TC4钛合金丝材焊件冲击失效分析
2018-07-02张飞奇孙宝洋李晗嫣胡宗式
张飞奇,车 伟,孙宝洋,李晗嫣,蒲 宣,胡宗式
(1.咸阳天成钛业有限公司,陕西 咸阳 712046)(2. 西安理工大学,陕西 西安 710048)
0 引 言
钛及钛合金具有密度小、比强度高、耐腐蚀以及生物相容性好等众多优点,不仅被广泛应用于航空航天、海洋工程、医疗等高端领域[1-4],而且逐渐进入人们的日常生活中,如轿车零部件、眼镜架及餐具等[5-7]。TC4钛合金是应用最为广泛的一种α+β型钛合金,具有高的强度、塑性、韧性以及良好的焊接性能,其丝材可用于制作结构架、加固筋、安全防护架等构件。钛合金丝材通常采用焊接方式进行连接,包括钨极氩弧焊、等离子焊接、激光焊接、电子束焊接等[8-11],其共同特点是钛合金焊接时具有局部高温、快速冷却等特点,会导致材料焊接处组织与性能变差。目前,国内外学者已进行了多种焊接方式的相关研究,如Balasubramanian等[12]研究了钨极氩弧焊对α+β型钛合金组织与性能的影响,阐述了冲击韧性与晶粒大小成反比关系;Cao等[13]利用YAG激光焊接方法焊接Ti-6Al-4V合金,发现其焊合区域存在大量马氏体,使得材料局部塑性下降,变脆变硬;王海等[14]对TC4钛合金丝材进行了焊接,发现焊后材料晶粒粗大,呈现脆性。然而,对于钛合金丝材的新兴应用——焊接防护架的性能研究鲜有报道,而其塑性、韧性对于防护效果十分关键,直接涉及到人身安全。因此,本研究通过钨极氩弧焊接工艺制备TC4钛合金防护架,对其进行冲击试验,分析冲击性能及失效原因,为钛合金防护架的制备提供参考。
1 实 验
以咸阳天成钛业有限公司提供的φ4.76 mm TC4钛合金丝材为原材料,其化学成分及力学性能分别见表1及表2。将丝材弯曲,用钨极氩弧焊工艺焊接得到防护面罩骨架。将钛合金骨架防护面罩平放在冲击实验台上,用锤头(质量为200 kg)以30 m/s的速度进行冲击试验,如图1所示。
表1 TC4钛合金丝材的化学成分(w/%)

Table 1 Chemical composition of TC4 titanium alloy wire
表2 TC4钛合金丝材的室温力学性能

Table 2 Mechanical properties of TC4 titanium alloy wire at room temperature
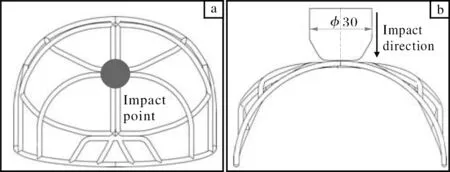
图1 冲击试验示意图Fig.1 Schematic diagram of the impact test: (a)top view;(b)front view
