激光淬火技术在大模数齿圈齿面表面强化上的应用
2018-06-20杨泽华马战勋刘丽敏
■ 杨泽华,马战勋,刘丽敏

齿轮失效形式主要是接触疲劳导致的点蚀和弯曲疲劳导致的齿根折断。为了提高齿轮的疲劳强度,一般采用表面强化处理。传统的齿面强化工艺有:中频感应淬火、高频感应淬火、渗碳、渗氮、碳氮共渗等方法。但这些方法存在淬火零件变形较大、热处理时间长以及费用较高等问题。另外,对于大模数、超大直经(m≥12,直径≥3000mm)齿圈齿面采用传统淬火前还需预留机加工余量,淬火后必须采用大型磨齿机进行磨齿校正处理。激光淬火相对于传统表面强化方法具有变形小、热影响区小、可精确控制淬火区域、硬化层均匀,以及热处理后不需后续加工等优点,适于大模数、大直径齿圈的表面强化。
虽然数控激光淬火技术在中小型零件上已广泛应用,但对于大模数、超大直径齿圈齿面激光淬火在国内尚属首次,国外相关报道也很少。本文通过先在专用仿形试料上进行激光淬火试验,进而扩大到大模数齿圈齿面激光淬火工艺的工业化应用。
1. 试验过程及说明
试样材料:45CrNi钢(调质状态)。试验设备:GSTFL-6000型6kW横流CO2激光器。
(1)试料准备 为了保证试验结果与工业化试制结果相符,试样采用数控线切割技术加工出同种材料同一状态,相同模数的仿形齿圈一段共8个齿,选其中3个齿作为样块分别编号为1-1、1-2、2-1、2-2、3-1、3-2。
