火灾环境下CNG长管拖车气瓶不同结构泄压装置的响应规律
2018-06-26赵保頔邓贵德刘岑凡金明哲
赵保頔 薄 柯 骆 辉 邓贵德 刘岑凡 金明哲 荆 博
中国特种设备检测研究院
0 引言
长管拖车是目前运输压缩天然气(CNG)的主要工具之一[1-2]。由于天然气在储运过程中存在着潜在的泄漏和爆炸风险,一旦发生火灾爆炸事故,就有可能造成人民生命财产的重大损失。因此国内外的有关标准法规均要求其安装泄压装置,以保证气瓶在超温、超压工况下能安全泄放,降低事故风险。
泄压装置的泄放面积和结构形式是决定火灾环境下CNG长管拖车气瓶能否安全泄放的重要指标。对国内火灾事故的统计结果显示[3],按中国国家标准GB 16918—1997《气瓶用爆破片技术条件》[4]设计的泄放面积能够保证长管拖车在火灾下安全泄放。国外的研究成果表明[5-6],泄放面积越大,所排放的易燃气体影响范围也越大。喻健良等[7]的研究结果指出,对于相同规格的CNG长管拖车气瓶,按美国石油学会(American Petroleum Institute,简称 API)的标准 API 521-2014《Pressure-relieving and Depressuring Systems》[8]给出的最小泄放面积计算结果远小于GB 16918—1997的规定。因此对长管拖车可考虑在保证安全泄放的前提下减少泄放面积,但目前国内尚缺乏相关的研究工作。
在泄压装置结构选型方面,美国压缩燃气协会(Compressed Gas Association, 简 称 CGA) 标准 CGA S-1.1《Pressure Relief Device Standards Part 1—Cylinders for Compressed Gases》[9]和中国国家质量监督检验检疫总局特种设备安全技术规范TSG R0006—2014《气瓶安全技术监察规程》[10]均规定,对于运输CNG的长管拖车,其集输气瓶允许选用爆破片或爆破片/易熔合金组合泄压装置,此类结构在中小容积气瓶火灾环境中的应用研究已有相关成果[11-15],而在长管拖车大容积气瓶上的应用研究则尚未见到公开的报道。
综上所述,为了优化泄压装置、探寻泄压装置在火烧环境下的动作响应规律,对长管拖车用钢质无缝气瓶进行了整体火烧试验,研究泄压装置不同泄放面积和结构形式对大容积钢质无缝气瓶升压和泄放过程的影响,以期为长管拖车气瓶泄压装置的标准制订和选型提供技术支撑。
1 火烧试验
1.1 试验用气瓶和泄压装置
试验选取3只相同规格参数的大容积钢质无缝气瓶,试验编号分别为A、B、C。其材质为4130X合金结构钢,工作压力20 MPa,水压试验压力为33.4 MPa,气瓶尺寸:直径559 mm×长度2 540 mm×厚度16.5 mm,容积为0.44 m3。人为规定气瓶有完整钢印的一端为气瓶后端,另一端为气瓶前端。
按照环境温度20 ℃,火灾工况气瓶外壁最高温度650 ℃的设计条件,分别以不同标准计算爆破片最小泄放面积,结果如表1所示。比较表1中不同标准公式计算所得最小泄放面积值,取计算最大值和最小值进行对比,气瓶每一端装设的爆破片有效泄放面积按照标准计算排放面积的50%设计,单个泄放装置的有效泄放通径如表2所示。
试验统一采用型号为PPA20-33.4-20A的爆破片,设计爆破压力为33.4 MPa。试验前,气瓶A、B充装20 MPa空气;气瓶C由于仅关注易熔合金塞的温度变化,试验不充装气体,外部试验条件与气瓶A、B相同,将热电偶嵌入易熔合金塞中(图1),测得其温度变化。点火后采集气瓶和泄压装置的温度场,保持火焰温度,直至易熔合金塞融化后,试验结束。
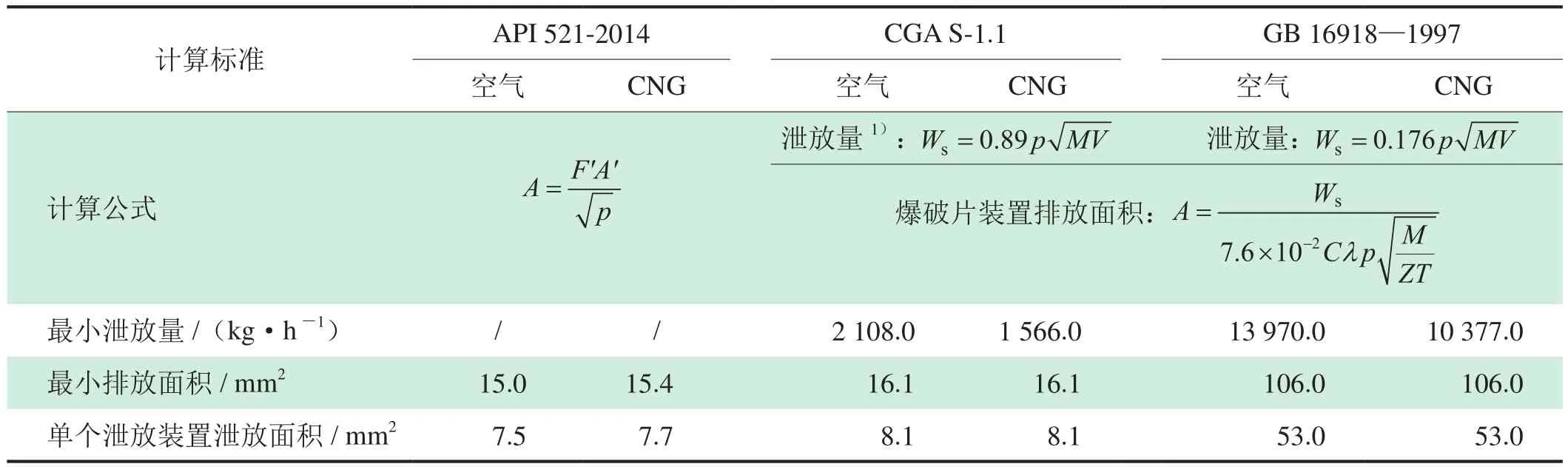
表1 不同标准对气瓶最小泄放量和爆破片装置泄放面积计算结果表

