乙炔站安全、环保、降耗的改进措施
2018-06-22曹战国
曹战国
(唐山三友氯碱有限责任公司,河北 唐山 063305)
近几年,我国在安全、环保方面的法规越来越严格,对单位产品综合能耗的标准进一步提高。2003年中国PVC反倾销胜诉以后,高利润和低技术门槛吸引了大批投资者进入PVC行业[1],大量装置低水平重复建设,存在很多安全隐患。乙炔属于易燃易爆气体,PVC行业曾发生多起乙炔生产系统着火及爆炸事故,因此乙炔站的安全问题显得尤为重要。在环保方面,为了达到国家环保标准的要求,企业付出了高额的经济代价。电石、水等的消耗直接关系到PVC的生产成本,是PVC企业一直重视的问题,必须深入研究和创新。笔者深入PVC企业进行实地调研及认真研究,提出了乙炔站安全、环保、降耗的改进措施,供同行参考。
1 安全
1.1 电石卸车、破碎及上料系统
1.1.1 电石卸车
PVC行业内电石卸车有2种方式:①实行24 h昼夜卸车,一边卸车一边上料,尽量减少电石在破碎前的存放时间;②利用白天时间集中卸车并上料,晚上及夜间不卸车只上料。在电石卸车布袋除尘方面,一些企业没有相关设施,一些企业虽有设施但并未有效利用。因此,在电石卸车除尘方面有些企业尚未达到国家安全职业卫生标准要求。
针对上述问题,通过走访、调研,为真正达到国家职业卫生环境含尘标准≤8 mg/m3的要求,建议在设计或改造电石卸车除尘装置时,设计几个专门用于卸车的固定吸尘装置,每个卸车吸尘装置每次处理1辆车,采取“一车一卸一上(电石上料)”的方式。根据目前实际运输电石的车辆情况,建议卸车吸尘装置为长13 m(比电石运输车厢长)、宽4 m、高5 m的吸尘箱体,此箱体5面封闭(其中顶部封闭,并外延2.5 m),13 m长的一个侧面设置2个吸尘风口,另一侧面为停放电石车厢的位置,采用铲车进行卸车。为防止电石粉尘扩散,风机的吸尘风速应大一些,取0.5~1.0 m/s为宜。1套卸车吸尘装置需用15万~20万m3/h风量的引风机,并配套布袋除尘器。为防止风化,布袋除尘器收集的粉尘采用仓泵自动输送方式送至发生器电石开放斗。电石卸车除尘装置示意图如图1所示。
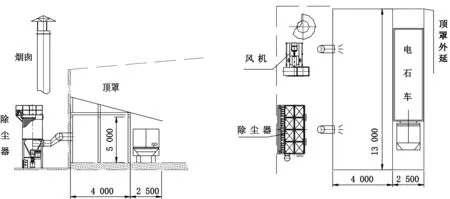
图1 电石卸车除尘装置示意图Fig.1 Diagram of dedusting device used for carbide unloading
1.1.2 电石破碎
PVC行业中大多数企业都采用粗破、细破两级破碎,设备一般采用国产颚式破碎机,个别企业只采用1台国产颚式破碎机通过一级破碎即可使电石粒径达到要求,除尘一般采用布袋除尘器。在实际运行中主要的问题有:① 国产颚式破碎机故障率高,粗破时大块电石经常卡住粗破机入口,或电石上料夹带其他异物导致入口卡料。②因除铁器效果不好,导致矽铁等杂质进入细破机,使细破机卡料,严重时会损坏细破机。③粗、细破机因吸尘口设计及除尘管道、风量设计不合理,导致除尘效果不理想,达不到国家安全职业卫生标准要求。
