浓硫酸清净乙炔工艺的模拟优化与废酸处理
2018-07-05李群生杨婧吴子毅程闯吴胜利刘兴勃
李群生,杨婧,吴子毅,程闯,吴胜利,刘兴勃
(北京化工大学化学工程学院,北京 100029)
在电石法VCM生产过程中,乙炔气作为重要原料之一,其纯度直接决定VCM的质量。随着干法乙炔工艺的推广,以及对乙炔气纯度与系统安全性要求的提高,越来越多的PVC企业选择浓硫酸清净乙炔工艺。浓硫酸清净乙炔是VCM生产中的重要部分,笔者运用化工流程模拟软件Aspen Plus对浓硫酸清净乙炔进行模拟,并对操作压力、吸收剂流量等进行灵敏度分析,得到了较优的操作参数以指导工业生产;另外,针对废硫酸污染环境难处理的问题,笔者提出了电石渣中和处理废硫酸的方案。
1 浓硫酸清净乙炔工艺概述
1.1 工艺流程
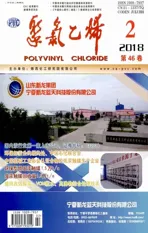
来自水洗塔的粗乙炔气经压缩机压缩后进入预碱洗塔,与来自中和塔釜的废碱液接触进行预碱洗降温,并除去部分酸性气体。从预碱洗塔出来的乙炔气进入冷却塔水洗降温至10 ℃左右,再进入清净塔与浓硫酸直接接触,除去其中的水分和硫、磷、高级炔烃等杂质,塔釜浓硫酸质量分数小于80%时,由稀硫酸泵送至废酸储槽。从清净塔顶出来的乙炔气由塔釜进入中和塔与自上而下的质量分数15%的稀碱液中和,塔顶得到精乙炔气。浓硫酸清净乙炔工艺如图1所示。
