动车组转向架车轴检测研究
2018-06-18李敬宝
李敬宝
中车唐山机车车辆有限公司 河北唐山 063035
车轴是高速列车安全的一个组成部分。除了轴本身的机械性能,以满足设计要求的表面覆盖有其也需要由相关的标准的保护层。若提拉速度增加时,在外部环境中的机械力的轴的表面的影响,从而增加了损坏轴的风险。因此,除了正常涂层外,还应提供轴板以防止大气腐外,还应采用适合的防石涂层。
1 车轴结构特点
轴线破坏主要发生在具有不同直径的过渡区,在该区域中,电弧过渡时,并且片材被设定得尽可能大,以减少应力集中,并确保适当的级间比,和凸悬浮液。轴的表面粗糙度必须确保,特别是具有对应待抛光或在为了提高轴的疲劳和耐腐蚀性层压。轴的基本结构如图1所示。轴的尺寸主要测量,其中包括所述轴的总长度,从肩部的距离,颈部直径,轮座和片材的直径。为了确保轴和其它部件的运行速度,轴的具有不超过0.045的公差径向尺寸被设置。毫米,轴向尺寸公差被设置为不大于0.1毫米,电弧故障是不超过0.05毫米。传统的全尺寸轴检查方法由操作员在平台或专用夹具上执行。径向尺寸与具有外径千分尺测量,轴向尺寸是用特殊尺子测量,并且片材由一弯曲半径传感器检测。手动调整轴的大小会导致以下问题。第一,的信息有关的铁路车辆的管理的要求不能被执行,以及信息和整个过程的质量的可追溯性管理不能得到满足;第二,操作者的测量误差很可能会影响测量结果,以及人的因素有着重大的影响,生产效率低;第三,外部的因素可以与手持设备可以容易地影响,测量误差是难以控制,并且需要它的完成各种控制仪器,诸如测量一个轴,一肩距离计,深度计,具有外径和曲率的测量装置的半径的千分尺的长度。根轴检测;第四,重要部件的测量值,如由于轴承组件的表面和该轮的表面不能被共享,并且有对数据的需要对于每个过程,其生产效率进一步降低重复测量的上部和下部的进程之间传输的障碍。基于企业管理软件及网络系统,一个系统的开发,为了避免人为因素对测量结果的影响,实施信息化管理和全过程的质量控制在自动识别管理。
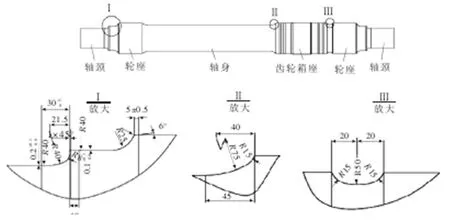
图1 车轴基本结构
2 动车组转向架车轴检测研究
2.1 耐冲击性试验
根据EN13261:2011-01,抛射(硬度400HV,32毫米直径,60克的重量,105度的倾斜角)由压缩空气用一台37毫米的测试系统加速。同时,为了检查该涂层的保护性质,此外,的1.5标准脉冲,2.0和3.0倍,以改善用于进一步测试的冲击负荷增加。在测试表面上19.4米/秒和样品保护层的初始速度击中弹丸。如果涂层后的射弹的冲击时不破碎,不溶解,并且具有无裂纹,且轴的金属表面不被损坏,则通过测试和符合要求。
2.2 车轴尺寸检测
当测试轴是复杂,准确,高效地完成轴的全尺寸,他们适应生产线用于生产车轴的多样化和巨大的需求,并确保信息的交换。在满刻度的检查轴线,线性尺寸包括直径测量时,片材检测和轴向长度的检测,以及位置检测包括同轴度检测和跳动检测。其中,在确定所述直径棒直径的检测是用于采集和记录的关键点,是指一高精度检测。弧长和轴长的确定也是困难的。用于确定所述轴的直径的方法包括机械测量方法,一种充气法,超声波法,激光检测方法。测试激光扫描轴的直径分布具有优点:无磨损和高准确度,缺点是该设备的安装要求太高,在垂直的要求是高和测量范围通常小于100毫米。汽车桥的轴线直径大于120毫米,不适合激光扫描。
2.3 耐磨性能试验
耐磨性是指保护层,以保护所述轴的金属表面免受损坏时,它不断地由砾石或砂的影响的能力。涂层表面的耐久性根据EN13261:2011进行测试。在测试过程中,喷雾被引导在测试涂层的表面,并检查喷洒后的涂层表面的状态是否已经改变,并且如果将抗蚀剂膜剥离。涂层的耐磨损性在室温和低温下为2-6毫米的标称厚度进行了测试。在测试块5米高的立管被用于:在管道中喷射装置是一个HM6螺母与1千克的重量和8.8的拉伸强度。
3 车轴检测信息管理系统
用于轴采集的信息管理系统由两部分组成:硬件和软件。硬件包括车轴全尺寸检测系统,代码扫描机构,工业控制计算机,服务器,打印机,等等。他是主要负责采集信息,传递信息,以及存储轴线大小信息,并提供数据接口准备好了软件部分。该软件的主要组成部分是企业资源管理系统,它根据企业各级的特点安装管理子系统和服务终端。网络模式使用三级网络,并在车间,企业级和组级别进行划分。分支网络由服务器,数字控制器,检测器,网络终端等组成,它们使用以太网传输信息以接收和输出生产任务。轴信息被收集之后,系统自动比较大小是否被确定,并且这将在数据库中保存的自动合格数据并且被发送到终端,以提供信息,以适应轮组,该齿轮单元和所述轴承装置用于信息和所述请求在组装过程中匹配得到[1]。如果轴尺寸超差,信息会自动发送回团队合作,质量和流程管理团队的终端和三个部门共同工作来处理不符合标准的产品。网络和车间联网方法是工业以太网,主要传输关键产品信息,用于全面管理车辆信息和跟踪质量。
4 结语
研究车轴控制可能实现在铁路部门中进行信息管理和跟踪生产过程的质量,促进信息在生产过程中的交换请求,提高生产效率,简化车辆质量的监控。使用自动激光轴检测从而避免了在识别结果的人为因素,减少操作者的工作力,降低了操作时间,提高生产效率,并提供生产和维护的日益增长的需求。
