基于S7-300的机械手控制系统研究
2018-06-28闫鑫
闫鑫
(贵州大学明德学院,贵州 贵阳 550000)
随着工业控制技术和计算机技术的不断发展,自动化程度越来越高,我国的工业生产正在从劳动密集型生产方式向着技术密集型生产方式转变。近年来智能制造装备领域得到广泛关注,工业机器人作为智能制造领域的代表,在工业自动化、智能化的发展中起到了重要的作用。机械手是工业机器人的重要组成部分,能够模仿人手和手臂的某些动作功能,按照设定的程序实现抓取、搬运或者其他操作。
1 机械手的结构
机械手的机械结构主要由手部、手臂、立柱、行走机构、机座以及控制系统组成。(1)手部是与工件直接接触的部位,本文采用了夹持式的手部结构设计,手部的主要机构分为传力机构和手指两部分。(2)手臂将立柱和手指之间建立了连接,根据夹取目标的需要调整手指的位置,手臂经过动力源的配合相应的手指完成对工件的夹取动作。(3)立柱不仅对手臂起到了很好的支持作用,还能够根据夹取的需要带动机械手的手臂完成升降或者是回转运动,同时能够根据工作需要进行水平横向运动。(4)行走机构。机械手的行走机构可以帮助机械手实现远距离、大范围的操作,实现机械手的整体运动。(5)机座。机座是支撑机械手以及各个执行机构的支持机构。机械手的结构原理图如图1所示。
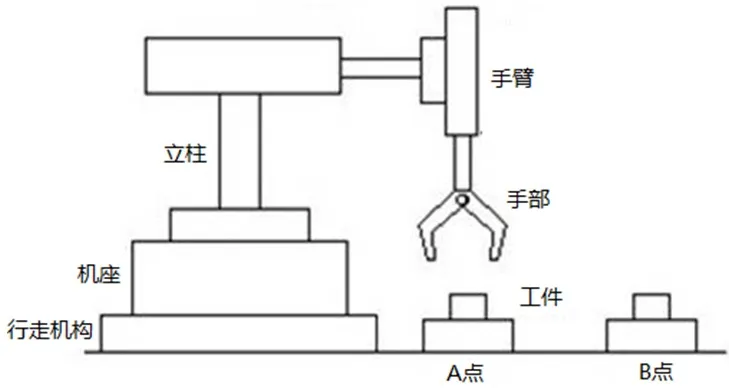
图1 机械手结构原理图
2 机械手运动流程设计
机械手根据不同的使用场合采用了不同的控制方式,以满足各种控制要求,一般可以分为手动控制和自动控制两种类型。手动控制主要是为了实现机械手在安装调试过程或者机械手出现故障进行维修时,实现对机械手各个控制步骤的单步操作。自动模式又可以分为单周期操作和连续操作。单周期模式下,按下启动按钮后机械手按照PLC控制器设定的程序,自动完成一个周期的动作,然后返回到并且停留在初始步。连续操作模式下,机械手从原点开始,按下启动按钮后会连续不断的循环操作。如果按下停止按钮,机械手完成一个任务后停止,下一次任务需要按下启动按钮才能进行,如果出现紧急情况需要立即停止,可以按下急停按钮,机械手的运动流程如图2所示。

图2 机械手的运动流程图
3 机械手控制系统硬件设计
3.1 PLC控制器硬件选型
SIEMENS公司提供在自动化科技领域的产品、系统和服务。本文选用的PLC为SIEMENS公司S7-300系列,PLC的主要硬件配置如表1所示。
3.2 伺服控制系统选型
伺服控制系统由西门子S7-200系列PLC、松下MINAS A4系统交流伺服电机驱动器、以及MHMD022G1U永磁同步交流伺服电机、伺服编码器组成。松下MINAS A4系统交流伺服电机驱动器具有位置控制、速度控制和转矩控制三种模式,同时具有过流保护和过热保护功能。伺服驱动器接收来自西门子PLC输出的脉冲指令,驱动伺服电机带动机械手平移。机械手移动通过PLC Q0.4控制伺服系统的启动,开关启动电机实现机械手的运动,PLC的方向控制信号Q0.3决定了伺服电机的转动方向,从而控制机械手的移动方向。