表2 气瓶两端泄压装置的结构型式和主要参数表

图1 气瓶C两端泄压装置和热电偶连接形式图
1.2 火烧试验方法
在图2所示的现场进行火烧试验。试验采用中国特种设备检测研究院自主研发的大容积气瓶火烧试验装置,燃料为丙烷,火焰支架长度为1.65 m,气瓶底部与火源距离为0.1 m。考虑到真实长管拖车气瓶两端都有支撑钢板防护,试验中在气瓶两端装相同材质的钢板,如图3所示,以保护瓶阀、泄放装置不直接受火,泄放装置上方装设导流管,使得泄放气流朝上排放,避免气流直接吹灭火焰。

图2 火烧试验现场图

图3 试验气瓶布置图
试验采用多个热电偶对气瓶不同部位的温度进行监控。采用1只压力传感器安装在管路上,与气瓶直接连通监控气瓶压力变化。通过控制丙烷燃料输送量,确保气瓶A、B在火烧试验中具有相同的火烧环境。为验证爆破片泄放后安全泄放量满足标准要求,爆破片起跳后,保持燃料输送量不变继续试验至压力完全泄放或气瓶爆炸。
1.3 试验过程
气瓶A试验过程如图4所示。在火烧试验开始280 s时,泄压装置起跳泄压,泄放过程中声音及泄放瞬间气流反冲力较小,泄放时间为1 300 s,气瓶未发生爆炸。冷却后检查现场确认气瓶后端爆破片起爆;气瓶前端爆破片/易熔合金组合结构密封完好,爆破片完整,但易熔合金融化。
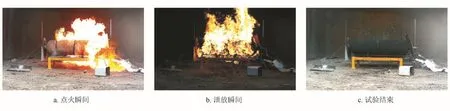
图4 气瓶A火烧试验过程图
气瓶B试验过程如图5所示。火烧试验开始300 s后,泄压装置起跳泄压,泄放过程中声音较大,监控录像显示泄放瞬间气流反冲力过大使得气瓶一端倾斜,泄放时间为209 s,气瓶未发生爆炸。气瓶冷却后检查气瓶两端泄压装置与气瓶A完全相同。
由表3可知,A、B两只气瓶爆破片的实际爆破压力分别为32.38 MPa、34.72 MPa,均满足GB/T 33145—2016《大容积钢质无缝气瓶》[16]爆破压力允差不超过±5%的要求,说明爆破片属于超压环境正常起爆,试验有效。

