西门子840D系统实用诊断与维修技术
2018-06-14姚丹
姚丹
(大连橡胶塑料机械有限公司,辽宁 大连 116033)
1 NCU简介
NCU单元集成了840D的CPU和PLCCPU芯片,包括数控软件和PLC软件。NCU面板上有7段数码显示,正常状态为“6”,其他显示均为不正常,而NCK和PLC的两个LED灯 只有最上面的两个绿灯亮为正常, N黄灯(CB)为 “偶尔闪烁”为正常(见图 1)。

图 1 NCU 指示灯
NCU最常见的报警就是“120202 等待与NC/PLC的连接 ”和“120201 通讯失败”。
1.1 120202 等待与 NC/PLC 的连接
遇到此类故障表现为,NCU数码显示不为“6”、机床操操作面板所有按钮灯闪烁、NCK和PLC的LED所有灯亮。而一般情况下,这种报警经常出现在机床第一次上电后,而大部分维修人员首先认为是不是NCU坏了。首先,要细致的观察数码显示中是否有显示,譬如“.”“2”等等,如果没有显示,我的推荐是:等待5 min,下电,重新上电。一般重新上电NCU就正常了。而如果遇到NCU数码显示中有显示,这时候重启就是没有效果了,只能选择NC总清。一般 NC总清后,PLC的LED“PS”和“PF”红灯也会亮,所以PLC也要总清。具体步骤:
(1)NC总清:将S3的箭头指向1,按下旁边的“reset”建,等待NCU的数码显示恢复到“6”。然后箭头恢复到 “0”。
(2)PLC总清:将S4的箭头在“2”和“3”之间摆动,一般摆动4~5次,箭头恢复到“0”,看“PS”和“PF”灯是否熄灭,如果不亮了,则PLC总清完成。
总清后,如果7段数码显示和LED显示都正常,那表示NCU没有问题,而如果还是无显示或者显示不是“6”,那NCU有问题。而NC和PLC总清后,所有NC数据、PLC程序、螺距补偿、操作工自己编写的程序将清空,所以维修人员要会“备份数据”和“还原数据”。别因为NCU故障引起程序丢失。备份可以通过PCU50备份,也可以用数据线备份,本人认为最可靠的就是用PCU50备份简明、安全、可靠。
(1)备份简要步骤如下:在“启动”设定密码中,输入密码“SUNRISE”,然后点击“服务”-“连续启动 ”,选择要备份的内容,“NC”,“PLC”,“MMC”包括“螺距补偿文件”都可以选择,也可以选择自己想备份的文件,选择上了是“X”,然后按“文档”建,系统就开始备份了。
(2)还原的步骤就是在“连续启动”中,右上角有一个“读取档案文件”,这里就有你备份的文件,通过光标移动选择你要还原的数据,然后按“开始”,系统就开始还原数据了。
1.2 120201 通讯失败
这种报警也是许多维修人员头疼的问题,维修过程中一般首先检查:
(1)首先检查手持单元和面板提供的24 V电压是否正常。
(2)检查手持单元,关于手持单元,一般情况下HHU的故障都是线接触不良、短路、断路引起的,而通讯失败这种报警一般都是由于手持单元线的问题引起的,手持单元的线接法对应图(表1)。
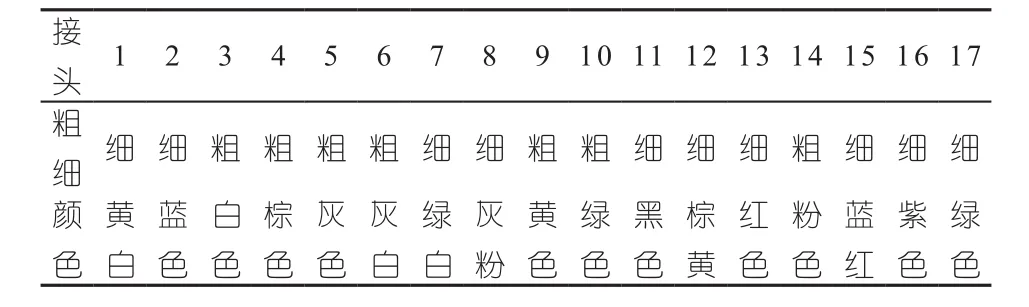
表1 手持单元接线示意图
但是即使我们测量线是一一对应的情况下,也不能说线就是没有问题的,毕竟HHU是经常使用的,不排除拉伸的情况下,引起的断线或者短路,因此如果还出现故障,应该用一个新的HHU替代来判断到底HHU是否有问题。
2 驱动器
主轴模块和进给轴模块都是数字驱动模块,只是分单轴和双轴,我们经常用到的几个接口是:(X411、X412这两个是电机编码器的反馈接口),(X421、X422这两个是光栅尺反馈接口),(X141是驱动总线接口),(X151是设备总线接口),还有一个下X35的指示灯。而一般如果电气硬件或者是电气伺服参数引起的故障,X35红灯都会亮,而如果是机械引起或者是电气参数引起的轴运行后出现的报警,X35红灯一般不会亮。而轴伺服参数在调试后,一般是没有问题的,所以只要红灯亮基本上都是电气硬件故障,例如:25000 主动编码器硬件出错、25001 从动编码器硬件出错、300515 轴散热器温度超差、25201 轴伺服故障、3000614轴超过电机温度等等。以上都是维修中经常出现的故障。我逐一给大家举例说明:
2.1 25000 主动编码器硬件出错、25001 从动编码器硬件出错
这两个报警也是西门子840D数控系统经常出现的报警。所谓主动编码器、从动编码器就是哪个检测系统是第一检测系统,光栅尺设定为第一检测系统就是主动编码器,电机编码器就是从动编码器,也就是我们所说的全闭环系统,如果电机编码器设定第一检测系统,那就是半闭环。
这两个报警极少同时出现,因为光栅尺和编码器检测回路同时检测有问题的几率较小,如果出现,一般有三种可能:参数;数字驱动模块坏;光栅尺和编码器检测回路有问题。
首先应该检查参数,一般全闭环正常的参数30200=2,30230【0】=1,30230【1】=2,30240【0】=1, 30240【1】=1。这里重点要检查30230的两个参数,有些机床设计者将30230的两个值都设置为2,这样只要光栅尺反馈有问题,那么主动编码器和从动编码器都报警,这样给很多维修人员造成错觉,容易搞不清楚,此时只要改动如下参数:30200=1,30230【0】=1,30230【1】=2,30240【1】=0,然后 NCK 复位, 此时必须使DB3*.DBX1.5=1,此时加上使能,旋转一下轴,如果一切正常,那么就证明是光栅尺反馈回路有问题。如果还报警主动编码器硬件出错,那么两种反馈系统都有问题。这里补充一点关于屏蔽光栅尺的方法除了刚才说的这一种,也要了解很多厂家在PLC设计中,将轴DB3*.DBX1.6置位为1,这时候你在面板上无论改任何参数都是无效。例如:(图2)和(图 3)。
还有一种是最复杂的,利用MD14512这个参数来设定控制DB3*.DBX1.6,如图4。
这里的DB20.DBX103.7就是MD14512【3】里面的第7位(如图5),在第7位选择“X”,则就相当于DB20.DBX103.7=1,这样就控制了全闭环和半闭环的切换。
当然,不论如何变化,只要掌握了方法,屏蔽光栅尺就变得简单了。
而光栅尺问题诊断最方便快捷的方法用一个好的读数头替换,如果还报警可以替换反馈线,仍然报警,那只能把光栅尺拿下来擦洗,光栅尺属于高精密检测元件,无论装卸和擦洗要小心、谨慎。如果没有装卸经验的,我推荐维修人员请光栅尺厂家前来指导维修。

