面向航天器多分支钛合金支承结构的SLM成型工艺
2018-06-28祁俊峰季禹曈张天驰巩维艳
祁俊峰,季禹曈,张天驰,陈 材,巩维艳
(北京卫星制造厂有限公司,北京 100190)
卫星、飞船等航天器常采用多分支支承结构作为次承力结构,用于特定布局条件下仪器设备的安装。航天器多分支钛合金支承结构具有薄壁轻量化、外形复杂、种类多样、尺寸稳定性要求高和安装面尺寸精度要求高等特点。采用传统的铸造和机械加工的方式制造存在如下问题:钛合金铸造精度有限(精度依靠留余量和机械加工保证),后续加工量较大,并且存在无法切削加工区域,导致产品减重困难[1];复杂结构铸件质量不易控制,零件的废品率(次品率)较高;传统的铸造工艺流程繁琐冗长,制造周期长达4~6个月,严重制约了航天器结构的短流程制造需求。
选区激光熔化技术依靠材料的逐点累加成型,不受模具的可制造性及零件空间可达性的制约,可以实现薄壁、细微结构件的高精度制造,且后续机械加工量较小。得益于激光快速加热和冷却的特点,得到结构的显微组织细小、致密,有利于提高结构性能,适合于航天器多品种、小批量和复杂结构的制造[2-3]。
本文以航天器多分支钛合金支承结构(见图1)为例,研究了基于选区激光熔化(SLM)工艺的典型结构特征分解,并开展了特征结构SLM工艺试验。在综合结构特征工艺基础上,得出了航天器多分支钛合金整体结构SLM工艺方案,并进行了成型工艺验证。
1 试验材料、设备及工艺参数
试验材料采用TC4钛合金粉末,其化学成分及物理特性分别见表1和表2。
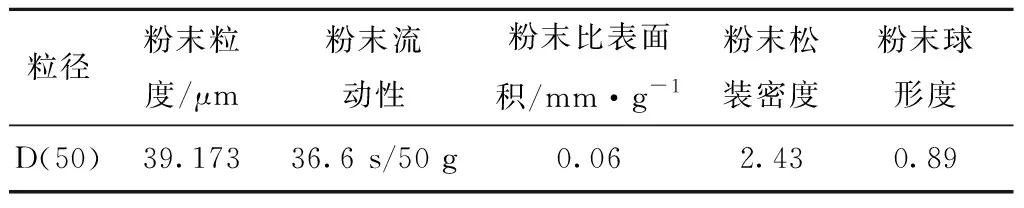
表2 TC4钛合金粉末的物理特性
试验设备为EOS公司的M290选区激光熔化成型机,采用的关键工艺参数见表3,激光扫描策略为光栅扫描式。
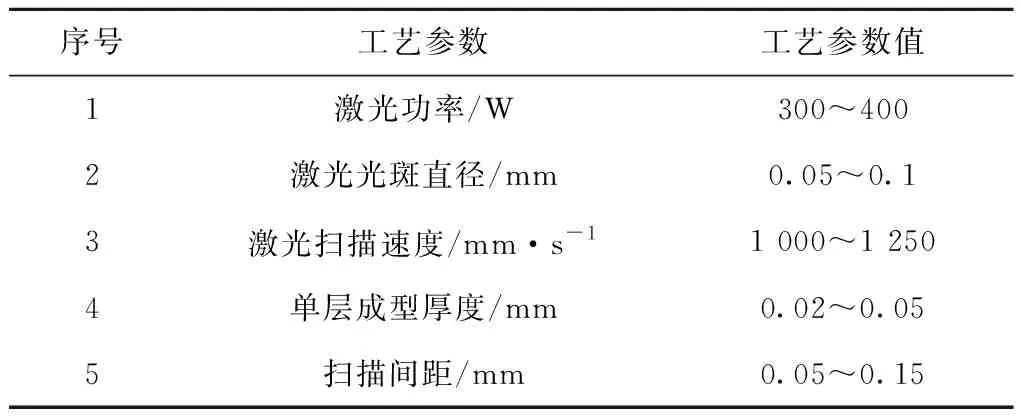
表3 关键工艺参数
2 结构特征分解与成型工艺
2.1 多分支支承结构特征分解
根据航天器多分支支承结构特征以及技术要求,可以将其分为由圆锥、圆柱面构成的支承筒结构和由薄壁板壳组成的底部支架结构,进一步按单个特征细化,则可将构件分解为六部分:支承筒将大圆结构进行左右水平对称划分为左支承筒、右支承筒两部分;底部支架根据对称结构分解为左侧板、右侧板、隔板和折弯板四部分(见图2)。其中,由于左右支承筒和左右侧板具有对称性,可以只进行1次设计和验证。
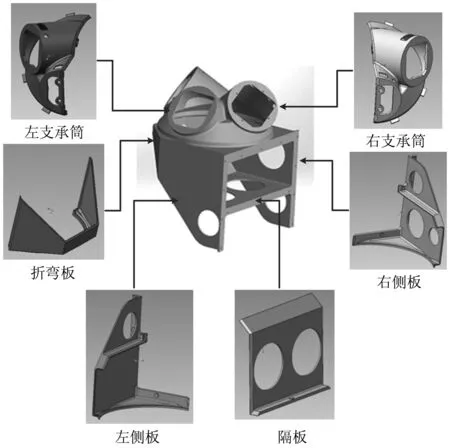
图2 特征结构分解示意图
2.2 面向特征结构的工艺设计
2.2.1 摆放方式
对打印件摆放方式的设计原则是:首先应减小斜向悬空结构相对竖直方向的角度,以利用粉层自支撑效果,减少内部支撑设计,降低后处理难度;其次,避免有精度要求且难以后处理加工的面成为悬垂面,以保证工作面精度,尽量减少其他悬垂结构,减少对额外支撑设计的需求;最后,减小竖直方向上的空腔尺寸,以减少内部支撑设计,避免难去除粉末堆积,降低后处理难度[4-6]。根据以上原则,针对支承筒特征,应确保锥面特征满足打印角度要求,且筒体端面在加支撑条件下满足倾斜角度要求;折弯板特征主要考虑整体结构满足成型角度要求;左、右侧板特征,主要考虑减少悬垂面。最终确定各个特征结构部件在设备中的摆放方式如图3所示。
