铝合金车体大部件的参数化编程工艺
2018-06-21中车株洲电力机车有限公司湖南412001张少林
■ 中车株洲电力机车有限公司 (湖南 412001) 张少林 邓 浩

高速动车的铝合金整体大侧墙在焊接后产生的变形对数控加工的要求十分严格,大侧墙的加工具有加工量大、结构重复且具有一定的模块化等特点。目前铝合金车体大部件在大型龙门式五坐标加工中心FOOKE机床上进行加工,数控系统为西门子840D,同时具备RMP60探头的测量系统。利用该系统具有参数传送的子程序功能结合RMP60探头的测量功能,可以更加快速便捷地完成大侧墙的加工,使产品加工更加“模块化”。
1. 子程序的参数传送
以“P R O C”标识启动程序,程序在运行过程中自动调用在子程序中设定的参数(最多可设立127个,参数与参数之间用逗号隔开),在调用具有参数传送功能的子程序时,可以将主程序中现有的参数值传送给子程序的正式参数,并在子程序中执行处理。传送方式有只传送数值(按值调用)和以数据交换传送参数(参考调用)两种。本文将着重介绍怎样运用第一种传递方式。
只传送数值的方式(Call-byvalue),是在执行子程序过程中改变但不影响主程序。其工作模式为主程序赋值→子程序执行→执行完毕→向主程序申请新的赋值。以数据交换传送参数(Callby-reference),所传送的参数在执行子程序过程中改变,同时又对主程序产生影响。其工作模式为主程序赋值→子程序执行→执行完毕→和主程序交换新的赋值。
在调用时,须在主程序前使用调用指令“EXTERN”,同时说明子程序名称,并按照传送顺序说明变量类型。如:EXTERN N A M E(T Y P1,T Y P2,T Y P3…)或EXTERN NAME(VAR TYP1,VAR TYP2…)。
2. 大侧墙产品加工分析
高速动车大侧墙的加工要素主要分为C形槽、端部门立柱焊接口、显示屏接口、窗户等部分。如图1所示可知,大侧墙中的C形槽以及窗户口部分形状轮廓基本一致,只有局部的尺寸不同,因此此区域可以作为一个基本单元进行编程和加工,同时配合不同的测量程序以及测量补偿值进行加工,这就使得具有参数传送的子程序可以很好的运用在大侧墙的加工中了。
因大侧墙板材在组焊之后会产生不可控的焊接变形,为了在加工过程中更加精确,加入了RMP60探头的测量。探头在激活的模式下,一旦接触到固定物体时,探头就会发出无线电信号,传输到设备控制系统后,经CNC后置处理,配合测量系统相应的测量程序,可以在产品上自动提取实际值或者理论值的相对值。同时将探头提取的数值记录在R值中,方便查看和调用。
在大侧墙C形槽加工中,在每一段C形槽的起始点以及终点测量出两个数据,再将数据带入到加工的程序中作为补偿值,可以极大的降低人工的测量失误和劳动强度。
3. 大侧墙的加工编程
因为引入了具有参数传送的子程序,所以C形槽的加工程序将变得十分的直观和简单(见图2)。
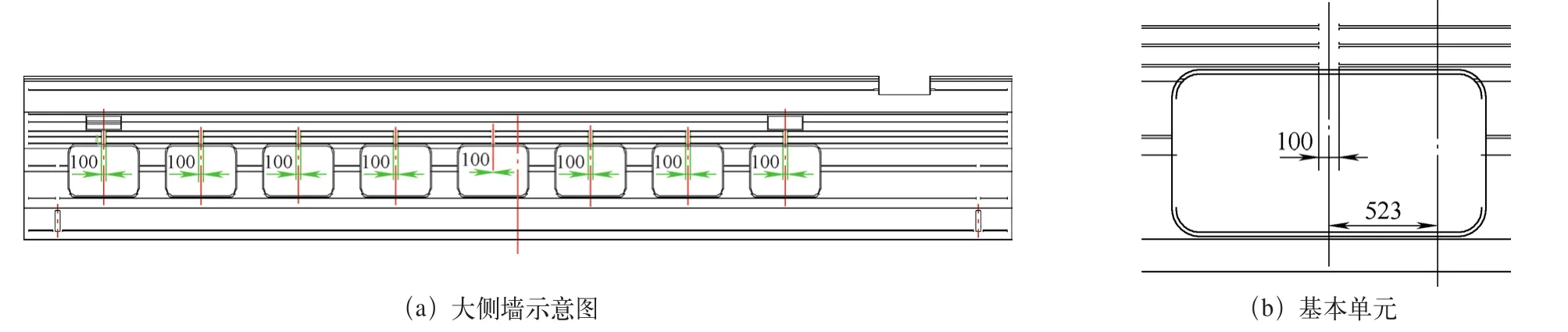
图1 大侧墙示意图及基本单元
如图1、图2所示,大侧墙由窗户和C形槽组成一个基本单元,按照一定的间隔排列,同时C形槽的坐标位置都已标注出来。正是因这种特殊结构,将C形槽的加工能够用模块化参数传送的子程序进行设计,主程序按照一定的参数调用就能够实现快速加工。
编写子程序首先要确认所需变量如下:①加工的位置、C形槽的起始坐标、终点坐标。②所选用的切削参数。③其他辅助参数,如RMP60探头测量的补偿值。具体说明见表1、表2。
4. 结语
本文通过分析高速动车铝合金车体大部件的结构特点以及加工要求,通过寻找产品中结构相同的工序,研究利用西门子840D系统中参数传递子程序功能,以车体侧墙C形槽加工为例,实现了铝合金车体大部件数控加工中的测量补偿、子程序编程、子程序参数传递等关键技术,使得编写修改加工程序、固定走刀路线、循环加工更加便捷高效。

图2 大侧墙C形槽示意图

表1 单段C形槽的具有参数传送的子程序以及说明

表2 批量调用具有参数传送的子程序示例以及说明
[1] 徐鸿本. 机械加工工艺手册 [M].辽宁科学技术出版社,2015.
[2] 张忠海,孟浩天. 铝合金车体大部件数控加工中的关键技术 [J].工业b,2017(2):240-240.
