基于PostProcessor构建海德汉ITNC530系统钻孔循环后置处理
2018-06-28康晓崇郭金鹏朱昀沁
康晓崇,郭金鹏,朱昀沁
(1.集美工业学校,福建 厦门 361022;2.成都汽车职业技术学校,四川 成都 610107)
随着我国制造业的发展,数控加工向着多轴化和精密化方向发展,所要求的加工精度、表面质量和加工效率也越来越高。要加工出高质量的零件、异形体、模具等,必须有适于以上加工的特性且加工效率高的高精密数控机床,并且需要相应的机床系统与之配套,海德汉 ITNC530系统提供了丰富的编程指令和循环指令[1-2],可以满足以上需求。
海德汉ITNC530系统中用于孔加工的循环指令很丰富,手工编程易出现错误。而利用Powermill进行自动编程时,通常使用的后置处理文件无法输出钻孔循环指令,只能在进行后处理时,将后处理器中“钻孔循环输出”关闭,如图1所示,输出的程序格式为有L、DR+等代码组成的程序,如图2所示,机床加工时运动动作为往复直线运动。这种后置处理方法对于加工简单的浅孔是可行的,但对于深孔加工、铰孔加工、镗孔加工等特殊孔加工方式而言,就显得较为浅显甚至无法完成加工[3]。因此需要结合ITNC530系统所拥有的孔加工循环指令,基于PostProcessor构建出较为合理的孔加工后置处理文件。
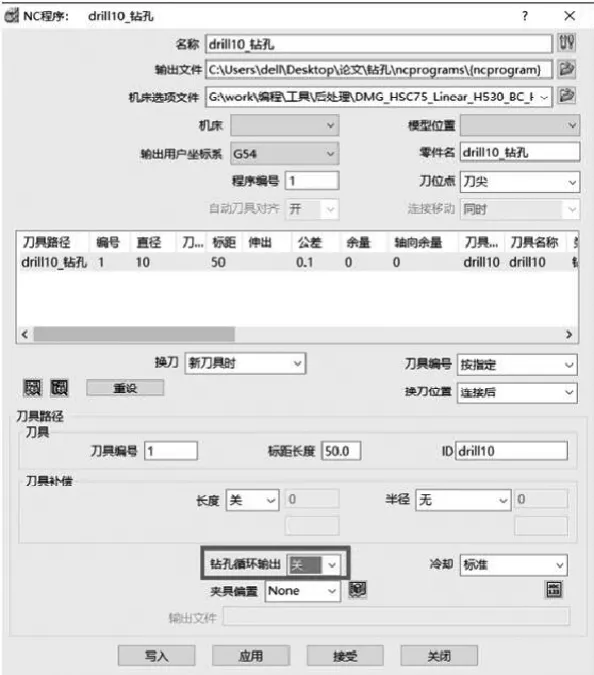
图1
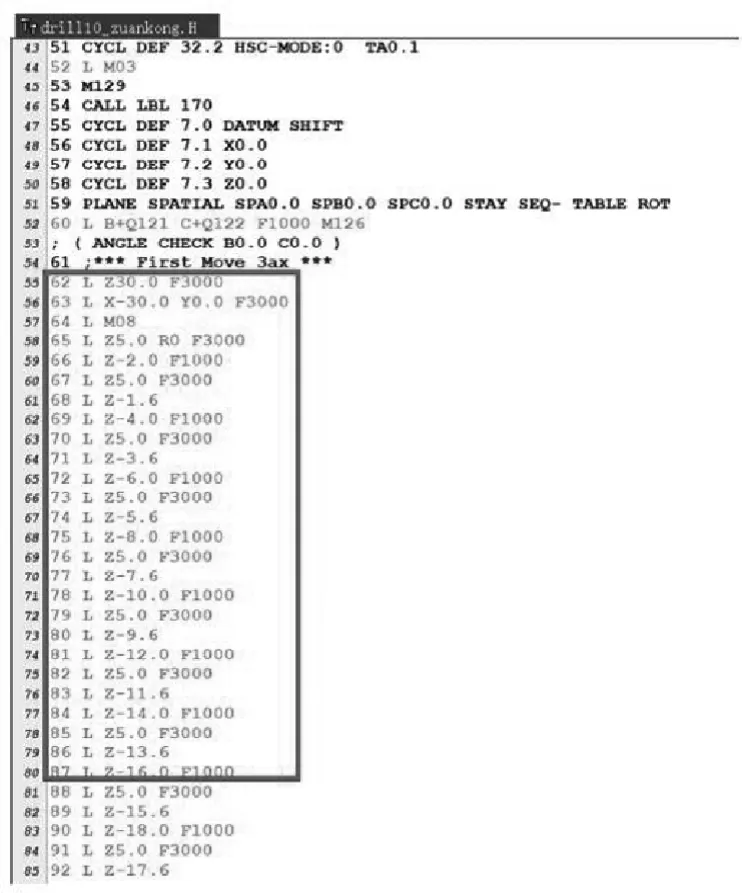
图2
1 海德汉ITNC530系统孔加工固定循环指令CYCLE203的编程特征[2]
在海德汉ITNC530系统中,关于孔加工固定循环指令有19种,包括钻孔、铰孔、镗孔、攻丝等,不同的孔加工循环指令,加工动作也不同。本文主要以CYCLE203孔加工循环指令为例讲解,具体的指令含义及钻孔动作如图3所示。