图5 气瓶B火烧试验过程图

表3 气瓶A、B试验过程参数表
2 试验结果及分析
2.1 压力变化规律
从图6可以看到,整个试验过程气瓶A、B内部压力变化分为升压和泄压2个阶段,对其变化规律描述如下。

图6 气瓶A、B内部压力—时间关系曲线图
2.1.1 升压阶段
升压阶段气瓶A、B的压力变化规律基本一致(图6)。点火后30 s内,气瓶壁面吸热升温并将热量传递给瓶内空气,压力缓慢升高;之后瓶内气体吸热升压速率加快,瓶内压力随时间呈线性升高。这说明在热量输入基本相同的情况下,相同环境、相同尺寸的气瓶在火烧试验下升压规律相同。
2.1.2 泄压阶段
从图6可以看出,在爆破片起爆后(内部压力)迅速下降,但由于气瓶B爆破片动作时间比气瓶升压A晚20 s,其实际爆破压力略高。从表1可以看出,虽然气瓶A的泄放面积较小,导致泄放时间为气瓶B的10.8倍,但在泄压过程气瓶受火的情况下,直至安全泄压时气瓶始终未发生爆破,说明采用API 521计算的气瓶泄压装置排放能力满足安全泄放的需要,并且由于整个泄压阶段压力值始终保持连续下降的趋势,说明该泄放面积仍存在一定的安全裕量,相比之下我国标准GB 16918—1997给出的最小泄放面积计算结果远大于API 521-2014,其设计泄放面积的安全裕量更大。
2.2 温度变化规律
2.2.1 外表面温度变化规律

图7 气瓶A外表面各测点温度—时间关系曲线图
由于试验环境类似,气瓶A、B外表面温度变化规律基本一致,故笔者仅取气瓶A进行分析。从图7可以看出:开始点火后,各测点温度迅速升高;100 s时气瓶上部外表面最低温度也超过460 ℃;100~280 s泄放前气瓶各部位测点温度变化规律与火源温度的变化规律基本一致,说明气瓶外表面温度变化主要受到火源温度变化的影响,而由于燃烧的火焰未能完全包覆气瓶上部外表面,导致上部测点温度始终低于中底部和中部各测点温度;700 s后因燃料供给压力降低,火焰变小,气瓶外表面各测点的温度也逐步下降。
2.2.2 瓶内气体温度变化规律
瓶内气体温度随时间的变化过程如图8所示。在升压阶段,气瓶A、B内部气体温度随时间变化规律基本一致,从点火后开始到30 s内,瓶内气体温度缓慢上升;30 s到爆破片泄放前,瓶内气体升温速率加快,至爆破片泄放时气瓶A最高气温达到154.5℃,气瓶B最高气温达到153.9 ℃。

图8 气瓶A、B内部温度—时间关系曲线图
在压力泄放阶段,气瓶A、B内部气体温度随时间的变化规律差别较大,说明泄压过程的温度变化过程与实际泄放面积之间具有密切的关系。在泄压阶段,一方面爆破片开启,气体对外做功,属放热过程;另一方面,泄放后火焰持续对气瓶加热,瓶内气体不断吸热。瓶内气体的温度场变化就是上述两个方面因素综合作用的结果。气瓶A由于一端爆破片开启后的有效泄放面积仅有7.5 mm2,爆破片动作瞬间内放热有限,在280~320 s内,气体吸热和放热过程形成一个短暂的平衡,表现为气体温度维持不变;随着气体持续泄放,气体对外做功的放热量小于温差带来的吸热量,瓶内气体温度逐渐上升。气瓶B一端爆破片开启后的有效泄放面积达53 mm2,是气瓶A泄放面积的7倍,因而在泄放前期,气体泄放量较大,爆破片泄放气体泄放的放热过程大于气体的吸热过程,瓶内气体温度迅速降低;当气体压力泄放到3 MPa以下时,瓶内剩余气体量减少,瓶内气体的吸热过程大于放热过程,气体温度逐渐上升。
2.3 泄压装置动作规律
气瓶C两端易熔合金塞温度测试结果如图9所示,气瓶前后端易熔合金塞温度变化曲线如图10所示。气瓶前端易熔合金塞温度随时间缓慢增加,到36 min时温度达到103 ℃,易熔合金塞融化。后端易熔合金塞温度缓慢上升,温度达到55 ℃时基本不再变化,整个火烧过程持续50 min,直至试验结束,后端易熔合金塞始终未融化。