从TC4钛合金焊件冲击断裂位置截取金相试样,采用OLYMPUS-GX71型倒置金相显微镜对其组织进行观察。金相腐蚀液配比为V(HF)∶V(HNO3)∶V(H2O)=2∶4∶94,腐蚀时间约10 s。采用XRD-7000型X射线衍射仪对焊接区域进行物相分析,测试条件:铜靶Kα线(λ=0.154 06 nm),扫描速度8°/min,扫描范围2θ取20°~90°。采用TUKON 2100型显微维氏硬度测量仪进行硬度测量,测试点间距为0.2 mm,测量载荷为50 g,加载时间为30 s。采用WEW-300D万能试验机对TC4钛合金丝材进行弯曲试验,试验中将丝材两端固定在支辊上,采用R15压头,向下施加载荷,直至丝材断裂。采用TESCAN VEGA3XMU扫描电子显微镜观察焊件及弯曲试样的断口形貌。
2 结果与分析
图2为冲击试验后TC4钛合金焊件的照片。从图中可以看出,冲击试验共造成焊件产生6处断裂,其中有5处断裂位于焊接处,这表明焊接处的塑性、韧性相较于其他部位有所降低。图3是TC4钛合金丝材焊件的焊接部位经抛光腐蚀后的宏观形貌,可以看出接头与母丝材存在明显的宏观组织差异,包括3个区域,即焊合区、热影响区以及母材区[15]。

图2 冲击试验后焊件的照片Fig.2 Photograph of the weldment after impact experiment

图3 TC4钛合金丝材焊接部位照片Fig.3 Photograph of the TC4 titanium alloy wire in welding joint
图4分别为TC4钛合金焊件焊合区、热影响区及母材区的金相照片。从图中可以看出,焊合区域组织为原始β晶上分布着针状马氏体相(图4a),热影响区域多为β转变组织(图4b),母材区域为细小等轴α组织+少量β相(图4c)。焊合区域针状钛马氏体相是由于快速加热及冷却造成的,当从β晶向α晶转变速度过快,合金中的元素来不及进行扩散便会形成马氏体。钛合金中常见的马氏体有斜六方体结构α′相和斜方体结构α″相2种,这2种相对材料性能的影响有所不同,α′相较α″相具有更高的强度和脆性,然而2种钛马氏体形貌差别不明显[16],有必要对其进行进一步的分析。热影响区域β转变组织较多,这是因为在这个区域的冷却速率相对较小,β相可进行有效转变。
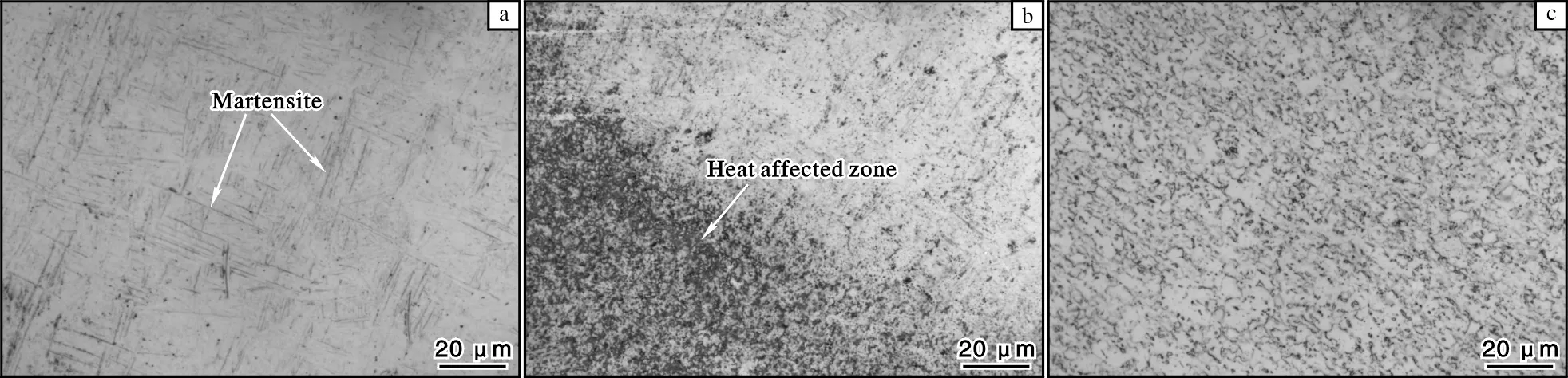
图4 TC4钛合金焊件不同部位的金相照片Fig. 4 Metallographs of the TC4 titanium alloy weldment in different zones :(a)fusion zone;(b)heat effect zone;(c)base metal
图5为TC4钛合金焊件焊合区域的XRD图谱。从图中可以看出,焊合区域出现了α′(002)、α′(100)、α′(101)、α′(102)、α′(110)、α′(200)、α′(112)、α′(201)、α′(004)等斜六方结构的衍射峰,同时也出现了α″(113)斜方结构的衍射峰,以及ω(101)密排六方结构的衍射峰。焊缝处快速冷却产生了α′及α″马氏体,且α′相更为明显,这是因为钛合金中马氏体相的存在形式主要与β稳定元素有关,当β稳定元素含量低时更多发生α′转变,β稳定元素多时,更多发生α″转变[17-18]。TC4钛合金属于β相稳定元素较少的合金,所以会更多地发生α′转变,而斜六方结构的α′相滑移面较少,致使材料塑性、韧性降低,强度、硬度升高。

