复杂骨架类零件数控加工工艺研究
2018-06-22胡年孙江德凤梁红兵
朱 俊 胡年孙 江德凤 刘 斌 梁红兵
(中电科技集团 重庆声光电有限公司,重庆 400060)
复杂骨架类的结构件,一般都是仪表组件整体装配的关键零部件,也是武器装备的核心零部件。它们大都具有复杂的内部结构及较为特殊的外形,尺寸公差和形位精度很高,材料去除率经常高达90%,在加工过程中受力极易发生各种拉压及弯扭变形。随着武器装备不断向高精度、快速反应方向发展,其对骨架类零件的要求也日益提高。要满足图纸要求并缩短交货周期,必须采用先进的数控机床进行加工,并依照设计要求确定合理的数控加工工艺路线及方案。
本文以复杂骨架零件为例,分析了数控加工工艺规程制定过程中遇到的技术瓶颈问题,为从事骨架类零件加工领域的工艺及操作人员提供参考方案,以提升复杂骨架类零件产品质量,提高数控设备的生产率。
1 零件图纸分析
复杂骨架使用的材料一般为硬铝2A12-T4,属于铝-铜-镁系中的典型硬铝合金,属于可以热处理强化的铝合金,并且经过固溶时效处理。该类加工属于单件小批量产品类型。零件的加工工艺性也就是零件可加工性及加工难易程度,零件的结构设计会影响或决定可加工的难易程度。根据数控机床切削加工的特点,人们应从以下几方面来分析骨架类零件可加工性。
1.1 图纸标注分析
数控程序是以精确的坐标来编制的,严格执行图纸尺寸。因此,各种图形的几何要素间的尺寸及位置关系应标示清楚,各种尺寸及形位公差等几何要素条件要充分标注出来,而且没有容易引起矛盾的多余标注或影响加工顺序安排的封闭尺寸标注等。
1.2 加工精度分析
虽然数控设备加工精度高,但是任何加工方法所得到的实际参数都不会绝对准确。从零件的功能看,只要加工误差在零件图要求的公差范围内,就认为保证了加工精度。根据多年的工作经验,笔者认为,对于大面积(200mm×150mm以上)的薄板,当具有大面积的厚度小于2.3mm时,人们在编制相应工艺时应认真思考加工过程各种装夹力及铣削力产生的变形。
1.3 零件变形分析
工艺系统在装夹力、切削力及惯性力等作用下会产生各种变形,从而打破已调整好的工艺系统各组成部分的平衡状态,产生加工误差,影响加工过程的稳定性。主要考虑机床导轨及工作部分变形、工件装夹变形及受切削力变形以及工艺系统变形的总变形。被加工零件变形较大,会使加工无法进行下去,这时,应当采取必要的工艺措施,对零件进行适当热处理,消除应力,减小变形。
2 工艺规程的制定
在大多数情况下,复杂骨架类零件的工艺路线并不是唯一的,但在一定的生产条件下,某个具体的骨架类零件总是存在相对合理的工艺方案。
2.1 工艺路线的规划与制定
不同的骨架类零件对零件结构工艺性的要求是不同的。零件的制造,包括毛坯生产、切削加工、热处理等生产阶段,最后还要装配,所以必须全面考虑,使零件在各个生产阶段都具有良好的结构工艺性。因为加工中心能同时完成铣削、钻孔、攻丝等多道工序,工序相对集中,机床等待的非加工时间最短,所以使用越来越广泛。安排骨架类零件的工艺路线时,除通常的工艺要求外,人们还要重点考虑以下因素。
2.1.1 加工阶段的判定
粗加工阶段,骨架类零件会在较短时间内去除大部分待切削材料,导致需要的切削力和装夹力都比较大,切削温度也很高,将会引起骨架类零件产生较大的变形,同时因机械加工而产生较大内应力。但粗加工造成的内应力可以通过后续的热处理来消除,变形产生的误差也可以通过半精加工和精加工来补偿,从而保证零件的最终加工质量。
2.1.2 热处理
由于硬铝2A12-T4,属于铝-铜-镁系中的典型硬铝合金,属于可以热处理强化的铝合金类型,热处理可显著提高骨架零件的机械性能,改善金属的切削性能,消除因机械加工而产生的内应力。复杂骨架类零件的热处理工序一般会安排在粗车和铣削加工去除余量以后,进行高低温处理,也就是高温时效后再低温时效,主要目的是消除材料加工后产生的内应力。对于2A12-T4硬铝合金,一般采用冷热处理的方法,其工艺路线为先缓慢加热300~330℃;保温时间60~90min;炉冷至200℃,空冷120min,之后再放入-50℃低温箱中保冷60min。
2.1.3 表面处理
为了提高骨架零件表面的抗一般腐蚀及盐雾腐蚀的能力和导电率等,一般需要在全部机械加工完成后增加表面处理工序,最终还需喷三防漆。对于精度及公差要求高的零件表面,表面处理后会或多或少影响其尺寸精度,所以在加工阶段一般需预留一定尺寸余量给后续的表面处理,以保证尺寸精度和表面粗糙度,骨架类表面处理一般为金黄色导电氧化处理。
