高铁轴承内圈非对称冷辗扩成形力能参数分析*
2018-06-27王成威徐振威孙宝寿赵哲骐束学道
□ 王成威 □ 徐振威 □ 孙宝寿 □ 赵哲骐 □ 束学道
1.宁波大学机械工程与力学学院 浙江宁波 315211
2.浙江省零件轧制成形技术研究重点实验室 浙江宁波 315211
3.宁波雄狮机械制造有限公司 浙江宁波 315400
1 课题背景
随着我国高速铁路产业的飞速发展,作为高铁基础零部件之一的高速列车轴承,其需求也日益增大,但是目前我国还无法生产此类轴承零件。研究高铁轴承内圈冷辗扩成形技术,对高铁轴承国产化具有重要意义[1]。冷辗扩技术是一种在常温下借助冷辗机驱动辊、芯辊的挤压作用,使环形零件内部金属材料发生塑性变形的冷加工成形工艺,广泛用于高颈法兰、火车车轮、齿轮及燃气轮机环等各类无缝环件的制造[2-3]。
近年来,高铁轴承套圈等异形截面环形件的冷辗扩成形有一定发展,但都着重于对称性冷辗扩,在非对称冷辗扩方面的研究则甚少。杨合等[4-5]以台阶形环件为研究对象,采用理论解析法分析得到了环件坯料半径扩大变形与压下量之间成正比关系的结论,为后续环件坯料和进给运动的设计提供了重要理论依据。靳妍妍等[6-7]以轿车变速箱轴承L形截面套圈为研究对象,开展了冷辗扩有限元模拟和试验研究,得到了芯辊进给速度对轴承套圈成形宽展率、端面平整度等表面质量的影响规律,并根据有限元模拟方法在精密冷辗机上加工成形出合格的L形截面套圈,为后续批量化生产提供了参考。洪哲等[8-9]采用一次轧制两个零件的方法解决了非对称轧制问题,针对高速重载轴承内圈,从宏观和微观两个方面对对称冷辗扩成形技术进行了深入研究,分析了不同芯辊进给方式对力能参数的影响规律,利用正交试验法对工艺参数进行了优化分析,同时基于XS-160型精密冷辗扩机进行了试验研究,对试验成品内圈进行了内孔圆度测量和金相组织试验验证。
笔者以高铁轴承内圈为研究对象,基于ABAQUS软件建立了高铁轴承内圈非对称冷辗扩有限元模型,对其轧制过程中的力能参数进行模拟分析。这一研究对提高冷辗扩轧制过程稳定性,优化环形件成形质量,减小模具磨损具有重要意义。
2 有限元建模
笔者研究的高铁轴承内圈为非对称件,属于大型复杂异形截面环形件。在这类环形件冷辗扩成形过程中,由于驱动辊斜台阶部分对环形件坯料的作用力方向与芯辊对环形件坯料的作用力方向不在一条直线上,作用力的轴向分量会产生一个倾覆力矩,导致环形件出现如图1所示闭式冷辗扩翘曲缺陷,致使冷辗扩最终成形质量不高,甚至无法成形[10]。

▲图1 闭式冷辗扩翘曲缺陷
为了保证成形的顺利进行,笔者采用增加锥辊的径轴向辗扩方法来保证内圈环形件坯料的端面成形质量,以便顺利实现高铁轴承内圈非对称冷辗扩成形。在这一成形方案中,设计了内圈环形件坯料、驱动辊、芯辊、导向辊和锥辊的结构尺寸,同时基于ABAQUS软件 的 Explicit模块,建立了高铁轴承内圈非对称冷辗扩有限元模型,如图2所示。