图5 TC4钛合金丝材焊合区域的XRD图谱Fig.5 XRD pattern of the TC4 titanium alloy wire in welding joint
图6为焊接处不同区域的显微维氏硬度。从图中可以看出,焊合区的硬度最高,其次是母材,热影响区硬度最低,各区域的硬度平均值分别为5.5、3.0、3.7 GPa。焊合区域的显微维氏硬度明显偏高,这是由于此区域存在大量的马氏体α′相,其滑移面少,在变形过程中对位错起到了钉扎效应,使得该区域硬度升高。

图6 TC4钛合金丝材焊件不同区域的显微硬度Fig.6 Microhardness of the TC4 titanium alloy weldment in different zones
图7为TC4钛合金弯曲试样及焊件的断口形貌。从图中可以看出,TC4钛合金丝材弯曲试样断口周边存在 45°的剪切唇,有颈缩现象(图7a),为韧性断裂。而焊件断口平齐且几乎无颈缩现象(图7c),呈典型的脆性断裂特征。从图7d可以看出,断口存在河流状解理台阶,为准解理断裂。由于焊接处马氏体的晶体结构与基体不一致,当位错到达马氏体附近时候会产生大量位错塞积,从而产生应力集中,当应力集中达到极限,便会发生脆性断裂,从而形成解理台阶。
从以上分析可以看出,TC4钛合金丝材焊接过程产生的马氏体是导致焊件冲击性能降低并发生脆性断裂的主要原因,因此必须对焊件进行低温热处理,以消除马氏体的影响。
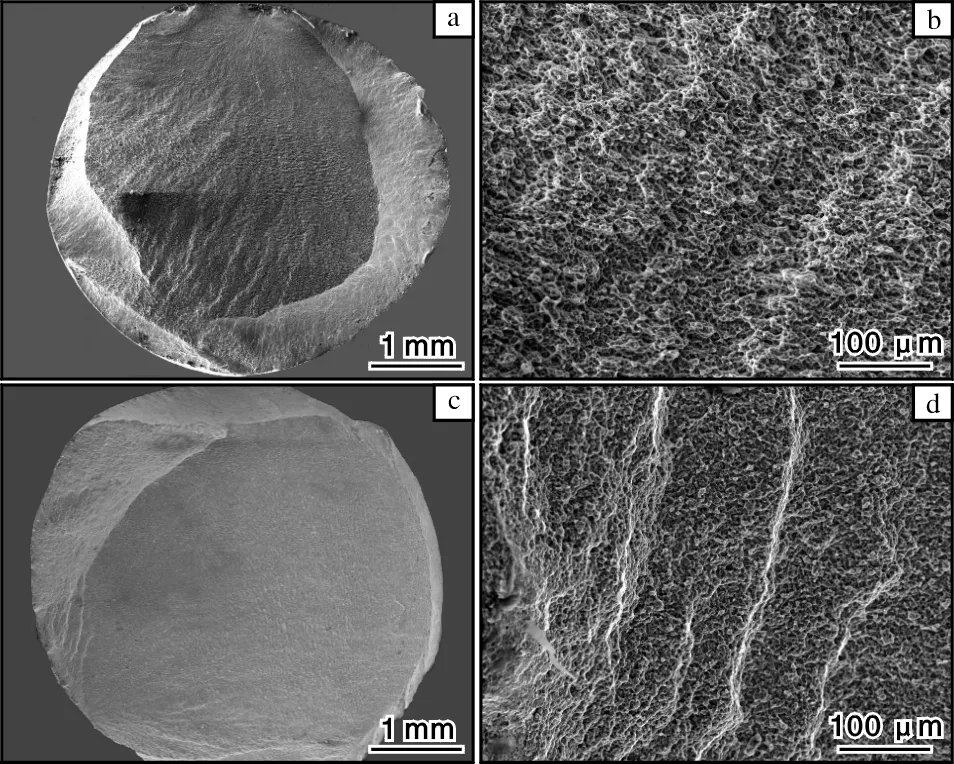
图7 TC4钛合金丝材弯曲试样及焊件断口形貌 Fig.7 Fractographs of TC4 titanium alloy wire bending sample and weldment:macrostructure(a) and microstructure (b) of bending sample;macrostructure(c) and micro- structure(d) of weldment
3 结 论
(1)TC4钛合金丝材焊件在快热及快冷焊接热循环作用下,由中心焊接处到母材呈由高到低的温度梯度,使得形成的组织呈现梯度性,即焊合区、热影响区以及母材区。
(2)焊合区域存在马氏体相,该马氏体相主要以α′相形式存在,并有少量的α″相。斜六方结构的α′相滑移面少,使得焊合区域的局部显微维氏硬度平均值达5.5 GPa,是母材区域硬度值的近1.5倍。
(3)焊件断口平齐且几乎无颈缩现象,存在河流状解理台阶,为脆性断裂。
[1] 韩志宇,徐伟,梁书锦,等.俄罗斯核反应堆壳体用钛合金的研制进展[J].钛工业进展,2015,32(3):7-11.
[2] 朱康平,祝建雯,曲恒磊.国外生物医用钛合金的发展现状[J].稀有金属材料与工程,2012,41(11):2058-2063.
[3] 钱九红.航空航天用新型钛合金的研究发展及应用[J].稀有金属,2000,24(3):218-223.