(2)工艺参数及说明 为了达到节能降耗的目的,引用一种先进的发明专利方法《采用轴侧吹气降低激光表面淬火功率的方法》(专利号:150204196404052111),制订本试验参数。
激光功率为2200~3000W,采用宽带扫描,带宽尺寸16mm,离焦量为40mm,扫描速度为6~13mm/s。在激光淬火前清理试料表面油污并在齿面喷涂吸光涂料。齿面激光淬火时,应采用轴向分齿搭接扫描。先扫描齿顶部(AC),后扫描齿根部(BD),每相隔3~5齿进行一次扫描(见图1)。齿顶部激光垂直照射有功功率高,激光功率宜采用中下限,齿根部激光倾斜照射有功功率小,激光功率宜采用中上限。采用宽带扫描系统。利用积分聚焦镜把点光源(φ5mm)变成线光源(1.5mm×16mm),线光源的功率密度分布在长度方向上近似正态分布,工件受热均匀,而且相比点光源淬火生产效率提高3~4倍。初步确定的试料淬火工艺参数如表1所示。
2. 结果检测
(1)硬度检测 用LETTZ型显微硬度计对淬火层横断面进行硬度测量,如表1所示。
从表1可看出:在确定的工艺参数范围内激光处理的试件,经理化检测,齿顶和齿根部位淬硬层深度在0.60~0.95mm。各参数之间符合硬化层深度正比于功率密度(单位面积的激光能量)。
(2)显微法与金相法检测 经宏观检测,试样1-1、试样3-2表面质量最好,无熔化现象。固选用该两个试样进行金相检测。金相试样采用线切割机沿横断面截取并经研磨抛光后用腐蚀液腐蚀淬火层观查显微组织,如图2~图5所示。