图3 特征结构工艺验证件的摆放方式
2.2.2 支撑设计
支撑设计主要为无法避免的悬垂面提供竖直方向的反重力支撑,同时用于加强结构刚度,改变热传导方式,降低热应力。在进行支撑加入设计时,首先对粉层无法形成有效自支撑的特殊部位(如悬垂部位)进行竖直方向上的支撑加固,防止出现由自重、外界干涉(如刮刀等)引起的位置偏移;再对成型过程中容易产生应力变形的部位(如大面积薄壁、尖锐转角和大长径比的细长杆等)进行侧向加固和传热引导,以控制应力变形。为降低后处理难度和制件成本,在保证成型的前提下,应尽量减少支撑的引入。
经过综合考虑各特征结构,对已分解的验证件的支撑设计如图4所示。其中,支承筒为复杂异形薄壁结构件,支承筒上的大圆结构因为要与其他部件进行配合,对精度和圆度要求较高,为抑制成型时的变形,在较大圆形薄壁的内壁周围添加加固结构;隔板为平板结构,无相应加固筋板,需在零件一侧添加加固结构,防止平板打印中发生应力变形;侧板中间部位为与隔板的连接处,此处的悬空结构如不经过处理,会出现粉层无法支撑结构成型的情况,因此需要加入倾斜支撑,辅助结构的水平成型;侧壁为平板结构,无相应筋板类结构加固,在侧壁的外侧添加加固结构,防止应力变形;靠近基材的连接环需要与其他部件进行配合,对圆度有较高要求,因此在添加加固结构,防止零件变形的同时,保证此处圆弧的成型精度;折弯板为薄壁折弯板状结构,为防止变形,在2处折弯板添加加固结构,所采用的支撑结构示意图如图5所示。
图4 各特征结构验证件支撑设计(箭头处为支撑位置)
图5 支撑结构示意图
2.2.3 特征结构工艺设计方案验证
激光成型后的特征结构验证件三维扫描结果如图6所示,侧板中深色区域为支撑结构。通过三维扫描结果,可以看到试验件与三维模型相比的尺寸偏差均<2 mm,小于预留机械加工余量(3 mm),这说明支撑结构有力地控制了零件的变形。

图6 特征结构验证件三维扫描结果
3 多分支支承结构整体成型工艺
综合上述各特征结构的摆放和支撑设计方案,给出支承筒和底部支架的工艺设计方案(见图7)。以支承筒部分端面倾斜一定角度为底部,确保锥面特征全尺寸满足打印角度要求。支承筒内部增加网格支撑,以改善散热条件,减小热变形。底部支架部分主要考虑整体结构满足无支撑成型角度要求。薄壁侧板部分增加网格支撑,用于加强结构刚度,控制变形。通过摆放设计,确保支承筒和底部支架的各特征结构均可自由成型,同时利用支撑设计,加固支承筒的连接环(大圆薄壁)和底部支架的竖直薄壁部位,以保证成型精度。
激光选区熔化成型的航天器多分支钛合金支承结构如图8所示。经X射线和表面荧光渗透检测,结构内外部质量满足相关标准要求。随炉样件力学试验数据见表4。

图8 整体成型结构
取样方向抗拉强度/MPa屈服强度/MPa伸长率/%断面收缩率/%H917869176291786817629158661764S925879165691686915569188711556