近几年,笔者调研了冶金等行业破碎机的使用情况,建议粗破机选用国际知名厂商的颚式破碎机,其运行稳定,故障率低。这些设备在国内冶金、采矿行业应用较普遍,值得氯碱行业借鉴。为防止粉尘扩散,粗破机最好放置在地面以下,采用地坑式上料,并设置吸尘收集护罩。细破机建议选用国际知名厂商的圆锥形细破机,其特点是破碎过程在封闭空间中进行,粉尘不易外逸,只在电石进、出口产生少量粉尘,设置吸尘收集护罩后也较容易收集。为达到除尘效果,建议各个吸尘口的风速不小于2.0 m/s。为防止风化,布袋除尘器收集的粉尘采用仓泵自动输送方式送至发生器电石开放斗。
除铁器的选型及设计对保护细破机的稳定运行至关重要,否则较重的矽铁等杂质进入细破机后容易导致细破机轴承损坏。此方面可以调研大型电厂、港口煤炭输送行业如何除铁,并加以借鉴。建议在粗破机至细破机之间设计3道大磁力除铁器,磁场强度以150 G(高斯)为宜。之所以选择大磁力除铁器,主要是考虑有些杂质较重,甚至可能达到50 kg左右,需要150 G的磁力才能将其除掉。之所以选择3道除铁器,主要是考虑有些杂质可能压在电石下面,只设置1道除铁器的话可能有所遗漏。
1.1.3 电石输送及料仓
PVC行业中大多企业采用皮带运输,有些企业为了节省占地空间采用斗提机输送;电石料仓则采用钢筋混凝土结构。存在的问题主要有:粗破机、细破机、皮带之间的倒料口、料仓进出口、发生器开放斗进料处等位置二次扬尘污染严重;电石料仓可能聚集乙炔气,有空爆危险。
为了防止电石料仓聚集乙炔气,建议在料仓顶端以下1 m位置处安装乙炔或氧气在线分析检测仪,并利用电石料仓顶部的除尘吸风装置分离出部分气体。除尘吸风装置的除尘口安装于料仓顶部的4个角,不间断吸风。不建议电石料仓下部设置充氮设施,因乙炔气的密度比空气小,其主要聚集在电石料仓顶部,要想用氮气将乙炔气赶出,需要的氮气量较大,经济上不合算。定时从电石料仓中上部取样分析乙炔或氧气的含量,来校验在线分析仪的准确度。在粗破机、细破机、皮带下料口、电石料仓进出口等扬尘点,要设计较长距离的粉尘收集防护罩,并注意吸风口风速应大于2 m/s。在发生器电石进料开放斗处,为防止粉尘飞扬,不仅皮带下料口要封闭处理,开放斗其他部分也要进行封闭处理。
1.2 乙炔发生器及乙炔清净系统
1.2.1 乙炔发生器
目前,PVC行业中的乙炔生产技术有干法和湿法2种,其中应用较多的是湿法工艺。在安全方面,湿法工艺易出现的问题主要为:电石的加料系统、发生器底部矽铁排渣系统、发生器本体和乙炔气管道等处的乙炔气泄漏,导致着火及空爆。而干法工艺主要存在的问题为:当电石反应不完全时,排渣后会产生大量乙炔气导致空爆;发生系统各个部位因设备腐蚀、老化、震动等原因导致乙炔气外逸,产生着火或空爆。
无论从安全还是降耗角度考虑,避免乙炔气泄漏是PVC行业中须解决的关键问题。电石加料系统的组成为开放斗、上储斗、下储斗,电石在进入发生器前逐级下料,中间的上储斗主要起到隔离置换的作用,电石通过三级储斗进入发生器中。PVC行业中大多数企业采用人工远程加料控制系统,操作人员通过现场敲击料斗发出的声音来判断每个储斗内电石的下料情况,还属于半自动化控制。这就需要操作人员时刻关注发生器的运行状态,劳动强度很大,经验不足的操作人员无法做到安全操作,同时存在操作人员疲劳导致误操作的风险。