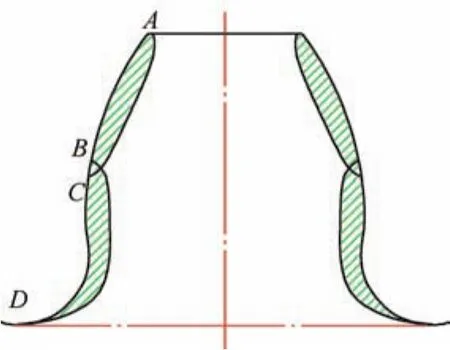
图1 激光淬火示意
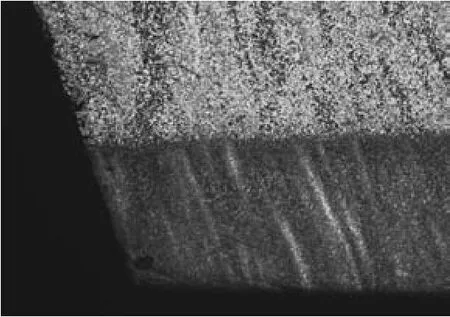
图2 齿顶激光淬火区域(50×)
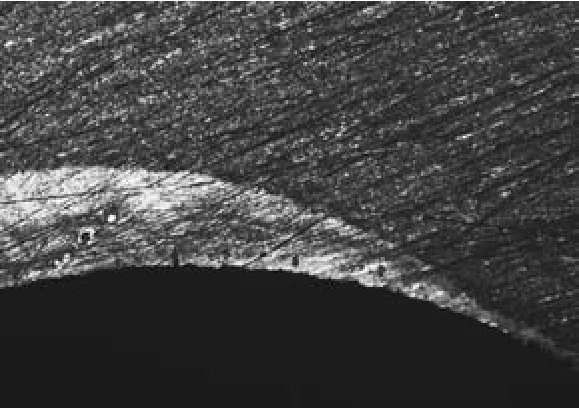
图3 齿根激光淬火区域 (50×)
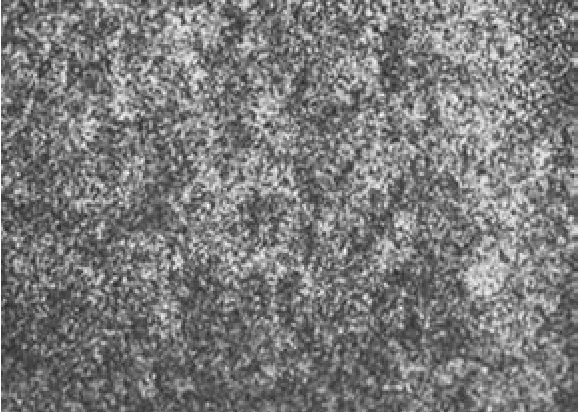
图4 齿面激光淬火显微组织(500×)
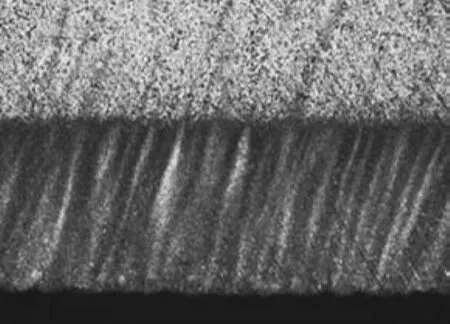
图5 齿面激光淬火最深区域(50×)
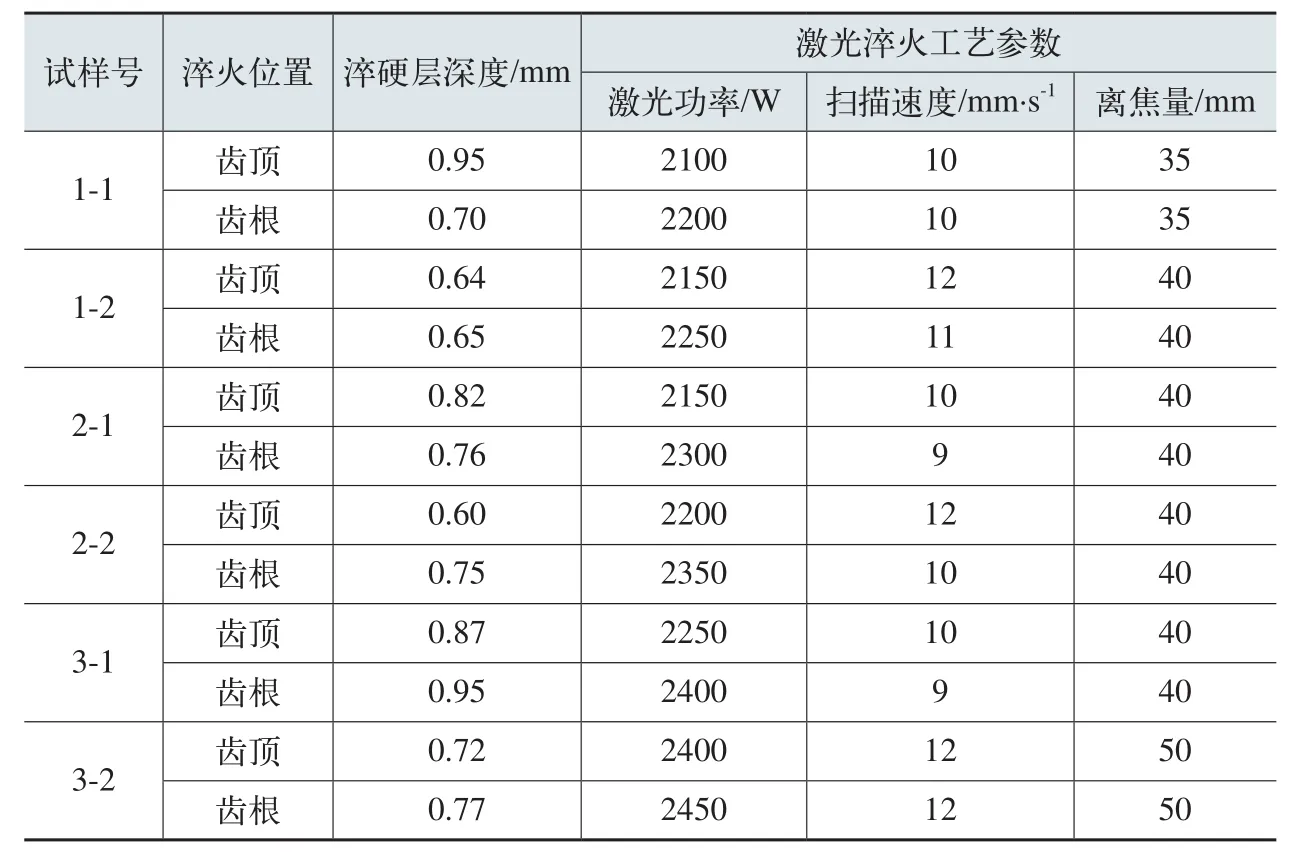
表1 激光淬火硬化层深度检测值
采用MM6型金相显微镜对淬火层断面和金相组织进行检测,结果如表2所示。
从表2检测结果看,激光淬硬层组织为马氏体,淬火层硬度在708.57~765.02HV(59.5~62HRC),说明激光硬化层硬度、组织均匀一致,并且采用显微硬度法检测的硬化层深度与表1中采用金相法检测的硬化层深度基本一致。淬硬层深度和硬度均能达到大模数齿圈的技术性能要求。
(3)激光硬化原理分析 通过金相法和显微法分析,激光淬火层分为相变区和过渡区,相变区的组织主要由超细马氏体组成。45CrNi材料表面在激光辐照下,瞬时奥氏体化(加热速度可达104~109℃/s)。