▲图2 高铁轴承内圈非对称冷辗扩有限元模型
在接近真实冷辗扩成形条件下,为提高模拟效率,进行了适当的抽象与简化。
(1)由于轧制过程中轧辊弹性变形较小,因此将驱动辊、芯辊、导向辊、锥辊设为刚体。内圈环形件坯料设为变形体,材料为GCr15轴承钢。
(2)内圈环形件坯料在常温下产生变形,温度对轴承内圈的成形影响很小,因此不考虑温度场。
3 轧辊位置控制
驱动辊、芯辊的速度与时间的关系较为明确,可不通过子程序对驱动辊、芯辊的运动进行控制。在ABAQUS软件对应的Load模块中进行驱动辊旋转及芯辊直线进给运动设置。锥辊沿着内圈环形件直径扩大方向作水平移动和绕中心轴作旋转运动,导向辊随内圈环形件直径增大方向作跟随运动,笔者利用Fortran语言编译了VUAMP子程序来控制导向辊和锥辊的运动。
内圈环形件半径大小的实时跟踪测量是进行导向辊、锥辊位置随动控制的关键[11-13]。在内圈环形件坯料上端面的外圆上均匀地选取12个节点,节点选取位置如图3所示。选取的12个节点在ABAQUS软件VUAMP子程序中被称为传感器,可以用来获取节点上的坐标等数据信息。通过Step模块中History Output Request选项来定义12个节点的输出信息,笔者设置的输出信息是12个节点实时对应的X轴坐标值。每个增量步的X轴坐标值均会被送至位置控制的子程序中进行计算,计算结果将用于控制轧辊的实时位置。
▲图3 节点选取位置
3.1 导向辊
导向辊和内圈环形件、驱动辊之间对应几何位置关系如图4所示。图4中,R1为驱动辊半径,R3为导向辊半径,Rarm为导向辊臂长,Rt为内圈环形件坯料实时半径。

▲图4 导向辊、内圈环形件、驱动辊间几何位置关系
在冷辗扩有限元模拟过程中,导向辊的位置随轧制过程进行不断发生改变,摆角大小也同时不断变化。导向辊初始摆角α0的计算式为:

导向辊实时摆角αt的计算式为:

摆角增量Δα的计算式为:

式中:R0为内圈环形件坯料初始半径。
3.2 锥辊
高铁轴承内圈非对称冷辗扩有限元模拟过程中,上下锥辊和内圈环形件之间对应的几何位置关系如图5所示。
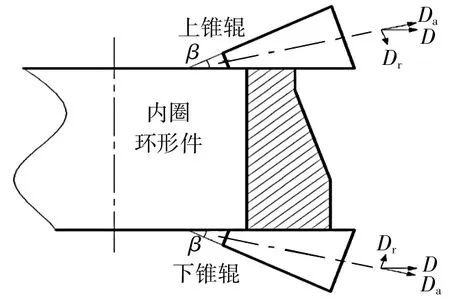
▲图5 锥辊与内圈环形件几何位置关系
为了更精确地对上下锥辊位置与运动进行实时控制,在ABAQUS软件中以上下锥辊的中心轴分别建立相应的局部坐标系。实现全局坐标系和局部坐标系转化后,上下锥辊的水平跟随位移D可分解为Da和Dr。
D的计算式为:
式中:β为锥辊延长线夹角。
4 力能参数分析
在内圈环形件冷辗扩技术应用时,轧制力是反映冷辗扩轧制在咬入压紧、稳定辗扩和精整归圆等不同阶段的稳定性,以及内圈环形件最终成形质量和模具寿命的重要参数指标,也是设计制造精密冷辗机结构和选用冷辗机设备型号的重要参考依据,同时还对冷辗扩过程中工艺参数的优化和选择具有重要的指导意义。因此,针对高铁轴承内圈非对称冷辗扩过程中力能参数的分析具有很高的研究价值。
由单因素法研究分析芯辊初始进给速度、驱动辊转速和锥辊转速对高铁轴承内圈非对称冷辗扩过程中轧制力的影响规律,为实际生产和工艺参数优化提供理论依据。
4.1 芯辊进给速度对力能参数的影响
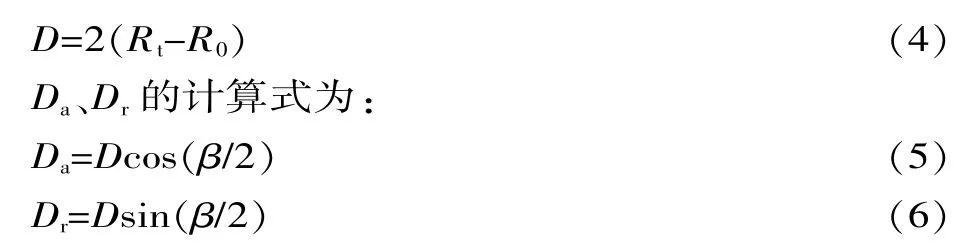
结合有限元模拟结果和实际生产经验,笔者采用芯辊阶梯形减速的进给方式。为了研究芯辊进给速度对高铁轴承内圈非对称冷辗扩过程中力能参数的影响规律,芯辊初始进给速度依次取0.8 mm/s、1.0 mm/s和1.2 mm/s,曲线如图6所示,锥辊转速和驱动辊转速设为固定值,分别为29 rad/s和16 rad/s。
▲图6 芯辊进给速度曲线
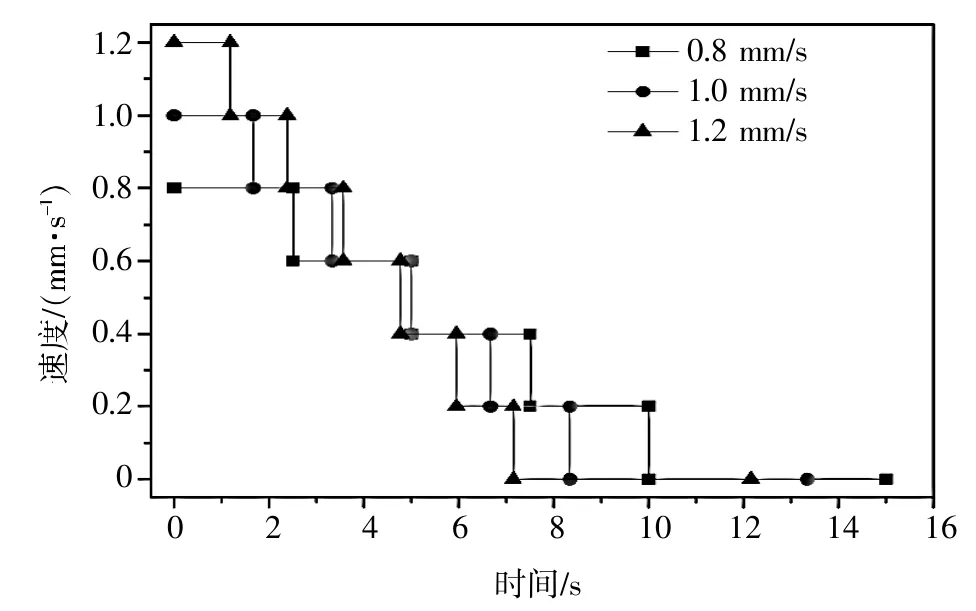
不同芯辊初始进给速度时的内圈环形件轧制力曲线如图7所示。通过图7可以发现,三条轧制力曲线变化趋势相似,当芯辊初始进给速度依次为0.8 mm/s、1.0 mm/s和1.2 mm/s时,对应的轧制力最大值依次为1 018 kN、1 145 kN和1 175 kN,这说明在冷辗扩过程中,随着芯辊初始进给速度的增大,对应的轧制力最大值也随之增大。当芯辊初始进给速度为1.2 mm/s时,轧制力上升速度最快且总体数值较大,波动幅度较剧烈,代表轧制过程较不稳定。当芯辊初始进给速度分别为1.0 mm/s和0.8 mm/s时,轧制力波动幅度较平缓,说明芯辊初始进给速度在满足锻透条件和平衡生产效率时应尽可能取较小值。
4.2 锥辊转速对力能参数的影响
将锥辊转速作为单因素,依次取23 rad/s、26 rad/s和29 rad/s,芯辊初始进给速度和驱动辊转速设为固定值,分别为1.0 mm/s和16 rad/s。
不同锥辊转速时的轧制力曲线如图8所示。通过图8可以发现,轧制力变化趋势与图7相似。冷辗扩过程开始时,轧制力在短时期内迅速增大,之后逐渐增大至峰值并持续一定时间。在进入精整归圆阶段后,轧制力减小并在一定范围内波动。当锥辊转速依次为23 rad/s、26 rad/s和29 rad/s时,对应的轧制力最大值依次为1 190 kN、1 177 kN和1 145 kN。
三个最大值差距并不明显,且在整个冷辗扩过程中的各个时刻,三条曲线的变化趋势相近,轧制力总体数值没有太大偏差,说明锥辊转速对高铁轴承内圈非对称冷辗扩中轧制力的影响并不明显。锥辊在轧制过程中起到限制内圈环形件轴向晃动和减小端面宽展的作用,对提高高铁轴承内圈的最终成形质量有重要影响,但对冷辗扩轧制力的影响却有限。
4.3 驱动辊转速对力能参数的影响
驱动辊是精密冷辗扩机的重要组成部件之一,设备绕驱动辊中心轴作旋转运动,在摩擦力的作用下,带动内圈环形件坯料旋转并发生塑性变形。将驱动辊转速作为单因素,依次取 13 rad/s、16 rad/s和 19 rad/s,芯辊初始进给速度和锥辊转速设为固定值,分别为1.0 mm/s和26 rad/s。不同驱动辊转速时的轧制力曲线如图9所示。通过图9可以发现,当驱动辊转速为13 rad/s时,轧制力总体处于一个高水平数值,最大值达到1 237 kN;但是当驱动辊转速分别为16 rad/s和19 rad/s时,对应的轧制力最大值分别为1 145 kN和1 086 kN,明显较小,说明在冷辗扩过程中,随着驱动辊转速的增大,轧制力的最大值反而减小。出现这一现象的原因是驱动辊转速增大,带动内圈环形件坯料旋转的速度也增大,使环形件每转的进给量相应减小,导致内圈环形件坯料内部金属材料的塑性变形程度减弱,从而引起冷辗扩轧制力减小。驱动辊转速为19 rad/s时,轧制力总体数值最小,但波动较为剧烈,且幅度较大。因此,在综合考虑轧辊使用寿命及高铁轴承内圈最终成形质量的前提下,应合理地选择驱动辊转速。