图9 气瓶C两端易熔合金塞融化情况示意图
易熔合金塞熔化受安装位置、防护结构、火焰大小、外部环境等多种因素的影响,其中前端泄压装置安装在气瓶端塞内部,距离火焰较近,热传递作用较强,但也经过33 min后才熔化;后端泄压装置距火焰较远,未发生熔化。由此可知,在火焰被钢板完全隔绝的情况下,易熔合金塞需要足够的受热时间才会熔化,在易熔合金塞熔化之前,易熔合金/爆破片组合结构不会动作。这一结论与气瓶A、B试验后观测到的试验现象一致,说明在气瓶A、B的试验过程中,易熔合金塞的融化过程发生在另一端爆破片起爆之后,爆破片+易熔合金组合结构未能起到及时排放泄压的作用。
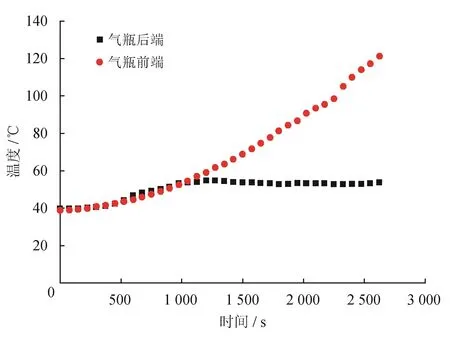
图10 气瓶C前、后端易熔合金塞温度随时间变化关系曲线图
3 结论
针对不同泄放面积、不同结构型式的泄压装置,开展了大容积钢质无缝气瓶整体火烧试验研究,获取到气瓶安全泄放过程中温度压力的变化规律及不同泄压装置在火烧环境下的响应规律,得到的主要结论如下:
1)大容积钢质无缝气瓶按照API 521-2014、CGA S-1.1和GB 16918—1997设计泄压装置均能够满足大容积钢制无缝气瓶整体受火安全泄放的要求。考虑可能引起二次灾害的CNG气体,推荐使用API 521-2014或CGA S-1.1计算最小泄放面积。
2)在火焰被钢板隔绝的情况下,泄压装置的热传导受阻,当气瓶两端分别装设置单爆破片、爆破片+易熔合金组合两种泄压结构时,因易熔合金结构熔化时间远长于爆破片动作所需时间,使得单爆破片结构往往比爆破片+易熔合金组合结构先动作。
3)大容积钢质无缝气瓶在火灾环境下,泄放装置开启后,气体温度变化规律受泄放面积的影响较大。
符 号 说 明
A表示计算泄放面积,mm2;A′表示暴露于火焰中的气瓶外表面积,m2;F′表示相关系数;p表示爆破片设定泄放压力(绝对压力),MPa;Ws表示气瓶的安全泄放量,kg/h;M表示气体摩尔质量,kg/kmol;V表示气瓶容积,L;C表示气体特性系数;λ表示泄放系数;T表示泄放温度,K;Z表示压缩因子。
[ 1 ] 董红磊, 李邦宪, 薄柯, 陈祖志. 我国长管拖车安全技术发展综述[J]. 中国特种设备安全, 2014, 30(8): 1-5.Dong Honglei, Li Bangxian, Bo Ke & Chen Zuzhi. Review of the development of tube trailer cylinder on safety technology[J].China Special Equipment Safety, 2014, 30(8): 1-5.
[ 2 ] 李邦宪, 张君鹏, 陈祖志. 长管拖车定期检验案例及剖析[M].北京: 化学工业出版社, 2013.Li Bangxian, Zhang Junpeng & Chen Zuzhi. Tube trailer: The cases of periodic inspection and their corresponding analysis[M].Beijing: Chemical Industry Press, 2013.
[ 3 ] 薄柯, 程亮, 李哲伟, 邓贵德, 古纯霖. 长管拖车用安全泄放装置及其在火灾事故中的作用[J]. 中国特种设备安全, 2017,33(8): 24-28.Bo Ke, Cheng Liang, Li Zhewei, Deng Guide & Gu Chunlin.Safety relief device for tube trailer and its function in fi re accident[J]. China Special Equipment Safety, 2017, 33(8): 24-28.
[ 4 ] 国家技术监督局. 气瓶用爆破片技术条件: GB 16918—1997[S]. 北京: 中国标准出版社, 1997.National Bureau of Technical Supervision. Bursting discs specification for gas cylinder: GB 16918-1997[S]. Beijing: China Standards Press, 1997.
[ 5 ] Ruban S, Heudier L, Jamois D, Proust C, Bustamante-Valencia L,Jallais S, et al. Fire risk on high-pressure full composite cylinders for automotive applications[J]. International Journal of Hydrogen Energy, 2012, 37(22): 17630-17638.