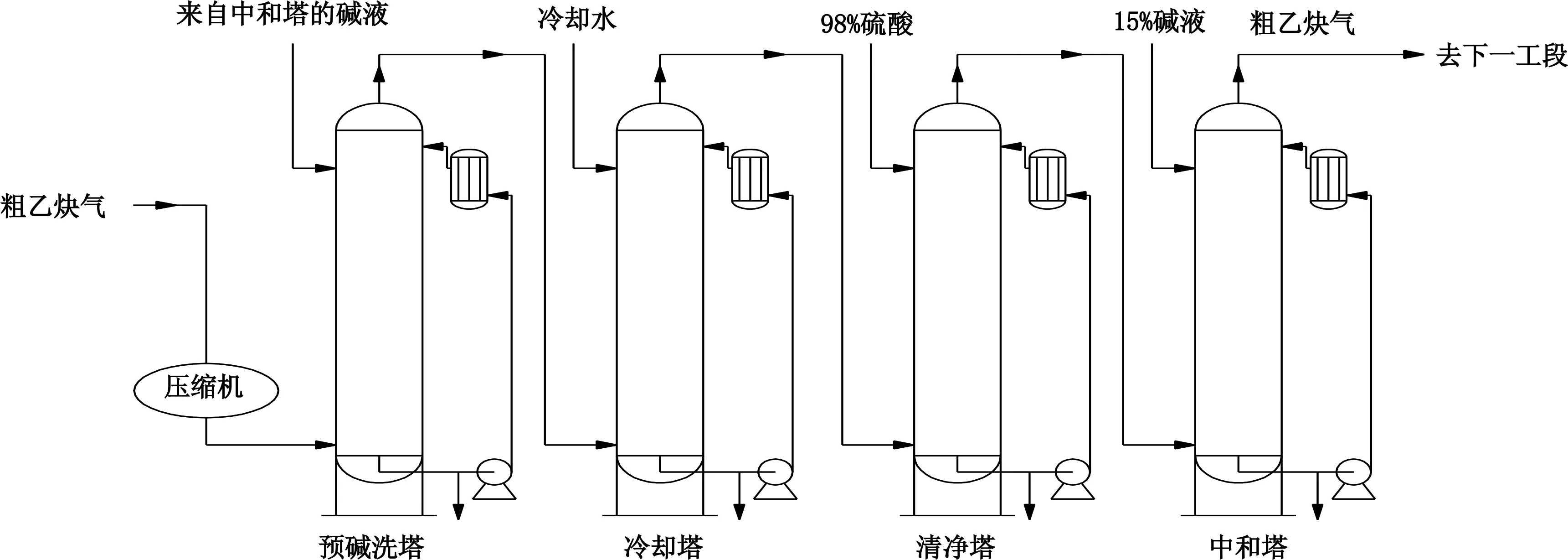
图1浓硫酸清净乙炔工艺
Fig.1Processofpurifyingacetylenebyconcentratedsulfuricacid
1.2 进料条件和工艺要求
以某企业12.5万t/a乙炔清净装置为例,其进料组成如表1所示。根据后续工段对乙炔气的要求,制定的精乙炔气的质量指标为:w(H2S)≤0.3×10-6,w(PH3)≤5×10-6,w(高级炔烃)≤20×10-6。
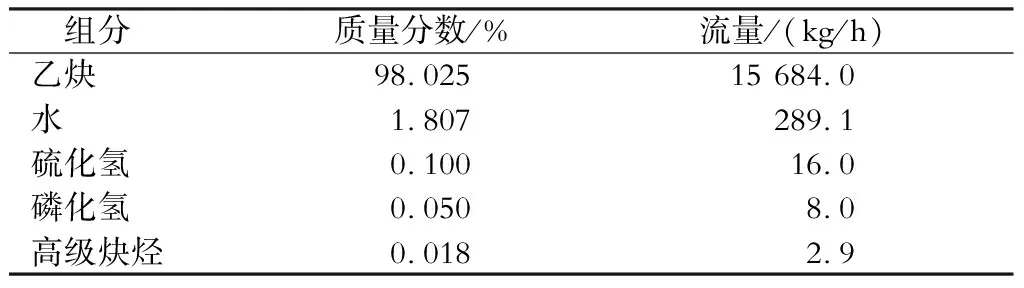
表1 乙炔气进料组成
2 模拟计算
2.1 物性方法
在模拟浓硫酸清净乙炔过程时,热力学方法的选择至关重要,它决定了模拟结果的准确性和可靠性。笔者所研究的物系中含有H2S、PH3,二者微溶于水并发生电离形成挥发性弱电解质水溶液,且吸收剂浓硫酸和稀碱液本身为电解质溶液,整个物系为电解质物系,根据Aspen Plus软件提供的物性方法选择树,选择ELECNRTL热力学模型对清净过程进行模拟。
2.2 单因素分析
笔者针对浓硫酸清净乙炔过程的重要参数进行分析,如预碱洗塔操作压力、冷却塔塔顶温度、浓硫酸和碱液流量等,以找出最优的操作参数。
