智能制造与机器人焊接技术的集成与应用
2018-06-28邓海鹏
邓海鹏
(海安交睿机器人科技有限公司,江苏南通226600)
0 引言
当前焊接机器人的应用迎来了难得的发展机遇,一方面,随着技术的发展,焊接机器人的价格不断降低,性能不断提升;另一方面,劳动力成本不断上升,我国正在由制造大国向制造强国迈进,需要提升加工手段,提高产品质量和增强企业竞争力。这一切预示着焊接机器人的应用及发展前景空间巨大。
集焊接工艺、机械设计、识别和传感技术、自动控制、信息采集和处理等多学科而形成的高新应用技术,主要是为了解决工业制造中以焊接工艺为主的自动化装备能够满足焊接需求,实现自动化、信息化和智能化,做好焊接质量控制和检测等基本需求。
1 焊接机器人的分类及发展方向
目前机器人焊接在基本应用方面的技术已经非常成熟,主要有弧焊机器人、点焊机器人、激光焊接机器人、摩擦焊接机器人等类型。焊接机器人的发展方向包括以下几个方面:
1.1 机器人本体结构
焊接过程是一个对动作灵敏度反应和定位精度要求很高的工艺过程,因此,轻便巧妙是机器人作为关键执行机构的重要发展方向。机器人本体结构正向着进一步模块化、可重构的方向发展。
1.2 智能传感技术
焊接过程本身就是易受环境影响的过程,也是对工件本身产生变形的过程。一代示教式编程施焊是一种“盲人式”的机器人焊接,今后的发展会给焊接机器人加上更多更有效的感觉,不仅包括视觉的传感,还有声觉、力觉、触觉等多方位的环境感知能力。把这些感觉融入到机器人系统之中,才能更好地保障机器人在整个焊接过程中的自动准确定位和把控。
1.3 网络通信技术
随着企业信息化和自动化融合的深入发展,机器人焊接不会成为孤立的一员,需要纳入到整个数字化工厂的系统中。不仅如此,今后的发展趋势还包括对机器人多智能体的群体体系结构、相互间的通信与磋商机理、感知与学习方法、建模和规划、群体行为控制等方面进行研究。
1.4 VR技术
VR即虚拟现实技术,在机器人中的作用已从仿真、预演发展到用于过程控制,比如可以使遥控机器人操作者产生置身于远端作业环境中的感觉来操纵机器人。基于多传感器、多媒体和虚拟现实以及临场感技术,实现机器人的虚拟遥操作和人机交互。
2 典型机器人焊接系统
机器人焊接基本系统主要由机器人、焊接装备、工装夹具等构成。从技术构成角度来看,机器人焊接系统可划分为“机器人+焊接”“机器人+焊接工作站”“机器人+焊接生产线”。
2.1 机器人+焊接
机器人+焊接主要是就机器人单体实现焊接工序自动化而言,就是考虑机器人的动作对焊接过程的自动控制。机器人本体是机器人系统的执行机构,控制柜是机器人系统的神经中枢,示教器是机器人控制系统与操作者的交互界面,机器人底座是固定承重的载体。焊接电源是焊接系统的能量发生来源,焊枪是能量输出的通路,送丝机构和焊丝盘架是焊材的供应来源。
2.2 机器人+焊接工作站
机器人+焊接工作站是一个相对独立的焊接工作单元系统,这是从焊接整个过程的完成达成性角度而言。除了机器人施焊过程的必要组成部件之外,还要加上诸如外部装置电气控制、触摸屏、工装夹具、变位机构、焊缝跟踪系统、保护围栏、吸尘装置等等。作为一个机器人焊接工作站,其任务就是能够独立完整地完成对某一工件的焊接工作,这就不仅对机器人如何去焊接提出了要求,而且对于如何保证机器人焊接也有所要求。
在焊接工件完成过程中,需要工件的位置固定并控制所需的工装夹具和变位机构,也需要围栏、吸尘装置等人身安全健康保护装置。所有这些配套与机器人焊接的协调统一得靠一个整体的控制系统,目前较多的是采用PLC进行控制,而触摸屏就是作为人机交互的界面。这样就是一个相对独立、可以完成机器人焊接的工作站主要构成。本文后面介绍的工程案例就是采用此模式进行设计应用的。
2.3 机器人+焊接生产线
机器人+焊接生产线是就侧重机器人焊接生产过程的自动化而言的。一方面,在机器人焊接工作站的基础上,在机器人工作站上会有所增加,形成多个焊接工作站所组成的生产线。另一方面,从焊接生产过程自动化角度来看,包括了备料、组对、上料、焊接、检验、下料、分拣等一系列工序的焊接产品生产全过程自动化。如此一来,整个工作环境的情况更为复杂,不仅是对生产线上各工作单元的要求更高,而且对整体协作的统一性和高效性提出了要求。只有多个自动化工作站之间工作形成高效对接和统一控制,才能发挥整体生产线的生产效率,保证生产质量,并改善操作环境。这涉及智能化、数字化的生产规划,是一个信息化和自动化统一协作的简单组合。机器人焊接生产线生产的过程与质量信息、生产管理信息等还可以通过网络实现数字一体化管理。
3 智能焊接技术的集成应用