图3
1.1 钻孔循环CYCLE203参数含义[2]
Q200——表示安全高度:编程参考平面距离工件表面的距离;
Q201——表示加工深度:被加工孔的深度;
Q202——表示切入深度:每次钻孔时刀具深入距离;
Q203——表示工件平面;
Q204——表示第2安全高度:加工到孔深后,刀具退刀至工件上面的距离;
Q206——切入进给速率:刀具钻削时的运动速度;
Q208——表示退刀速率:刀具完成钻削时刀具抬刀的速度;
Q210——表示在工件表面停留时间;
Q211——表示在孔底部停留时间;
Q256——表示断屑距离;
说明:如果赋值Q208为零,则刀具退刀速率为刀具钻削时的速率;
1.2 钻孔循环CYCLE203动作过程
(1)刀具以快速进给速度(FMAX)移动到安全平面(Q200);
(2)刀具以一定的进给速率(Q206)钻削至第1次进刀深度(Q202);
(3)若设定了断屑,刀具会以输入的退刀速率(Q208)退刀;若无设定断屑,刀具以FMAX速率返回至安全平面(Q200);
(4)刀具会接着以设定的进给速率(Q206)进行第2次钻削;
(5)重复(2)~(4)N(N≥1)次,直至钻削到孔的深度;
1.3 编程实例
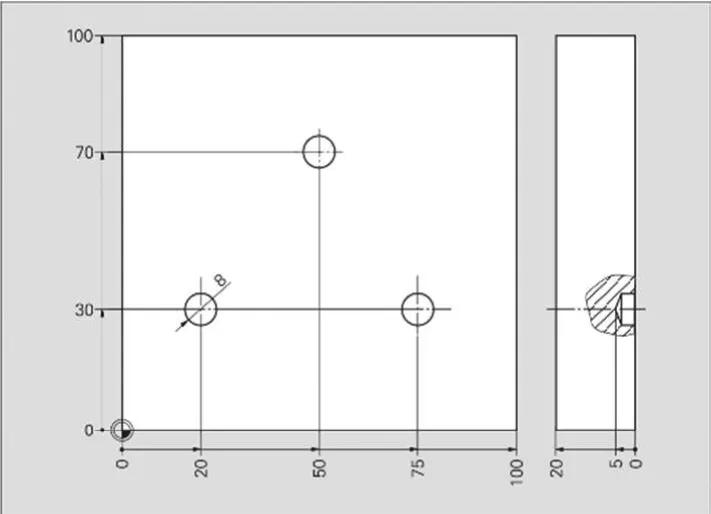
图4
0 BEGIN PGM 6BAS201 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 7 Z S1000 R4
4 CYCL DEF 203 UNIVERSAL DRILLING
Q200=2
Q201=-5
Q206=150
Q202=5
Q210=0
Q203=+0
Q204=50
Q211=0
Q212=0
Q211 = 0
Q208 = 500
Q256 = 0.2
5 L Z+100 R0 FMAX M3
6 L X+20 Y+30 M99
7 L X+50 Y+70 M99
8 L X+75 Y+30 M99
9 L Z+100 R0 FMAX M30
10 END PGM 6BAS201 MM
2 基于Postprocessor构建ITNC30系统孔加工固定循环后置处理文件
通过上文所述,海德汉ITNC530系统包含19种孔加工循环,而自动编程软件Powermill提供了深孔加工、钻孔加工、螺纹攻丝、镗孔等8种孔加工固定循环功能[4-5],无法满足ITNC530系统的需要。而有些功能并不需要一定通过循环指令才能完成加工,可以采用直线插补或是圆弧插补等功能来实现。故没有必要对海德汉ITNC530系统中的所有循环指令均进行后置处理文件进行创建。本篇以CYCLE203为范例,说明构建后置处理文件的过程。
2.1 Powermill编程软件孔加工策略参数设定与后置处理软件参数对应关系[5]