2.2.1 预碱洗塔操作压力
对于预碱洗塔来说,操作压力不仅影响着设备的运行费用,还影响着气体在水中的溶解度。一般情况下,压力增大,气体在水中的溶解度也会增大。
为保证系统安全,乙炔气经压缩后的压力一般≤0.2 MPa,因此,笔者考察了在这个压力条件下操作压力对预碱洗塔塔顶各物质含量的影响,见图2。从图2可以看出:随着操作压力增大,塔顶乙炔质量分数逐渐增大,水分、H2S质量分数逐渐减小,表明水分、H2S在水中的溶解度对压力更加敏感,提高操作压力可以提高乙炔气的纯度。但提高操作压力会增大乙炔气爆炸的危险性,影响系统运行安全性。从纯度、安全性、运行费用等多方面考虑,选择预碱洗塔的操作压力为0.185 MPa。

(a)乙炔
(b)水分
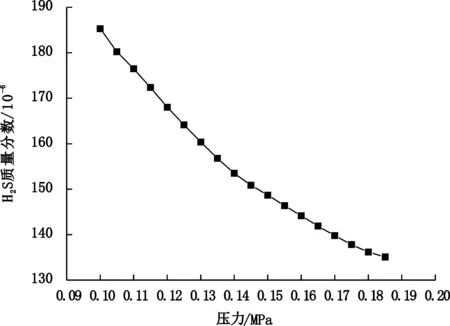
(c)H2S
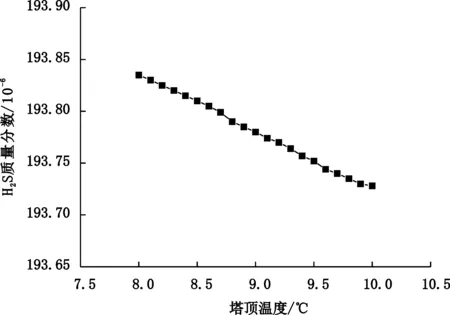
2.2.2 冷却塔塔顶温度
冷却塔塔顶温度影响着塔顶乙炔气的水含量。塔顶温度过高会导致乙炔气的水含量高,高水含量的乙炔气进入清净塔与浓硫酸接触会放出大量的热,从而引发一系列不良的连锁反应,如造成清净塔温度升高,浓硫酸和循环水的流量增大,严重时还会造成塔内件变形,影响塔的使用寿命;除此之外,清净塔温度升高还会造成炔烃和浓硫酸发生碳化反应,在浪费原料的同时也会造成废硫酸难处理。