下面介绍一个采用智能焊接工作站模式的案例,该项目目的是为江苏南通某生产垃圾焚烧设备的集团公司实现中厚板组合焊接件的柔性化生产。由于客户对产品种类、焊缝质量、工件焊接位置以及焊接安全防护等方面都提出了相关指标要求,因此我们推荐采用独立焊接工作站的模式应用到此项目。下面介绍该系统的具体组成及其功能。
3.1 智能焊接站系统的主要组成
本案例中的智能焊接工作站主要包括:机器人系统(机器人本体、机器人控制柜、示教器)、焊接电源系统(焊机、送丝机、焊枪、焊丝盘)、控制系统(PLC控制柜、HMI触摸屏、操作台)、焊枪防碰撞传感器、变位机及工装夹具、机器人移动轨道、清枪站、安全系统(升降防护门、安全光幕)和排烟除尘系统等。弧焊机器人工作站采用双工位设计,气动/液压焊接夹具,机器人焊接与操作者上下工件在各工位交替工作,这种方式可以避免或减少机器人的等待时间,提高生产效率。焊接工作站的整体布局如图1所示。
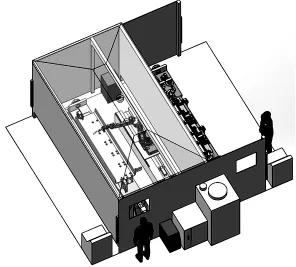
图1 智能焊接工作站布局
(1)机器人系统:采用ABB专用弧焊机器人1660ID,同时配置TBI的水冷焊枪,焊枪自带碰撞传感器检测,能够有效地在机器人移动或焊接时对焊枪进行保护。
(2)焊接电源系统:焊接电源采用美国林肯的全数字式焊机R500,该焊机可提供全套的焊接工艺,能够满足不同工件的焊接工艺需求。
(3)控制系统:系统的控制器采用德国西门子的PLC,该控制器能够将整个系统的主要元件进行组网通信,稳定可靠地控制系统的整个自动化运行,并能实时监控相关的生产参数。
(4)变位机及夹具:变位机是本系统的主要执行机构,变位机上安装有专用的工装夹具,可实现对工件的快速定位;变位机自身是可旋转轴,由伺服电机驱动,可以实现精确的旋转变换角度。
(5)机器人外部轨道:主要是对机器人整体位置的快速移动,实现对焊接工件不同位置的焊接,从而进一步增加机器人的工作范围。
(6)封闭式焊房及排烟系统:焊房前后有可升降的焊接幕帘,在工件焊接时将焊接区域完全隔离,从而阻挡焊接弧光对外面操作人员的伤害;排烟系统采用高速电机控制的高负压高效排烟过滤,能有效净化焊接时产生的烟尘。
3.2 控制系统软件单元的组成
控制系统由PLC、人机界面(HMI)、工装定位轴、机器人移动外部轴、ABB弧焊机器人系统、电焊机系统以及夹具气缸通信阀岛实现联网通信,该控制方案是目前工业通信技术应用中比较稳定可靠的一套系统架构。PLC作为主控制器负责伺服轴的运动定位、夹具气缸的控制以及与焊接机器人的协调作业,HMI触摸屏用来对产品工艺进行选择,对生产数据进行监控以及将设备的实时运行状态反馈给上位机控制系统。通过本系统的搭建,该公司的生产车间已经升级成为一个自动化、智能化、信息化,集多种先进技术于一体的亮点工程。
3.3 智能焊接功能说明
在该智能焊接工作站项目的实际应用中采用了许多前沿的机器人焊接技术,下面对部分焊接技术进行简单介绍:
(1)智能寻位功能:利用喷嘴或焊丝碰触工件,可确定真实焊缝位置,寻位精度±0.25 mm。
(2)电弧跟踪功能:系统实时对焊接中的电流、电压信号采样,根据因下料不规则及焊接过程中产生的变形分析得出的数据修改机器人路径,能够自行适应焊接过程中的工件变形。
(3)临时停点自动恢复功能:焊接中发生电弧异常和暂时停止的时候,去除错误因素或者暂时停止原因后,在再启动时调用命令,自动从任意位置向电弧切断位置恢复,同时还可通过设定对于电弧切断位置的偏置量(以电弧切断位置为基准的焊接线方向的平移量),指定焊缝的重叠和焊接剩余部分。
智能焊接技术的集成应用已经成为焊接行业的“新式武器”,自该公司智能焊接站验收投产以来,车间的焊接件焊接效率、焊接质量、生产环境以及企业形象都得到了很大提升。引进智能制造,提高企业软实力的先进水平,表现了企业强大的生产和科研能力,也增加了客户的信赖度,增强了企业的核心竞争力。
4 结语
进入工业4.0时代,国内的工业改革也在发生翻天覆地的变化,本文介绍的智能焊接技术的集成应用只是智能焊接技术的冰山一角,未来智能焊接还有更远的发展前景。智能制造技术水平的提高不仅仅是某一方面的提高,而是一个全局性的提高,期待未来能够看到更多智能制造、智能焊接的新技术、新应用。
[1]曾孔庚,李永刚.新一代焊接机器人的技术发展[J].电焊机,2009,39(4):14-17.
[2]高国富,谢少荣,罗均.机器人传感器及其应用[M].北京:化学工业出版社,2005.
[3]刘圣祥,高洪明,张广军,等.弧焊机器人离线编程与仿真技术的研究现状及发展趋势[J].焊接,2007(7):21-25.
[4]ABB Inc.Operator’s manual IRC5 with FlexPendant[Z],2009.
