三通接头体磨削夹具的设计
2018-06-27辛莹莹
□ 郭 飞 □ 辛莹莹
泰安航天特种车有限公司 山东泰安 271000
1 加工问题分析
通常,平面磨床磨削加工的是板类零件或外形规则零件,都是将工具吸附在磁力吸盘上进行磨削加工的。对于一些异形零件或无法使用磁力吸盘的零件,只能采用单件加工的方法进行加工。如果需要大批量生产,则存在生产效率低、劳动强度大等一系列问题。笔者设计了针对此类异形零件加工问题的专用工装[1],可以解决异形零件三通接头体无法使用磁力吸盘进行加工的问题[2]。
2 夹具原理
三通接头体零件如图1所示。根据三通接头体[3]的设计要求,为保证磨削加工后三通接头体连接端面相对于A基准孔的垂直度,确定夹具以零件的A基准孔定位进行夹紧。为提高加工效率,采用磁力吸盘吸附夹具的装夹方式。
3 结构设计
磨削夹具结构如图2所示,夹具主要包括螺纹锥销、弹性锥销和底板等。底板上安装一个弹性锥销,弹性锥销通过螺纹与螺纹锥销连接。三通接头体下端面与底板B面贴实后,旋紧螺纹锥销,利用弹性锥销的自身胀芯特性与三通接头体的内孔实现夹紧[4]。
弹性锥销为关键部件,结构如图3所示,材料为T10A碳素工具钢[5]。弹性锥销设计带内锥孔,并在锥孔圆周上设计四处均布开槽,槽底设计通孔[6],使弹性锥销弹性均匀,可以松紧自由。

▲图2 磨削夹具结构图
4 夹具效果
这一夹具的效果是可以通过多套弹性锥销定位的形式,实现对多个零件的同时作业,由原来的单一零件加工变为多个零件同时加工,生产效率大幅提高,劳动强度大大降低。这一夹具的结构简单,容易制造,便于推广[7-11]。
5 使用说明
(1)磨削加工前,将底板吸附在设备的磁力吸盘上。
(2)将三通接头体安装在底板上,然后预紧螺纹锥销,消除弹性锥销与三通接头体A基准孔之间的间隙,使弹性锥销起定位作用。
(3)使用橡胶锤敲打三通接头体上端面,消除三通接头体下端面与底板上B面之间因装夹而产生的局部间隙。
(4)旋紧螺纹锥销,利用弹性锥销与三通接头体A基准孔之间的摩擦力紧固三通接头体。
(5)三通接头体上端面磨削加工完成后,松开螺纹锥销,弹性锥销恢复原状态,与三通接头体之间的夹紧力消除,松开三通接头体。
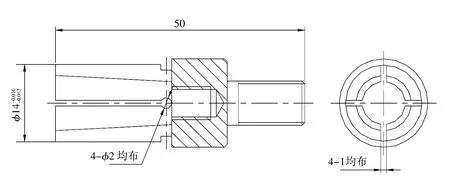
▲图3 弹性锥销结构图
(6) 将三通接头体翻面安装,重复步骤(2)~(4),磨削三通接头体下端面,再重复步骤(5)。
6 结论
所设计的磨削夹具以三通接头体零件的A基准孔定位夹紧,设计基准为定位精基准,磨削上下端面使用同一个基准孔,符合基准重合和基准统一的原则。三通接头体加工完成后完全能够满足设计端面与基准孔A的垂直度要求。
三通接头体经采用该夹具装夹后,在平面磨床上磨削加工了几十件,并通过了零件检验。经过使用验证,这一夹具安装方便,定位准确,能够保证三通接头体的加工精度,大大提高了生产效率,降低了工人的劳动强度,不仅解决了三通接头体无法使用磁力吸盘进行加工的问题,而且为解决异形零件在平面磨床上加工装夹困难、生产效率低等问题,提供了一个设计思路。
[1]吴拓.简明机床夹具设计手册[M].北京:化学工业出版社,2010.
[2]王健石.机床夹具和辅具速查手册[M].北京:机械工业出版社,2007.
[3]林松孙.三通管的冷成形[J].锻压机械,1980(4):57-60.
[4]郑艳丽.三通管液压胀形的数值模拟[D].西安:西北工业大学,2003.
[5]刘鸣放,刘胜新.金属材料力学性能手册[M].北京:机械工业出版社,2011.
[6]忻良昌.公差配合与测量技术[M].北京:机械工业出版社,1990.
[7]徐灏.机械设计手册3[M].2版.北京:机械工业出版社,2001.
[8]王继焕.机械设计基础[M].武汉:华中科技大学出版社,2008.
[9]方昆凡.公差与配合实用手册[M].北京:机械工业出版社,2006.
[10]吕艳红,马广勇.简易实用的分度装置设计 [J].金属加工 (冷加工),2016(5):39-40.
[11]朱敏红,徐云,王祥鑫.薄壁套的加工工艺与夹具设计[J].机械制造,2012,50(8):61-63.