塔顶温度过低则会使浓硫酸黏度增大,可能出现结晶情况,硫酸的结晶温度[1]见表2。塔顶温度对冷却塔塔顶各物质含量的影响见图3。
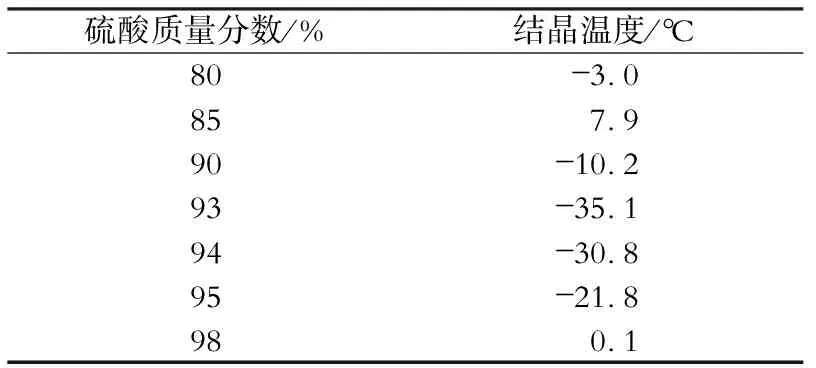
表2 硫酸的结晶温度
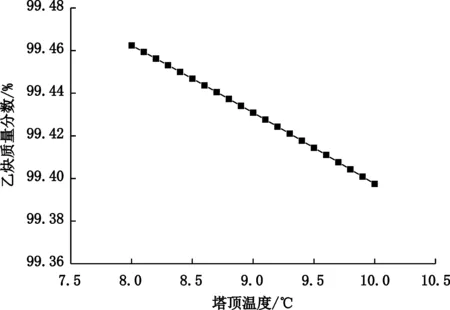
(a)乙炔
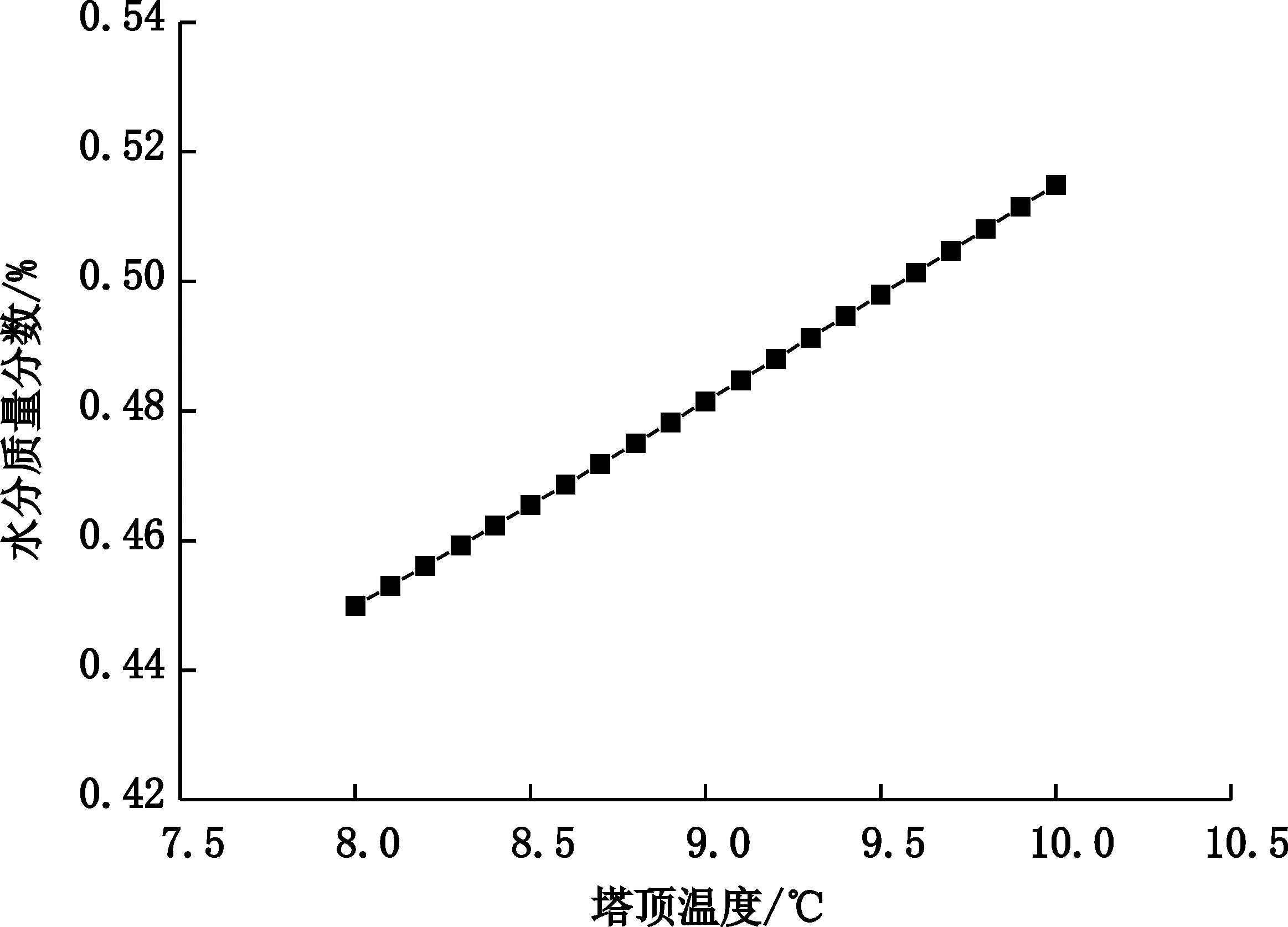
(b)水分
(c)H2S
从图3可以看出:随着塔顶温度的升高,乙炔、H2S的质量分数降低,水分的质量分数增大。在后续生产中,进清净塔的乙炔气温度越低,对清净塔的稳定运行越有利、经济效益越好;但从表2可知,硫酸质量分数为85%时,其结晶温度为7.9 ℃,为避免硫酸结晶,综合考虑塔顶温度控制在9 ℃为宜。
2.2.3 浓硫酸流量
浓硫酸流量决定着清净效果和运行费用。浓硫酸流量对清净塔塔顶各物质含量的影响见图4。
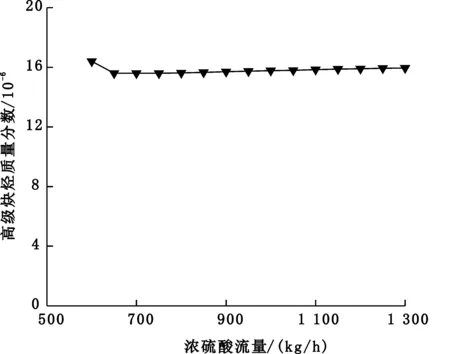
(a)高级炔烃

(b)H2S