近几年,有些企业尝试将加料控制系统升级改造为自动化控制系统,按照实际的操作流程,细化中间控制需要的各项参数,靠自动化程序实现一键操作,操作人员只需定期对操作界面进行确认即可,即使出现故障,系统也会及时报警,可随时切换为手动控制系统,对故障进行处理。每个储斗均安装有监测装置,通过监测反馈的信号及时得知电石下料情况,使得判断更加科学、准确。同时,还可在开放斗安装高清摄像头,在自动上料过程中进行实时监测。上述改造确保了电石加料系统的安全稳定运行,节省了人力资源,降低了劳动强度,提高了工作效率,值得行业推广。
在反应过程中,电石中掺杂的矽铁需要定期从发生器底部排出,这需要操作人员现场操作。DN350排渣管的瞬时排渣量较大,操作人员需要与控制中心密切配合来确认液位情况。在排渣前需要询问液位,排渣后需要再次询问,如此反复进行,直到排渣结束,操作既烦琐又不安全。目前,有些企业将发生器液位信号装置安装于发生器排渣控制区,操作人员在排渣时可随时看到发生器的液位变化,只需在排渣前向控制中心汇报准备,之后完全由操作人员自己控制,安全可靠性较高。此外,还可以进一步研究自动排渣操作,从理论上讲是可行的。
1.2.2 乙炔清净系统
在安全方面,乙炔清净系统存在的主要问题是:①粗乙炔气中含有的硫化氢、磷化氢、砷化氢等酸性杂质腐蚀设备。②用次氯酸钠或浓硫酸去除硫、磷等杂质的过程中,次氯酸钠、浓硫酸腐蚀设备,导致乙炔管道、水洗塔、冷却塔、清净塔、乙炔压缩机等局部泄漏乙炔气,存在着火或空爆的危险。③在配制次氯酸钠过程中,由于次氯酸钠浓度不稳定,有时有效氯质量分数≥0.12%,导致清净过程中乙炔与次氯酸钠剧烈反应,局部系统发生爆炸。④用浓硫酸清净时,浓硫酸温度控制偏高,导致浓硫酸和乙炔发生剧烈反应,有爆炸的危险。
近年来,为了预防乙炔管道腐蚀泄漏,有些企业采用了质量较好的耐腐蚀材料,如在冷却塔后采用衬塑、衬胶的管道、塔器,较好地解决了腐蚀导致的泄漏问题。在这2种材质中,衬胶的性能更好一些,抗老化时间和使用寿命较长。对于乙炔压缩机,容易出现腐蚀的部位主要有液环压缩机乙炔气进气联箱、压缩机筒体、循环液水冷却器等,有些企业将这些部件的材质更换为316L不锈钢,收到了较好的耐腐蚀效果。此外,对乙炔液环压缩机循环液水冷却器的循环介质定期加碱液来控制其pH值,保证循环介质始终为碱性,并定期补充新介质排放旧介质。
在乙炔清净过程中,采用低浓度的次氯酸钠溶液作为粗乙炔气中杂质的氧化剂,有2种配制工艺。
(1)现场直接配制。
采用烧碱系统氯氢处理工序送来的氯气、质量分数1.4%~1.7%的烧碱、生产水在文丘里反应器中进行人工配制,并定期对配制浓度以及清净过后的废次氯酸钠浓度进行监测取样,及时调整次氯酸钠浓度,以达到彻底去除硫、磷等杂质的目的。这种在现场直接配制的方法需要操作人员有较丰富的生产操作经验,才能确保配制的次氯酸钠含氯质量分数在0.085%~0.120%,且pH值在7~8,否则一旦含氯质量分数≥0.15%且pH值≤7,次氯酸钠就有可能与乙炔剧烈反应生成氯乙炔而发生爆炸。另外,如果次氯酸钠含氯质量分数≤0.06%,则粗乙炔气中的硫、磷等杂质可能去除不彻底。为了更加完善次氯酸钠配制操作的安全条件,有些厂家在配制后的管道上安装了在线pH值及ORP在线分析仪,辅助操作人员进行配制,实践证明其在安全上起到了较好作用。