图5

表1 钻孔参数对照表

图6
图5为Powermill软件中进行孔加工的对话框
图6为Postprocessor后置处理参数设置对话框
将以上两个软件中的参数一一对应起来,在PostProcessor中构建相应的后置处理文件,将程序处理后,得到海德汉钻孔循环203(表1)。
2.2 后置处理文件其他部分的定制
(1) 程序头部分定制
0 BEGIN PGM test_program MM
10 ;Programmed by : machine
11 ;Option File : administrator
12 ;Output Workplane :
13 ;Program Date : 0.0.0 - 0:0:0
14 BLK FORM 0.1 Z X0.0 Y0.0 Z0.0
15 BLK FORM 0.2 X0.0 Y0.0 Z0.0
16 LBL 170
17 CYCL DEF 7.0 DATUM SHIFT
18 CYCL DEF 7.1 X0.000
19 CYCL DEF 7.2 Y0.000
20 CYCL DEF 7.3 Z0.000
21 PLANE RESET STAY
22 LBL 0
23 CYCL DEF 247 DATUM SETTING ~
24 Q339=+1;DATUM NUMBER
25 L M127
26 L M129
(2) 程序尾部分定制
10 M129
11 CALL LBL 170
12 L M05
13 CYCL DEF 32.0 TOLERANCE
14 CYCL DEF 32.1
15 L M30
16 END PGM test_program MM
(3) 刀具调用定制
10 L M129
11 L M09
12 ; TOOL TYPE:BALLNOSED
13 ; TOOL ID :"preview_tool"
14 ; TOOL DIA.:## LENGTH =##
15 L M01
16 TOOL CALL ## Z S0 DL+0.0 DR+0.0
17 ;T=preview_tool
18 L X+10.0 R0 FMAX M91
19 L Y+10.0 R0 FMAX M91
20 L Z-200 R0 FMAX M91
说明“##” 可以针对具体的刀具设置对应的刀具参数值(直径、长度)
2.3 经过后置处理文件处理后,生成包含循环203的钻孔程序

图7
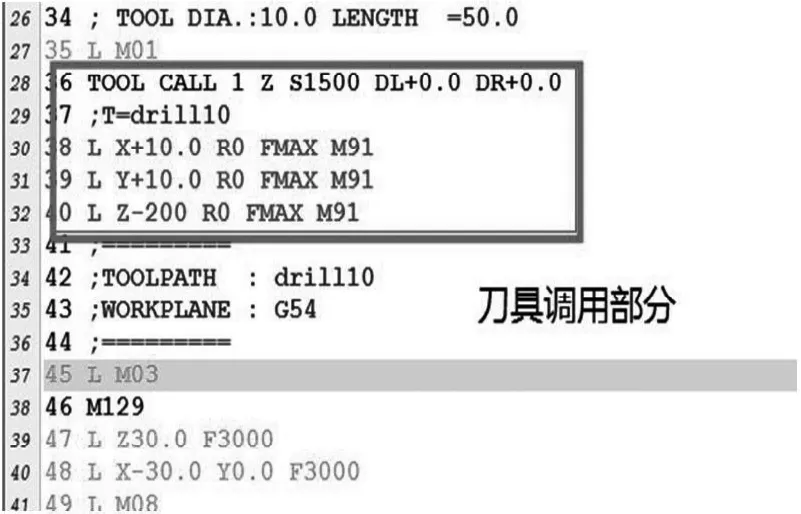
图8

图9
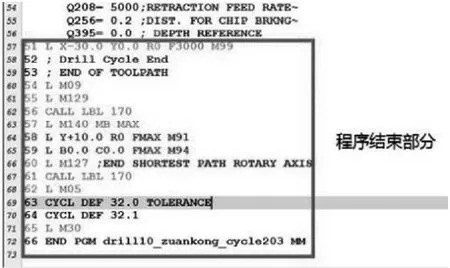
图10
图7至图10分别为程序头部分、刀具调用部分、固定循环部分和程序结束部分,与预期要输出的程序一致,达到了编程需求。
3 结语
本篇只对钻孔循环203进行了详细的讨论与描述,其他孔加工方式钻孔循环或是特征轮廓编程,依然可以依照上述方法,在PostProcessor中进行后置处理文件构建和调整,后续再利用自动编程软件Powermill进行孔加工编程或是其他特征轮廓编程时,可以利用后置处理文件对编程策略进行后置处理,生成完全适用于海德汉ITNC530系统的程序代码。通过后置处理软件PostProcessor开发出的海德汉ITNC530后置处理文件,可提高编程效率、减少编程出错几率,进而提高加工效率、降低数控加工成本。
[1] 张兴全.iTNC530--德国海德汉数控机床的控制系统[J].航空制造技术,2005(03):110-111.
[2] 张兴全.iTNC530数控系统的高速加工性能[J].航空制造技术,2006(04):108-109.
[3] 黄云林.802D数控系统的Mastercam后置处理程序开发研究,制造技术与机床,2008(02):145-147.
[4] 刘雄伟,张定华.数控加工理论与编程技术[M].北京:机械工业出版社,1994:135-138.
[5] 郭雄华,朱克忆.PowerMill在某车型后底板前构件检具加工中的应用与研究[J].制造业自动化,2010(07):73-76.