表1 PLC的主要硬件配置
3.3 传感器选型
光电传感器将被测量的变化转变为光信号,然后在光电元件的作用下将光信号转变为电信号,光电传感器具有高精度、非接触、反应灵敏、可靠性高的特点。本文选用LJM12(18)A-4Z/NKS型光电开关,当工件接近最左端的感应区域时,光电开关能够将输入的电流转变为光电信号,经过同步选通电路,导通三极管,实现工件或者运动机构是否到位检测。
光栅传感器的精度高,测量直线的精度可以达到0.5~3μm/3000mm,动态范围大,能够广泛应用在静态测量和主动测量等领域。本文选用的光栅传感器为SGC-4.2型光栅传感器,光栅传感器利用光栅的相对移动,使透射光强度呈现出周期变化的特点,光电元件表现出成周期性变化的电信号,通过检测电信号得出工件的位移量。
4 机械手控制系统软件设计
本文选用的PLC为SIEMENS公司的S7-300系列,STEP 7是专门用于SIEMENS PLC开发的组态和编程的软件包,使用者可以根据自己的项目开发需要采用合适的版本。STEP标准软件中含有一系列应用程序:SIMATIC管理器、符号编辑器,NETPRO网络配置、硬件配置、编程语言、硬件诊断。STEP 7标准软件包功能和组成如图3所示。
4.1 机械手控制I/O分配
根据机械手的控制流程,本文采用了17个PLC控制输入点,5个PLC输出点,能够满足机械手控制系统对于PLC I/O点数的控制要求,PLC输入控制点的地址如表2所示,输出控制点的地址如表3所示。机械手控制系统的PLC控制接线图如图4所示,其中机械手输出端口通过控制继电器来实现对电磁阀的操作。
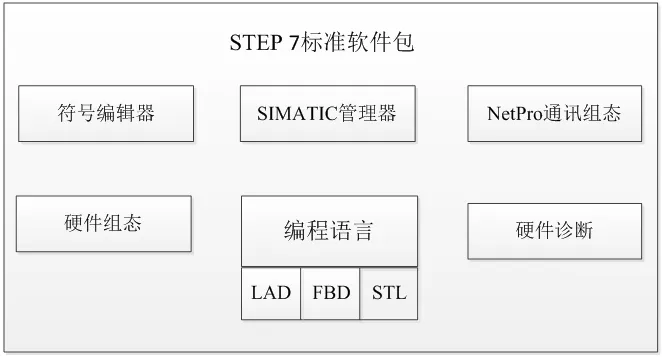
图3 STEP 7标准软件包组成

表2 输入控制信号地址分配

表3 输出控制信号地址分配
4.2 机械手控制系统软件设计
机械手的控制程序分为手动控制程序和自动控制程序,自动控制程序又可以分为单周期控制程序和连续控制程序。选择机械手连续控制程序时,可以在任意时刻按下停止按钮,机械手停止在任意位置,一旦按下“启动按钮”(I2.6)后,中间继电器M0.7得电,按下停止按钮后M0.7失电,控制程序如图5所示。
机械手控制程序根据PLC的I/O地址分配进行设计,采用上升沿微分指令(P)实现单按钮控制机械手的单步动作,可以明显节省按键和PLC的I/O资源。选择“单步”方式,按下启动按钮后,机械手只执行一步动作,其他控制方式时,M0.6始终得电,控制程序如图6所示。

图4 机械手控制系统接线图

图5 机械手连续控制PLC程序
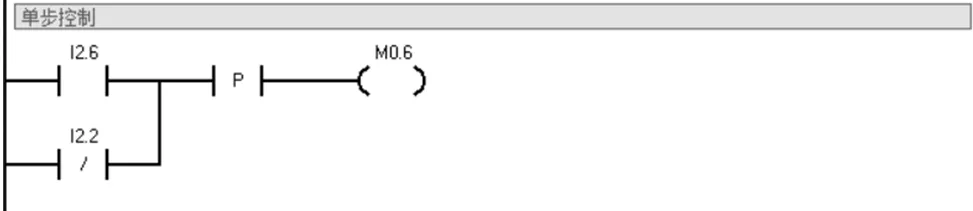
图6 机械手单步控制PLC程序
机械手动作完成一次循环后,回到原点位置(I0.3),如果在机械手运动过程中没有按下过停止按钮,进入到下一循环过程,开始下降(M2.0)抓取货物。下降到位后,机械手下限位开关控制机械后停止下降,并开始抓取获取(M2.1),抓取到货物后(M2.1)由延时开关控制(T37)控制抓紧获取,然后机械手开始上升(M2.2),上升到位(I0.2)后开始左行(M2.3)。机械手左行到位(I0.4)后,由M2.4开始控制机械手下降,然后依次完成机械手下降,松开放下获取,然后机械手上升,上升到位后右行回到原点,机械手的部分控制程序如图7所示。
5 结语
本文基于西门子S7-300控制器实现了机械手运动控制系统的设计,完成了机械手控制的预期要求。本文根据机械手的控制要求确定了机械手PLC输入和输出的控制点,选取合适的PLC控制器、伺服系统以及传感器,搭建了PLC控制系统的硬件系统。PLC控制系统的软件控制系统采用STEP7程序编写,实现了机械手的单步手动控制和自动控制,根据不同的控制要求编写了控制流程图以及PLC控制程序,实现了机械手控制系统的设计。

图7 机械手部分控制程序
[1] 李海祯,于复生,范国隆,国海芝,张佳丽.基于S7-200PLC的二自由度气动绢花拾取机械手控制系统设计[J].机床与液压,2018,46(03):5-6+11.
[2] 刘兆亮. 基于PLC控制的柔性生产线中自动分拣系统的研究[D].湖北工业大学,2017.