(2)在烧碱工序将高浓度的次氯酸钠溶液稀释配制成合格浓度的次氯酸钠溶液。
采用烧碱工序产出的质量分数11%~13%的次氯酸钠溶液,通过在线质量流量计计量加入生产水,配制出规定浓度的次氯酸钠溶液,可实现自动化控制,次氯酸钠溶液质量分数的精度可提高至0.1%,避免了人工手动调节阀门的不准确性。此外,大型电石法PVC生产企业可能有2~3套粗乙炔清净系统,如果集中在烧碱工序配制次氯酸钠溶液则更加科学、可靠,同时也是降低人工操作成本的一项措施。
采用质量分数98%的浓硫酸溶液作为粗乙炔气杂质的氧化剂是可行的。但一定要控制好浓硫酸循环液冷却温度(8~10 ℃)及清净液反应温度(≤35 ℃),否则浓硫酸溶液与乙炔可能发生剧烈反应而爆炸。
2 环保
2.1 电石渣浆的回收利用
无论湿法还是干法乙炔生产工艺,乙炔站环保治理的主要难点问题之一是如何对电石渣浆进行处理,使其变“废”为“宝”。电石渣浆的综合利用已成为国内电石法PVC企业可持续发展的关键。目前,PVC行业中电石渣浆的处理主要采用以下4种方法。
(1)将电石渣浆应用于其他化工生产工艺中,作为化工原料。例如,应用于氨碱法纯碱生产的氢氧化钙蒸馏氯化铵生产工序,或应用于氯醇法环氧丙烷生产中的皂化反应[2]。
(2)用作燃煤电厂烟道气脱硫处理时的原料。
(3)西部地区绝大多数电石法PVC企业将电石渣浆用于生产水泥。
(4)将电石渣浆压滤后直接出售,用于周边道路的建设。
但是,从经济效益上讲,除第1、2种方法直接作为化工生产中的原料,经济效益较好外,第3、4种方法基本是处于微利或亏损状态。此外,第1、2种方法虽好,但PVC企业周边须有相应的配套企业才可进行回收利用,一般企业实施难度很大。
目前,PVC行业中基本都是在利用氧化钙或氢氧化钙这2种物质。针对于此,唐山三友氯碱有限责任公司通过试验研究,提出对电石渣浆重新利用再制造电石的电石渣浆利用新方法,供同行参考。具体的思路为:将电石渣浆经板框压滤后(含水质量分数约35%),在高压下压制成球状,以提高其强度及进一步降低其含水质量分数(5%~10%),再进行烘干进一步去除水分,并将球状电石渣加热到700~900 ℃,使其分解成球状氧化钙。试验结果表明:氧化钙的质量分数为95%左右,所含杂质(铁、硫、磷等)的含量也很低。这主要是因为在电石发生、乙炔清净的过程中,绝大多数二氧化硅、铁等杂质都通过发生器的排渣系统(指湿法乙炔生产工艺)得以去除。清净后的含磷酸盐的废次氯酸钠溶液经处理后再循环用于次氯酸钠配制用水,且有30%的废次氯酸钠溶液分流去其他工序综合利用,这样带到电石渣浆中的磷酸盐就很少了[3]。在清净过程中,硫化物杂质经氧化后变成硫酸盐,部分硫酸盐附着在管道壁上。因此,电石渣中的硅、铁、磷酸盐、硫等杂质含量很低,最终得到的氧化钙纯度较高。
此外,因工业上电石生产采用“移动床”生产工艺,这就要求原料兰炭及氧化钙必须具备一定的抗压强度,以保证电石生产过程中产生的一氧化碳顺利排出,即提高氧化钙的抗压强度是解决电石渣综合利用的关键。中国矿业大学化学与环境工程学院王志帅等[4]的研究的结果表明:添加一定量耐高温材料的黏结剂后,通过提高成型压力可以提高氧化钙的抗压强度。这是由于黏结剂在高温下会形成纤维状晶体穿插于氧化钙颗粒之间,显著提高了氧化钙的抗压强度。因此,根据这一研究结果,由电石渣制得的氧化钙经提高抗压强度后,理论上可用于电石的生产。