金属材料中的碳化物以及合金元素完全溶入奥氏体中,极大的过热度造成相变驱动力很大,使奥氏体的形核数目增多,相变形核的临界半经很小。激光辐照移开后材料自激冷(冷却速度可达104℃/s),使得超细奥氏体来不及长大,相变产物得到超细马氏体组织。并且在激光瞬时加热下,工件表面形成超强光压,使材料表面发生塑性变形,形成残余压应力,从而使显微组织中位错密度增加。激光淬火后的硬度沿横截面深度方向均匀分布。综合以上机理,激光淬火的强化机制有固溶强化、细晶强化、位错强化,使材料表面的综合性能得到很大改善,耐磨性、抗疲劳性显著提高。
3. 试验结论
(1)试件激光处理表面硬化层深度、硬度和淬火组织均匀。
(2)确定的试件齿面激光淬火工艺参数合理、可行,可以在大模数、大直经齿圈零件上做工业化试制。
4. 工业化试制
(1)前处理 在激光淬火前清理试件表面油污并均匀喷涂吸光材料。
(2)装夹 在激光淬火时,为了保证数控激光淬火机床能够准确实施分区淬火,即淬完第一个齿后隔3~5个齿淬第二个齿,并精确控制淬火区域,在装夹过程中必须使试件与旋转轴同心。
(3)工艺参数确定 根据理论计算和试验测得的结果,制订的优化工艺参数如表3所示。
(4)试制结果 齿圈齿面淬火后,经直径方向尺寸检测和平面度检测均符合零件的图样设计要求。
(5)使用效果 首批试制X件大模数齿圈,经使用一年后检测没有出现接触疲劳导致的点蚀和弯曲疲劳导致的齿根折断等质量问题。随后又分批连续生产××件大模数齿圈,经使用5年后复检依然没有出现接触疲劳导致的点蚀和弯曲疲劳导致的齿根折断等任何质量问题。