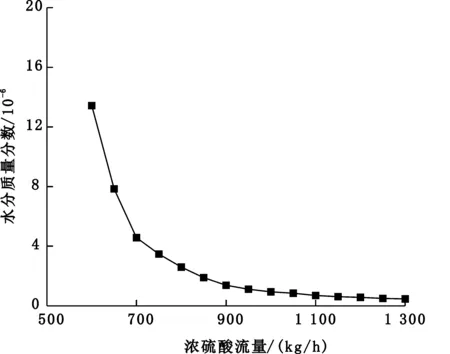
(c)水分
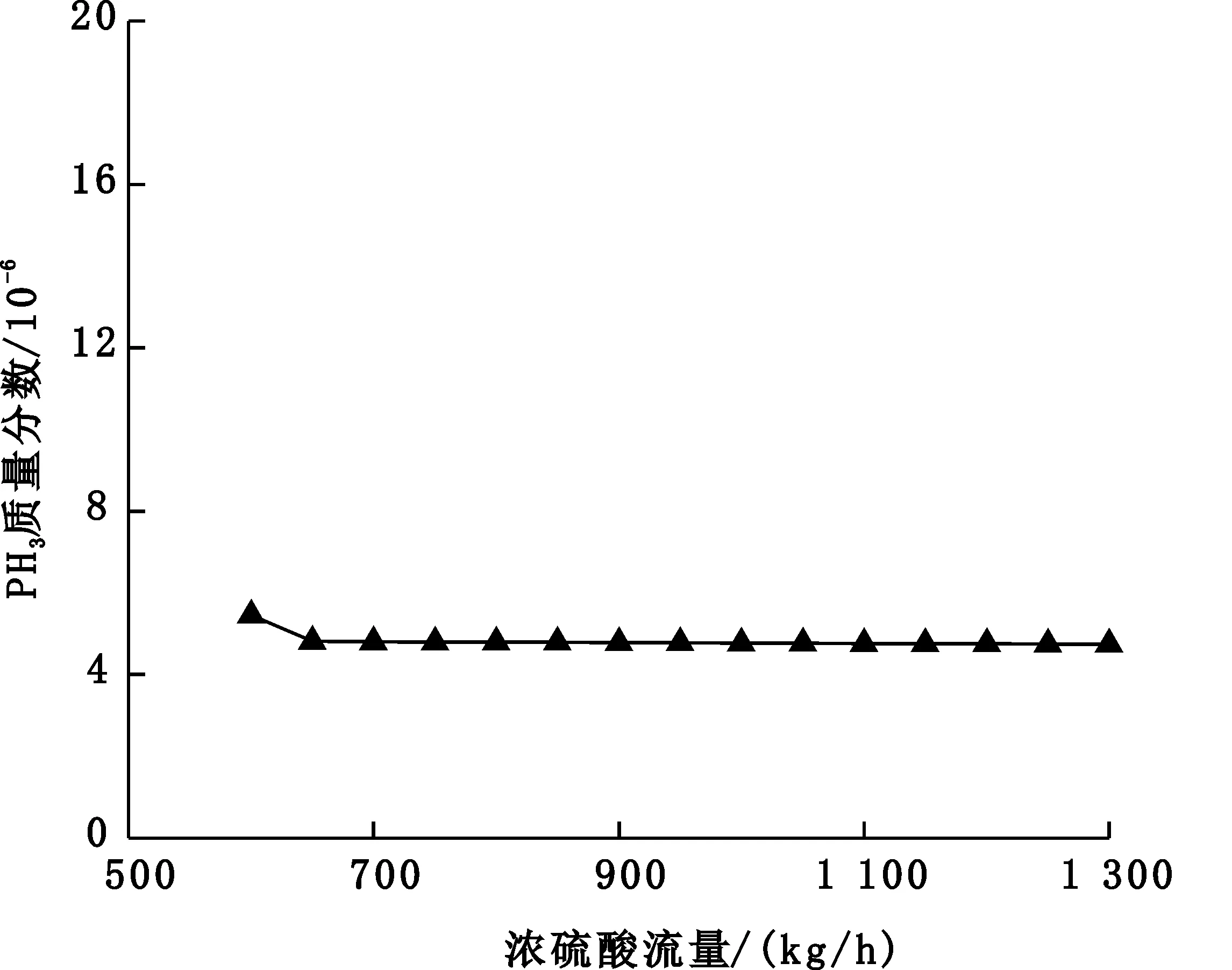
(d)PH3
从图4可以看出:随着浓硫酸流量从600 kg/h增加到650 kg/h,乙炔气中水、H2S、PH3、高级炔烃的含量明显减小;当浓硫酸流量≥650 kg/h之后,除水之外各物质的含量基本保持不变,过量的浓硫酸并没有带来显著的清净效果,反而使塔釜废硫酸浓度不断增大,造成浓硫酸的浪费。为保证清净效果,同时减少浓硫酸用量,选定浓硫酸流量为650 kg/h。
2.2.4 碱液流量
从清净塔顶出来的带有SO2、CO2、H2S等酸性气体的乙炔气,在中和塔中与碱液反应,除去乙炔气中的杂质。碱液流量对中和塔塔顶各物质含量的影响见图5。

(a)H2S
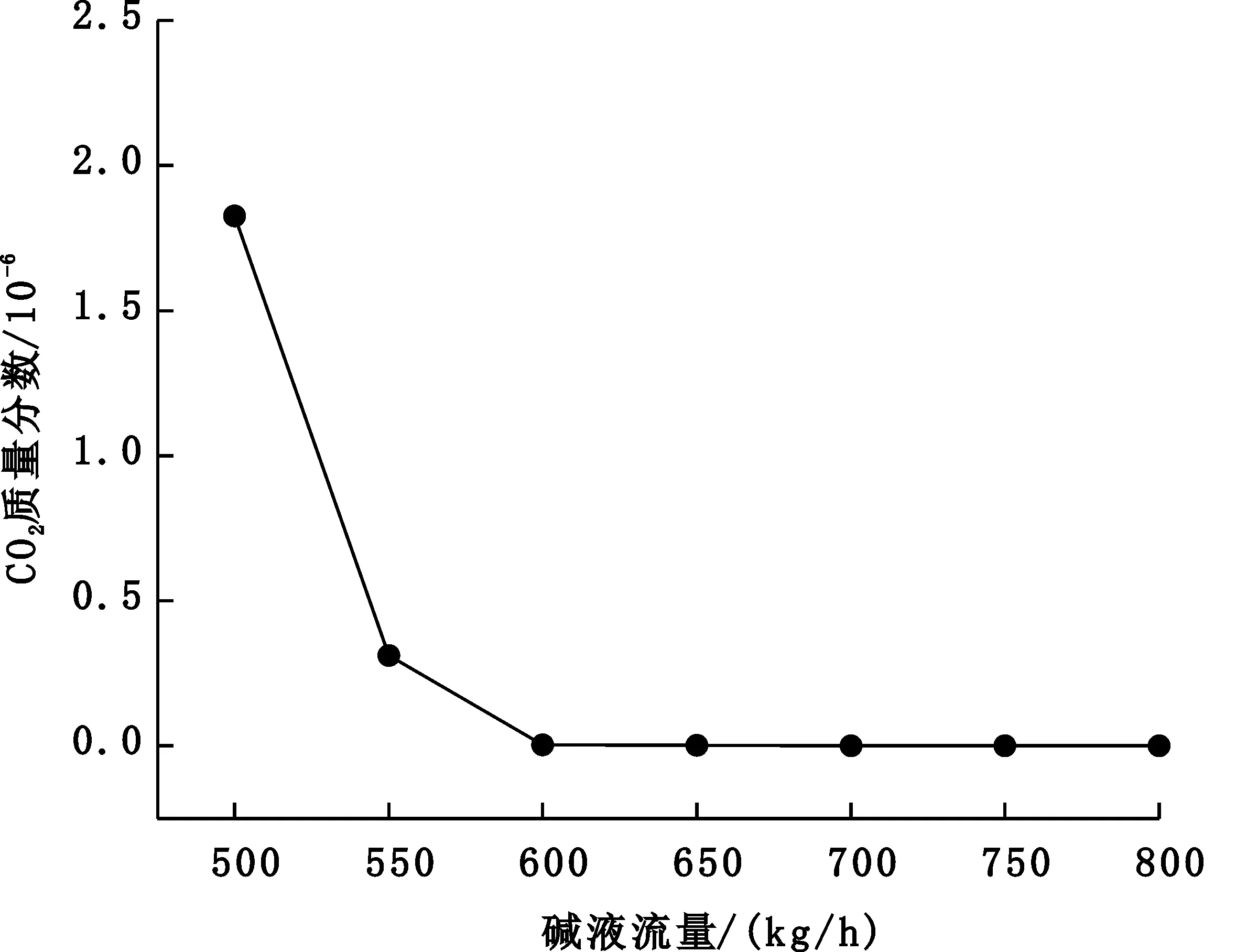
(b)CO2

(c)SO2
从图5可以看出:随着碱液流量增加,乙炔气中SO2、CO2、H2S的质量分数先减小后趋于平衡,过量的碱液无法提高清净效果,反而浪费了原料,增加了操作费用。根据精乙炔气中H2S质量分数≤0.3×10-6的指标,确定碱液流量为600 kg/h。
2.3 模拟优化结果分析
模拟优化结果如表3所示。