2.2 精度分析
准确度是指得到的测定结果与真实值之间的接近程度,而精确度是指使用同种备用样品对骨架类零件进行重复测定所得到的结果之间的重现性、一致性。因此,测定结果有可能精密度高,但精确度是不准确的。人们一般用机械状态、几何指标、物理及化学等参数来判定。
2.2.1 机床精度的影响
影响加工中心机床精度的主要有机床导轨直线运动精度、主轴的高速运转下的回转精度以及加工复杂型面时的多轴联动成形关系。其中,最关键的是主轴的回转精度,它通常由主轴轴向窜动、径向跳动及角度摆动等决定,基本决定了被加工零件的形状精度。加工复杂骨架类零件的加工中心为MAZAK公司生产的LG160A设备,它的精度目前是国内机床中较好的,其各项技术参数指标都在0.001mm之内,能确保复杂骨架的加工精度满足图纸要求。
2.2.2 减少误差的措施
一是补偿初始误差:制造出另一种新的、相反方向的误差,用以抵消原先的原始误差;二是减少初始误差:直接对误差进行消除或减少,这种方法被称为原始误差减少法,它是生产中应用最广泛的一种减少误差的基本方法;三是转移初始误差:转移到不影响加工精度,或对加工精度影响比较小的方向及零部件上;四是均分初始误差:根据原始误差大小,把工件均分为若干组,然后对各组分别进行调整加工;五是装配后加工法:采用装配后加工的方法,能很方便地解决看起来非常困难的复杂组件精度问题。
2.3 刀具路径
刀具路径包括外形轮廓铣削、钻孔、挖槽、面铣、曲面加工、多轴加工等加工操作,以及工作设定、刀具路径转换、管理和修改操作等。如图1所示,加工封闭的内轮廓表面时,若内轮廓曲线允许外延,则应沿切线方向切入、切出;若内轮廓曲线不允许外延,刀具只能沿内轮廓曲线的法向切入、切出,此时刀具的切入、切出点应尽量选在内轮廓曲线几何元素的交点处。当内部几何元素相切无交点时,为防止刀补取消时在轮廓拐角处留下凹口,如图1(a)所示,刀具切入、切出点应远离拐角,可以考虑选择中间位置,如图1(b)所示。
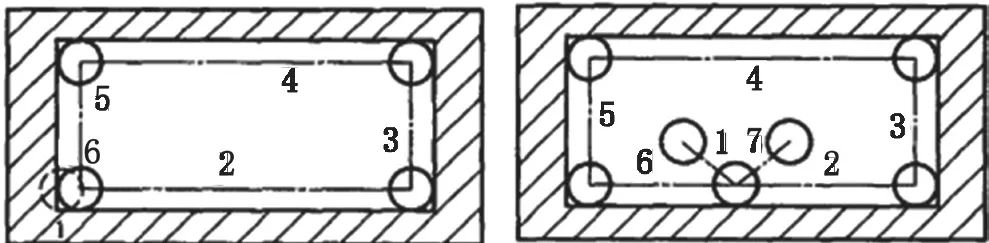
图1 加工封闭的内轮廓表面
2.3.1 加工坯料及编程原点的确定
对于复杂骨架几何图形外形加工走刀路线,先利用编程软件确认最大外形尺寸,并将图形的几何中心移与编程原点重合,加工时以零件几何中心找正并确认工件坐标系的原点。在加工时,需将程序坐标原点与工件坐标原点通过寻边器感应找正的方法将二者重合。在编制加工工艺程序时,应以操作者操作方便、容易找正为出发点安排确认。
2.3.2 规划加工刀具路径
规划复杂骨架几何图形加工刀具路径主要包括加工顺序的确认、刀具参数的设定、刀具型号的选择、切削参数的设定。
加工路线的选择主要应考虑:切削用量的加工中心设备参数、工艺路线、2A12-T4材料及表面处理要求等参数确认;尽量选择较短的走刀路线,减少加工过程中的空走刀,提高刀具有效加工时间;减少数值计算,缩短程序段的数目和编程工作量;确保复杂骨架零件的尺寸、形位公差和表面粗糙度满足图纸的要求。
3 编程模拟及上机加工
先利用CAM软件Mastercam模拟功能进行上机实体加工模拟,模拟无误后方可对复杂骨架几何图形进行实际加工中心生产制造,以最大限度地减少废品的产生及时间的浪费,提高加工生产效率。Mastercam系统拥有复杂骨架几何零件产生的刀具路径及程序刀具路径管理文件。它是一个EIA格式的文字文件,含有生成NC代码的全部辅助命令、加工准备和加工指令代码,每次加工时可以由CIMICO软件直接调用。
4 结论
数控加工工艺设计复杂多样,本文以典型零件复杂骨架为例,分析了数控加工技术的应用与实践,探究了合理高效的加工方法和加工路线。这对于保证零件加工质量,提高数控机床的使用效益和武器装备产品质量都有积极的作用。
[1]王先奎.机械加工工艺手册[M].北京:机械工业出版社,2007.
[2]刘志刚,赵晓燕.一种薄壁壳体零件的数控加工工艺研究[J].机床与液压,2016,44(14):35-37.
[3]钱东东.复杂箱体类零件数控加工工艺研究[J].制造技术与机床,2007,(9):28-30.
[4]李厚佳,周立波.面向高速切削的数控加工工艺研究[J].机械设计与制造,2010,(4):171-173.
