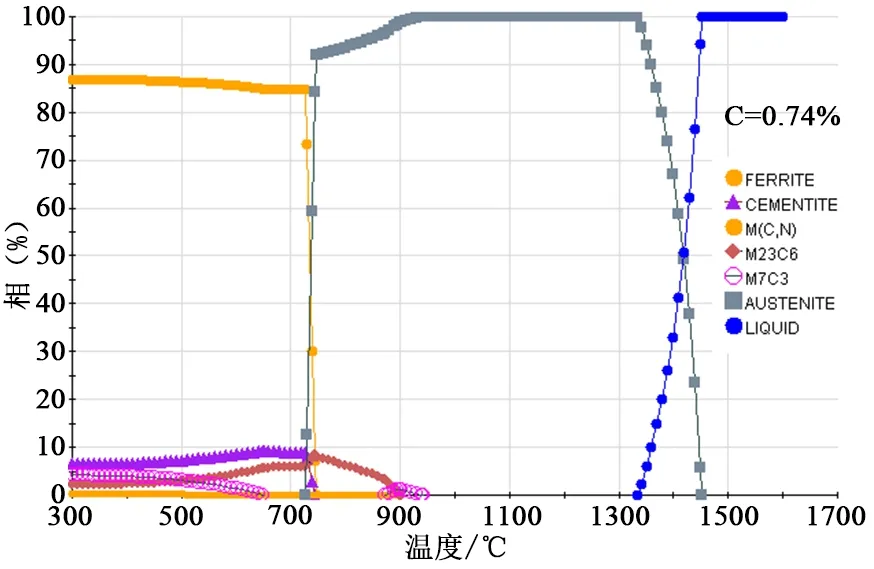
图2 YB-50钢的相图计算示例Figure 2 Calculated phase diagram of YB-50 steel

图3 C和Cr元素对过烧温度的影响Figure 3 Effects of C and Cr elements on overburnt temperatures
针对计算结果,对各元素与过烧温度的影响曲线进行线性回归,得到过烧温度与化学元素含量对应关系如下:
T过烧=1520.83-180C+0.92Cr-8.43Mn-30.24Si- 3.25Ni-15.07Mo-22.73V
对于YB-50材质,在不考虑成分偏析的前提下,以工作层取样的化学成分检测结果为例,其理论过烧温度为1388℃,与实验室检测的固相线温度1395℃相近。当心部C偏析时,以心部取样的化学成分检测结果为例,计算其理论过烧温度为1330℃,与实验室检测的固相线温度1320℃相近。
3 过烧温度的显微组织验证
3.1 金相组织
TCW-32B箱式电阻加热炉最高工作温度是1600℃,它具有控温精度高、结构简洁、可控制功率输出等特点。本次试验采用高温炉加热,重点针对支承辊心部C含量较高的材料进行过烧温度的验证,试验温度设定为1280℃、1300℃、1330℃、1350℃,高温炉到设定温度后试样入炉,保温1 h后关闭电源,炉冷缓冷至300℃左右出炉,观察抛光态和腐蚀后金相组织形貌。YB-50支承辊心部高C材料高温加热后显微组织和抛光态形貌分别见图4和图5。
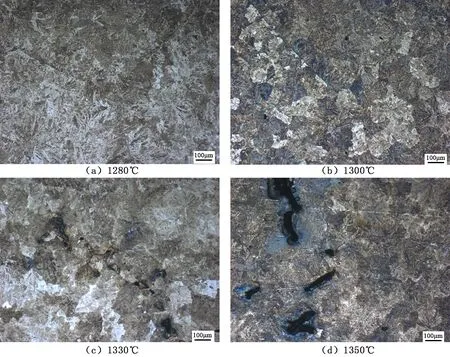
图4 YB-50支承辊心部高C材料高温加热后显微组织Figure 4 Microstructure of the core material with high C contents for backup roll of YB-50 steel after high-temperature heating

图5 YB-50支承辊心部高C材料高温加热后抛光态形貌Figure 5 Polished appearance of the core material with high C contents for backup roll of YB-50 steel after high-temperature heating
从抛光态和金相组织形貌观察,在1280℃和1300℃扩散退火后组织中没有明显的过烧现象,1330℃时晶界开始熔化,1350℃时晶界熔化现象严重,代表过烧,因为钢加热到过烧温度以上时,往往是在奥氏体晶界区首先熔化[4]。这与之前实验室检测的固相线温度和JmatPro理论计算的固相线温度完全接近。
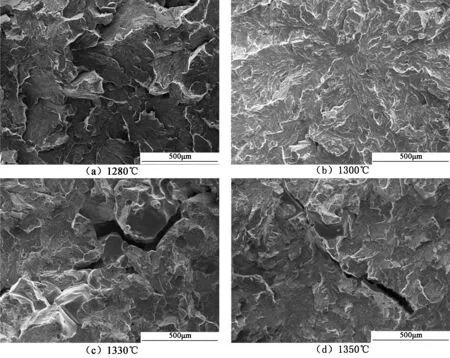
图6 断口形貌观察Figure 6 Fracture appearance at difference temperatures
3.2 冲击断口形貌
图6为1280℃、1300℃、1330℃、1350℃四个温度下的冲击断口形貌。从断口形貌可见,1280℃和1300℃时断口无明显过烧现象,1330℃和1350℃时宏观观察断口无金属光泽,呈灰白色沿晶石状断口,颗粒粗大,颜色灰暗,微观观察断口形貌,发现有晶界熔化,沿晶断裂的现象,属于典型的过烧现象。另从冲击试验结果来看,1330℃和1350℃高温加热后材料的冲击功大约
在4 J左右,说明在这些温度下扩散退火后材料的韧性非常差,不适宜快速大变形。
3.3 保温时间对组织的影响
为了验证保温时间对过烧温度的影响,将1250℃、1280℃、1300℃、1330℃四个温度下的保温时间延长至6 h,观察金相组织结果见图7。延长保温时间后,1280℃就已经有晶界被氧化和熔化的现象,可见,在接近过烧温度附近保温时须严格控制保温时间,以免发生过烧。
4 结论
(1) 实验室固相线检测结果表明,YB-50支承辊工作层正常C含量的材料过烧温度约1320℃,心部高C区材料过烧温度约1395℃。
(2) JmatPro计算出以上两种材料的过烧温度分别为1330℃和1388℃,与实验室固相线检测结果相近。
(3)在保温时间合理的情况下,1280℃和1300℃时工作层材料和心部材料均不会过烧;1330℃以上时心部高C区材料出现过烧且此时材料的韧性非常差,不适宜快速大变形。
[1] 王丽娣. 浅析宽厚板轧机支承辊制造[J]. 一重技术,2008(4):56.
[2] 吕炎. 锻造工艺学[M]. 北京:机械工业出版社,1995.
[3] 李顺杰,彭坤,金曼,等. Cr5钢过烧温度的试验分析[J]. 金属热处理,2010,35(12):98-101.
[4] 张菊水. 钢的过热与过烧[M]. 上海:上海科学技术出版社,1984:180-183.