由表3可知:浓硫酸的用量减少了50.8%,碱液用量减少了25.5%。按工业用水价格3.5元/t、浓硫酸价格400元/t、32%液碱价格800元/t计,通过模拟优化,可为浓硫酸清净乙炔装置节约原料费用276.2万元/a,不仅为企业带来了直接的经济效益,而且减少了废酸、废碱的排放量,还带来了环保效益。
3 废硫酸的处理
浓硫酸清净乙炔后生成的废硫酸中含有硫单质、高级炔烃等多种杂质,难以处理,成为PVC企业环保方面的难题。笔者针对PVC企业现状,提出以电石渣为原料,中和废硫酸,实现废硫酸的回收利用,同时减少电石渣的堆放,减轻对环境的污染。
根据张红星等[2]的研究可知:制约电石渣中和废硫酸生产石膏的主要因素是废硫酸中的硫单质。因此笔者提出的工艺方案主要包含了废硫酸预处理、中和反应、产物脱水处理3个部分。
电石渣中和处理废硫酸的工艺流程如图6所示。废硫酸经过叶片过滤机除去含有的固体含硫杂质后进入槽式搅拌反应器内,电石渣经由皮带和提升机运送进入槽式反应器内,二者在反应器内经搅拌器搅拌均匀并发生反应。由于该反应为放热反应,因此需要用夹套通循环水换热。产物由塔釜排出,经产物泵输送到过滤离心机中进行固液分离。分离出的滤液送回到乙炔发生器中水解电石。经分离后的固体中依旧含有少量的水,因此再通过提升机运送到干燥器中,利用空气干燥。为减少排气中的固含量,在气体放空前需要经过除尘器除尘。干燥后的固体含水质量分数基本在1%左右,进入产品库,为后续包装作准备。

1—叶片过滤机;2,3—电石渣库;4,6,12—皮带;5,9,13—提升机;7—槽式反应器;8—离心机;10—干燥器;11—除尘器;14—石膏库。
图6电石渣中和处理废硫酸的工艺流程
Fig.6Processflowofhandlingwastesulfuricacidbycarbidesludgeneutralization
采用该工艺方案,PVC企业可自行处理废硫酸,并将废硫酸和电石渣变为产品,实现两废的回收利用,解决了环保难题,降低了生产成本。
4 结语
笔者利用Aspen Plus对浓硫酸清净乙炔工艺进行模拟优化,找出了较优的操作参数,节约了生产原料,减少了废酸、废碱的排放;同时,针对废硫酸难处理问题提供了切实可行的处理方案,不仅给PVC企业带来了经济效益,还确保了企业的绿色生产与可持续发展。
[参考文献]
[1] 熊磊,张明.乙炔硫酸清净中硫酸单耗的影响因素[J].中国氯碱,2014(8):24-45.
[2] 张红星,谭晓婷,王奕晨,等.影响乙炔清净废硫酸所制石膏利用的原因分析[J].山东化工,2015,45(5):22-25.