由于很多电石法PVC企业都配套有电石生产装置,因此将电石渣作为电石生产原料循环利用具有很好的可行性,既降低了电石生产成本,又节约了矿产资源,希望有实力及感兴趣的企业、科研院所进一步深入进行工业化研究。
2.2 废稀硫酸的处理
在乙炔清净系统中,如采用浓硫酸氧化清净技术,那么废稀硫酸如何处理则成为困扰PVC企业的难题。这种废稀硫酸因含有杂质,不能直接综合利用。
目前,有的PVC企业将废稀硫酸直接与电石渣浆混合反应后留在渣浆中。笔者认为此种方法不可取,因在反应过程中会产生污染物质,对环境造成二次污染。目前,较好的处理方法是通过加热来分解稀硫酸,将其分解成二氧化硫气体,再氧化成三氧化硫来制取浓硫酸。该方法虽然成本略高,但较好地解决了废稀硫酸的处理问题。
3 降耗
3.1 电石消耗
在电石法PVC生产中,电石原料成本占PVC总成本的70%左右。近年来,随着电石法PVC生产技术的进步,在VCM合成、VCM聚合、VCM回收等方面应用了大量的先进生产技术,逐步实现了环保、节能、降耗的目的。因此,在电石法PVC生产中,在保证电石质量稳定(平均电石发气量≥292 L/kg)的前提下,降低电石消耗的关键因素是乙炔站的管控。目前,PVC行业中电石单耗差距较大,电石单耗较低的为1.32 t,较高的为1.40 t。乙炔站影响电石消耗的因素主要有以下3个方面。
3.1.1 电石卸车、破碎、上料系统
如果采用白天集中卸车,晚上不卸车的电石卸车方式时,电石在空气中暴露的时间较长,部分电石粉化严重。对电石罩棚中的电石进行粉化试验,结果表明:在沿海地区,粒度500 mm左右的电石,春季放置24 h后粉化比例大约是1.5%,夏季是2%~2.5%(雨季是3%~3.5%),秋季是1.5%,冬季电石粉化比例最低,是0.5%~1%。因此,采用“一车一卸一上”的卸车方式能降低电石消耗。
电石粉尘的回收利用也影响电石消耗。电石在卸车、粗破、细破、料仓上料过程中,利用布袋除尘器可回收产生的电石粉尘。目前,多数PVC企业采用人工装卸回收至电石料仓的方式。这种方式电石的自然粉化率高(因整个过程中细小的电石粉尘在空气中停留时间较长),又会使电石粉尘产生多次扬尘,不符合安全环保规范的要求。目前,较好的电石粉尘回收输送方式是采用密闭仓泵将粉尘自动回收至乙炔发生器进料斗,可以达到安全、环保要求,同时又可降低电石粉化率、节约人力,值得行业推广。有些PVC企业考虑电石粉尘回收利用不安全,在发生器中可能产生爆气危险,因此没有进行回收利用。实践证明:及时、间断地少量回收利用电石粉尘,不会产生爆气危险。
3.1.2 乙炔发生装置
乙炔发生装置是乙炔站的核心部分,也是影响电石消耗的主要因素,存在的问题主要有以下4方面。