[4] 刘全明,张朝晖,刘世锋,等.钛合金在航空航天及武器装备领域的应用与发展[J].钢铁研究学报,2015,27(3):1-4.
[5] 宋西平.钛合金在汽车零件上的应用现状及研发趋势[J].钛工业进展,2007,24(5):9-13.
[6] 袁军平,李卫.人体穿刺饰品用金属材料评述[J].特种铸造及有色合金,2010,30(12):1144-1147.
[7] 王联军.钛餐具模具制造[J].模具制造,2006,6(7):55-57.
[8] 戚运莲,洪权,刘向,等.钛及钛合金的焊接技术[J].钛工业进展,2004,21(6):25-29.
[9] 张良玉,李华,刘守田.TA2纯钛焊接管无缝化处理及焊缝组织和性能分析[J].钛工业进展,2016,33(6):32-35.
[10] 程东海,黄继华,林海凡,等.TC4钛合金激光拼焊接头显微组织及力学性能分析[J].焊接学报,2009,30(2):103-106.
[11] 王培,叶源盛,黄春良.钛与异种材料激光焊接的研究进展[J].钛工业进展,2016,33(6):5-10.
[12] Balasubramanian M, Jayabalan V, Balasubramanian V. Effect of microstructure on impact toughness of pulsed current GTA weldedα-βtitanium alloy[J]. Materials Letters, 2008, 62(6/7):1102-1106.
[13] Cao X, Jahazi M. Effect of welding speed on butt joint quality of Ti-6Al-4V alloy welded using a high-power Nd:YAG laser[J]. Optics and Lasers in Engineering, 2009, 47(11):1231-1241.
[14] 王海,樊亚军,李雷,等.拉拔变形量对TC4丝材焊接组织的影响研究[J].稀有金属,2013,37(3):506-510.
[15] Esmaily M,Mortazavi N S,Todehfalah P,et al. Microstructural characterization and formation ofα′ martensite phase in Ti-6Al-4V alloy butt joints produced by friction stir and gas tungsten arc welding processes[J]. Materials & Design, 2013, 47:143-150.
[16] 赵永庆,陈永楠,张学敏,等.钛合金相变及热处理[M].长沙:中南大学出版社,2012.
[17] 王锦林.Ti6Al4V钛合金非平衡显微组织的研究[D].武汉:武汉科技大学,2010.
[18] 邓安华.钛合金的马氏体相变[J].上海有色金属,1999,20(4):193-199.