[ 6 ] Houf W & Schefer R. Predicting radiative heat fl uxes and fl ammability envelopes from unintended releases of hydrogen[J].International Journal of Hydrogen Energy, 2007, 32(1): 136-151.[ 7 ] 喻健良, 闫兴清, 李岳, 胡军, 伊军. 气瓶安全泄放量计算方法探讨[J]. 压力容器, 2011, 28(11): 36-40.Yu Jianliang, Yan Xingqing, Li Yue, Hu Jun & Yi Jun. Calculation methods of safety discharge capacity for cylinders[J]. Pressure Vessel Technology, 2011, 28(11): 36-40.
[ 8 ] American Petroleum Institute. Pressure-relieving and depressuring systems: API 521-2014[S]. Washington DC: API, 2014.
[ 9 ] Compressed Gas Association, INC. Pressure relief device standards part 1—Cylinders for compressed gases: CGA S-1.1[S].Chantilly: CGA, 2011.
[10]中华人民共和国国家质量监督检验检疫总局. 气瓶安全技术监察规程: TSG R0006—2014[S]. 北京: 新华出版社, 2014.General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China. Supervision regulation on safety technology for gas cylinder: TSG R0006-2014[S].Beijing: Xinhua Publishing House, 2014.
[11] YamazakiK & Tamura Y. Study of a post-f i re verif i cation method for the activation status of hydrogen cylinder pressure relief devices[J]. International Journal of Hydrogen Energy, 2017, 42(11):7716-7720.
[12] Valencia LB, Blanc-Vannet P, Domergue D, Heudier L & Jamois D. Thermal history resulting in the failure of lightweight fully-wrapped composite pressure vessel for hydrogen in a fi re experimental facility[J]. Fire Technology, 2016, 52(2): 421-442.
[13] Tschirschwitz R, Krentel D, Kluge M, Askar E, Habib K, Kohlhoあ H, et al. Mobile gas cylinders in fi re: Consequences in case of failure[J]. Fire Safety Journal, 2017, 91: 989-996.
[14] Halm D, Fouillen F, Lainé E, Gueguen M, Bertheau D & Van Eekelen T. Composite pressure vessels for hydrogen storage in fire conditions: Fire tests and burst simulation[J]. International Journal of Hydrogen Energy, 2017, 42(31): 20056-20070.
[15] Hu J, Chen J, Sundararaman S, Chandrashekhara K & ChernicoあW. Analysis of composite hydrogen storage cylinders subjected to localized fl ame impingements[J]. International Journal of Hydrogen, 2008, 33(11): 2738-2746.
[16]中华人民共和国国家质量监督检验检疫总局, 中国国家标准化管理委员会. 大容积钢质无缝气瓶: GB/T33145—2016[S].北京: 中国标准出版社, 2016.General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China & Standardization Administration of China. Large capacity seamless steel gas cylinders: GB/T33145-2016[S]. Beijing: China Standards Press, 2016.