(1)控制好乙炔发生器的反应温度。电石的水解反应是放热反应,如果控制温度过高,到达95 ℃以上时,会导致反应剧烈,存在安全隐患,此时乙炔气会发生自聚反应生成乙烯基乙炔等杂质,并使乙炔气水含量增大。常压下乙炔气在水中的溶解度随温度变化很大,1 m3水在70 ℃下可溶解0.25 m3乙炔,在80 ℃下为0.15 m3,在85 ℃下为0.10 m3,在90 ℃下为0.05 m3。因此,从安全、消耗整体综合分析,乙炔发生器的反应温度应控制在85~90 ℃。此外,PVC行业中普遍应用的电石渣浆乙炔回收技术,也是一个较好的降低电石消耗的措施。
(2)控制好乙炔发生器的排渣次数。根据电石在水中的溶解度计算得出,在正常排渣次数(即4斗进料排渣1次)、反应温度85 ℃的条件下,排渣对电石单耗的影响幅度为1.5~2.0 kg。目前,因各个PVC企业的电石质量各不相同,乙炔发生器的排渣次数也不尽相同。排渣较频繁的为电石进料2次排渣1次,排渣较少的为电石进料8~10次排渣1次。根据经验可知,排渣次数多是导致电石消耗高的原因之一。因此,根据电石质量的不同,在保证生产安全、稳定的前提下,应尽量减少排渣次数。若能从4斗进料排渣1次延长到8斗进料排渣1次,则可降低电石消耗0.75~1 kg。
(3)对电石给料下储斗设置氮气保护,可有效防止纯度较高的乙炔气上升至上储斗内,避免上储斗活门打开时乙炔气外排浪费。目前,PVC行业内的大多数企业都在发生器下储斗处设置了氮气冲量保护装置,保证微量氮气在下储斗以下形成密封的云团,既可有效阻挡乙炔上升,又不会对乙炔纯度造成影响。下储斗氮气保护装置示意图如图2所示。
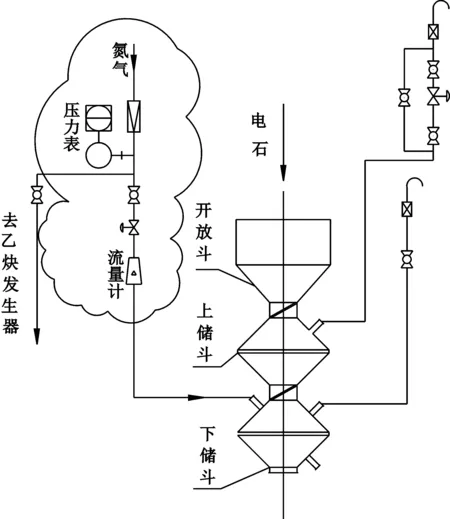
图2 下储斗氮气保护装置Fig.2 Nitrogen protective device for lower hopper
(4)当电石发气量≤290 L/kg时,应控制好发生器底部的给水量。目前,PVC行业中的湿法乙炔发生器,一般是按照电石发气量在290 L/kg以上设计的。相应地,电石自发生器上部移动到发生器底部一般按照20 min来设计。当电石发气量为290 L/kg、电石粒度为50~80 mm时,电石完全水解的理论时间约为16.57 min。若电石发气量≤290 L/kg时,电石反应速度降低,电石在发生器中不能彻底反应,未反应的电石被渣浆包裹得很严密,只有靠发生器底部大量给水才能将包裹在电石外部的渣浆及时冲洗掉,电石才能和水进一步接触继续发生反应;否则,未反应完全的电石就随着渣浆排出发生器而造成浪费。因此,当电石质量较差时,必须加大发生器底部的给水量,才能使电石反应完全,降低电石消耗。
3.1.3 乙炔气清净系统
在正常生产中,乙炔气清净系统对电石消耗的影响较小。需要完善的方面主要是做好乙炔冷却器冷凝液、乙炔气柜排水、乙炔管道输送倒淋液、乙炔液环压缩机循环液排放液等及时密闭回收至发生器废水罐,因为它们都溶解有乙炔气。此外,为降低电石消耗,对含有乙炔的废次氯酸钠溶液也不能直接排放,可以将其密闭回收至发生器废水罐,或经过真空脱除乙炔后外送到其他工序。
3.2 水消耗