通过激光熔覆连接后的结构工艺验证件的三维扫描结果如图9所示。由图9可以看出,实际结构与理论模型相比,各重要配合面和工作面尺寸偏差均<2 mm,小于预留机械加工余量(3 mm),可通过后处理达到应用要求。3个设备支承筒的安装端面、零件底面和所有安装孔,采用三坐标进行检测。实际角度误差为-0.009°~+0.019°。
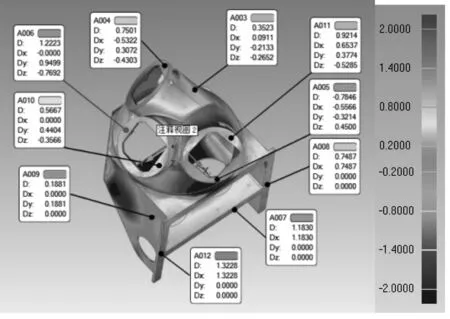
图9 整体结构验证件三维扫描结果
采用粗糙度仪对星敏钛合金构件非加工面的表面粗糙度进行测量,检测结果见表5。非机械加工平均表面粗糙度维持在Ra2.0~Ra5.0 μm,其中测量的最小值为Ra2.02 μm,最大值为Ra6.15 μm。
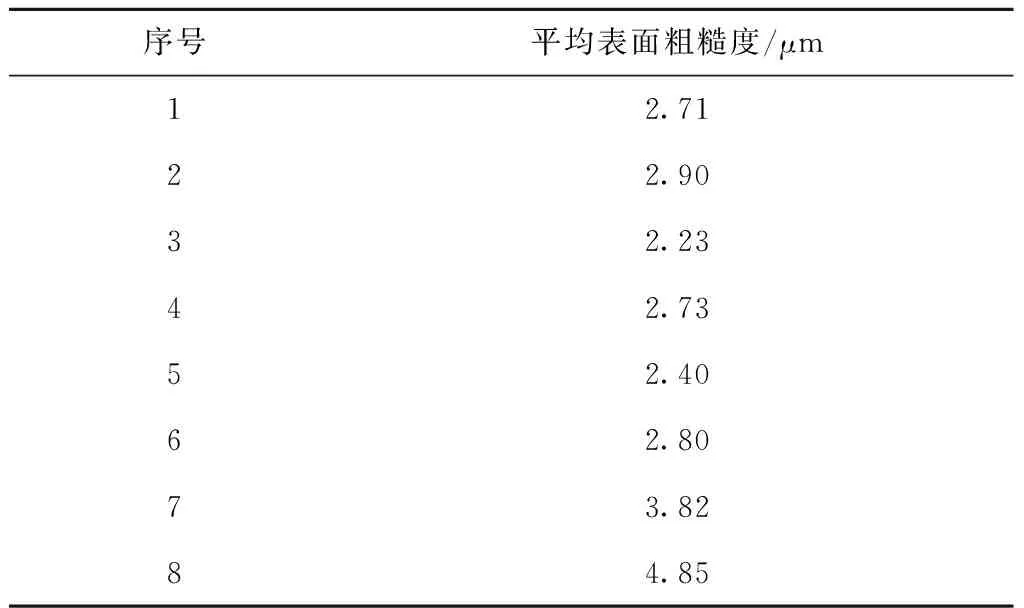
表5 非机械加工平均表面粗糙度
4 结语
通过上述研究,可以得出如下结论。
1)在对具有多分支结构特征的钛合金支承结构件进行SLM工艺设计时,应先将整体结构分解为多个特征结构并分别进行工艺设计,再整合各结构特征的工艺设计方案进行整体结构件的工艺设计,以节省单次验证试验的时间和成本,缩短结构件的研发周期。
2)对于大平板特征结构,在进行SLM的工艺设计时的主要思路为减小平面结构在水平面上的投影面积(即倾斜摆放),并利用支撑加固整体结构,防止变形开裂。
3)对于圆柱和圆锥特征结构,在进行SLM的工艺设计时的主要思路为减小圆柱面和圆锥面在水平面上的投影面积,并利用支撑进行加固和热传导,减小热变形。
[1] 齐海波, 李婷, 马婧. 金属增材制造与铸造技术[C]//第十七届河北省铸造年会论文集. 石家庄:河北省机械工程学会铸造专业委员会,河北省铸造行业协会,2014.
[2] 杨继全, 戴宁, 侯丽雅. 三维打印技术与制造[M]. 北京:科学出版社,2013.
[3] Yang L, Harrysson O, Cormier D, et al. Additive manufacturing of metal cellular structures design and fabrication[J]. The Minerals, Metals & Materials Society, 2015, 67: 608-615.
[4] 卢建斌,杨永强,王迪,等. 选区激光熔化成型悬垂面质量的影响因素分析[J]. 激光技术, 2011, 35(2): 148-151.
[5] 刘杰, 杨永强, 王迪, 等. 选区激光熔化成型悬垂面结构的计算机辅助工艺参数优化[J]. 中国激光, 2012(5):88-94.
[6] Cheng B, Shrestha S, Chou K. Stress and deformation evaluations of scanning strategy effect in selective laser melting[J]. Additive Manufacturing, 2016, 12: 240-251.