▲图7 不同芯辊初始进给速度时的轧制力曲线

▲图9 不同驱动辊转速时的轧制力曲线
5 结束语
笔者基于ABAQUS软件VUAMP子程序,利用Fortran语言编写代码,对高铁轴承内圈非对称冷辗扩有限元模拟过程中导向辊和锥辊的运动进行实时控制,保证冷辗扩过程中导向辊和锥辊跟随运动位置的准确性,从而提高不同时刻冷辗扩内圈环形件的成形质量。
采用单因素法分析研究了高铁轴承内圈非对称冷辗扩中芯辊初始进给速度、锥辊转速和驱动辊转速对力能参数的影响规律,发现轧制力大小和芯辊初始进给速度成正比,与驱动辊转速成反比。芯辊初始进给速度和驱动辊转速对高铁轴承内圈非对称冷辗扩过程的稳定性影响较大,而锥辊转速的影响则不明显。
[1]冯耿,孙宝寿,束学道.冷辗扩高铁轴承内圈工艺参数优化研究[J].热加工工艺, 2016,45(23):128-131.
[2]华林,黄兴高,朱春东.环件轧制理论和技术[M].北京:机械工业出版社,2001.
[3]李春天,黄欣.环件轧制技术及其在国内的应用[J].锻压装备与制造技术, 2004(5):8-13.
[4]杨合,李兰云,王敏,等.异形环件冷辗扩中环件半径扩大变形行为研究[J].中国科学:技术科学, 2010,40(7):802-810.
[5]GUO L G,YANG H,ZHAN M,et al.Simulation for Guide Roll in 3D-FE Analysis of Cold Ring Rolling[J].Materials Science Forum, 2004, 471-472:760-764.
[6]靳妍妍,钱东升,石磊.L形截面轴承套圈冷辗扩数值模拟与试验[J].轴承, 2016(7):15-20.
[7]HUA L, QIAN D S, PAN L B.Deformation Behaviors and Conditions in L-section Profile Cold Ring Rolling[J].Journal of Materials Processing Technology, 2009, 209 (11):5087-5096.
[8]洪哲.高速重载轴承内圈冷辗扩成形机理研究[D].宁波:宁波大学,2014.
[9]何杰.高铁轴承外圈冷辗扩成形理论研究[D].宁波:宁波大学,2014.
[10]束学道,孙宝寿,彭文飞.异形截面环形件轧制技术及应用[M].北京:科学出版社,2016.
[11]华林,左治江,兰箭,等.环件冷辗扩中单辊随动导向运动规律研究[J].中国机械工程,2006,17(10):1082-1086.
[12]杨红丽,冯耿,吕鑫,等.高铁轴承内圈冷辗扩导向辊闭环控制的研究[J].机械制造,2016,54(1):37-39,42.
[13]鄢奉林,华林,吴永桥.冷辗扩机圆度辊随动约束力与随动位置分析[J].塑性工程学报, 2007, 14(1):94-96,119.