在电石法PVC生产中,如果将聚合废水经处理后综合再利用,那么水消耗主要产生在乙炔站。理论上,1 t电石水解需要用水0.56 t[5]。对于湿法乙炔生产工艺而言,电石渣浆经板框压滤后,一般含水质量分数为35%,则1 t电石产生的电石渣浆约带走0.623 t水,1 t电石理论上用水约为1.183 t。电石单耗按1.35 t计(下同),则生产1 t PVC乙炔站至少需要水:1.183×1.35=1.596(t)。对于干法乙炔生产工艺而言,电石渣含水质量分数在5%~10%,按7.5%计,则1 t电石产生的电石渣浆约带走0.135 t水,1 t电石理论上用水约0.695 t,生产1 t PVC乙炔站至少需要水:0.695×1.35=0.939(t)。因此,干法乙炔工艺最大的优势就是比湿法乙炔工艺节约了大约40%的水。
对于湿法乙炔生产工艺,电石水解对水的质量要求并不高,如何综合利用所产生的废水十分重要,要根据发生器电石水解反应的状况及电石渣浆的不同应用,综合考虑废水所含有的杂质成分。现根据PVC行业内的经验,提出以下3点建议。
(1)对于发生器反应用水,如果其来自聚合离心母液及聚合釜冲洗废水,其中若含有微量的有机表面活性剂,或废水中含有有机高级酸,则在发生器内会同氢氧化钙发生反应,生成有机表面活性剂,可能在发生器内产生大量泡沫,并使发生器内部压力上升,影响生产负荷。因此,为了利用好聚合废水,就要研究调整聚合配方,减少聚合废水中的表面活性剂等杂质含量。
(2)将电石渣用于生产水泥、修路建设的PVC企业,要考虑反应用水中含有的氯离子所产生的不利影响。用于生产水泥时,因氯离子含量高会对混凝土中的钢筋有腐蚀危害,所以要求水泥中氯离子质量分数≤0.06%;用于修路建设时,氯离子含量高也会对环境产生污染。因此,PVC企业要严格注意反应用水中氯离子的含量,不能回用烧碱淡盐水、树脂塔废水、烧碱机封废水等含有氯离子的废水。
(3)用次氯酸钠溶液清净粗乙炔时,必须将废水中的次氯酸钠处理后再用于配制次氯酸钠。同时,为防止盐等杂质聚集,必须分离出1/3的量用于其他应用,且分离出的废次氯酸钠也必须处理后才能再次利用,现行业中已经有这方面技术。
4 结语
安全方面,通过深入研究、借鉴行业内外生产工艺,在电石除尘、除铁、料仓、发生器自动加料、排渣、次氯酸钠配制细节上须进一步完善,并加大电石破碎、乙炔液环压缩机、清净塔器管道等设备的投入及材料更新改进,使乙炔站更加安全、稳定运行。环保方面,结合企业自身实际,深入研究电石渣浆再利用技术,变废为宝,提高企业竞争力。降耗方面,对发生器操作温度、排渣频率、底部的加水量、下储斗加料充氮、乙炔清净系统废水回收、乙炔回收以及发生器废水再利用等方面细化操作,进行电石粉尘回收自动化改造,进一步降低电石和生产水的消耗。
[参考文献]
[1] 邴涓林,李承志.我国PVC产业发展分析[J].中国石油和化工经济分析,2009(7):35-38.
[2] 陈炳谦,曹占国,苏永学,等.改进生产工艺实现电石渣浆循环利用[J].中国氯碱,2007(6):41-43.
[3] 吕彦玲,田野,曹战国,等.电石法PVC生产中废水除磷、硫技术研究[J].中国氯碱,2016(4):37-39.
[4] 王治帅,公旭中,王志,等.电石渣制备高强度氧化钙及其含碳球团循环生产电石[J].中国氯碱,2017(1):42-46.
[5] 郑石子,颜才南,胡志宏.聚氯乙烯生产与操作[M].北京:化学工业出版社,2008.