(6)激光淬火技术优势 表4对比了分别应用激光淬火技术与传统中高频感应淬火技术两种方法强化齿圈的各项性能参数。
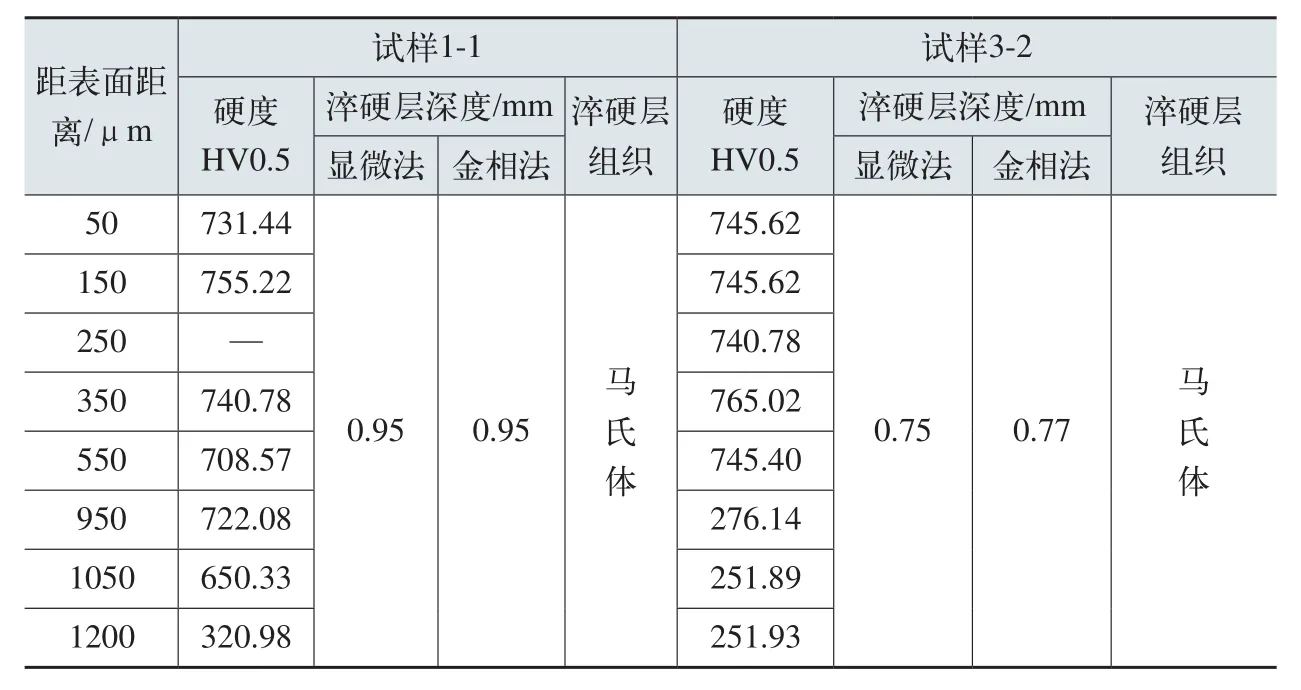
表2 硬化层硬度、深度和组织检测结果
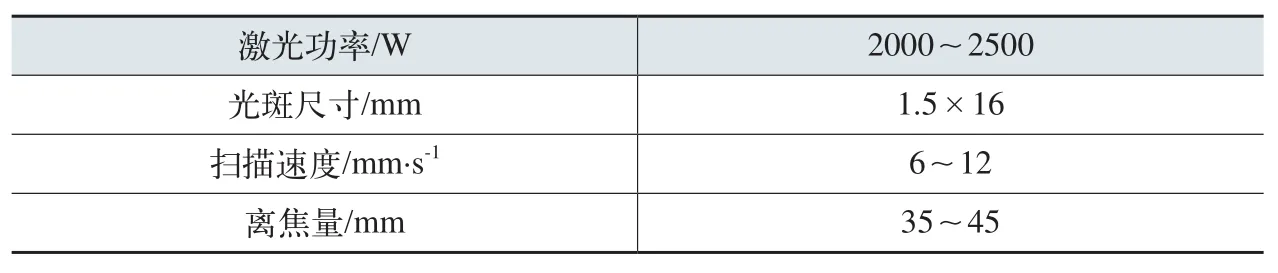
表3 激光淬火工艺参数
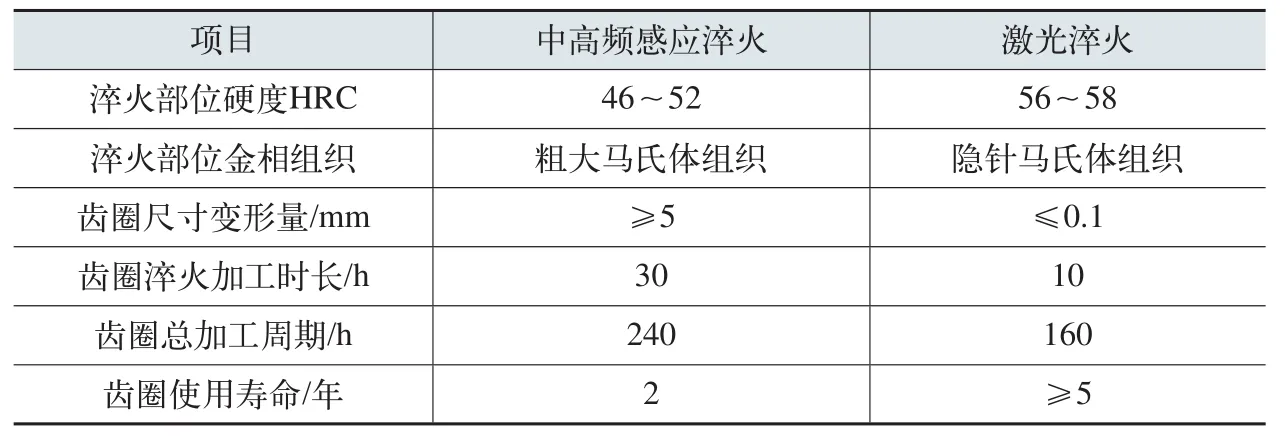
表4 激光淬火与传统中高频感应淬火强化齿圈的性能比较
5. 结语
(1)大模数齿圈齿激光处理表面硬化层深度、硬度和淬火组织均匀。
(2)确定的大模数齿圈齿面工业化激光淬火工艺参数合理、可行。
(3)大模数齿圈齿面采用激光淬火工艺后,其耐磨性、抗疲劳性、综合力学性能均达到零件技术性能要求,外观尺寸满足图样设计要求,数控激光淬火技术适合工业化应用。
(4)大模数齿圈齿面采用激光淬火后相较传统中高频感应淬火,零件的总机械加工周期缩短了30%。
(5)大模数齿圈齿面采用激光淬火后经实际应用检验,可大幅提高齿圈使用寿命,达一倍以上。
[1] 关振中.激光加工工艺手册[M].北京:中国计量出版社,2007.
[2] 陈继民,徐向阳,肖荣诗.激光现代制造技术[M].北京:国防工业出版社,2007.
[3] 樊东黎,等.热处理工程手册[M].北京:机械工业出版社,2006.