图2 光栅尺为第一检测系统PLC程序方法1
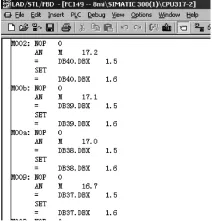
图3 光栅尺为第一检测系统PLC程序方法2
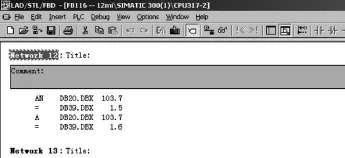
图4 光栅尺为第一检测系统PLC程序方法3

图5 MD14512参数示意图
相对比光栅尺的诊断,编码器的装卸比较简单,主要注意在拆下编码器后,先不要转动编码器,现观察伺服电机轴上是否有一条黑色刻度线,那是电机的原点,如果看不清或者没有,请标记,因为我们的编码器也有一个原点,这两个原点要尽量重合,不然电机加上使能后,电机如果没有安装在机械上,电机会剧烈颤动,如果安在机械上,机床轴会飞车,甚至出现事故,这点要尤为注意。
2.2 25201 轴伺服故障
这个报警一般都是因为其他的报警才同时出现的,所以解决这个报警的是首要看其他的报警,把其他的报警解决掉,那么重启或者NCK复位,这个报警就会消失。
2.3 300515 轴散热器温度超差
这个报警为什么我要重点说一下呢?当然是因为数控机床的电控柜是密闭且有空调的,而很多公司当空调损坏或者降温效果不好时,为了不耽误生产,便将电控柜的柜门打开,继续生产,这样的结果当然使得空气中的灰尘进入到电控柜中,而所有模块都有散热风扇和散热片,灰尘长时间的堆积,便使得散热片和风扇堵塞,引起温度超差报警,严重的话会引起模块短路损坏,因此,我认为:数控机床如果存在报警和问题,不要迁就,不要因为生产紧张而屏蔽报警或者继续工作,这样的结果就是故障越来越多,或者问题更加严重,从而造成更大的损失。
2.4 3000614轴超过电机温度
数控机床这个报警不经常发生,但是有时候却报警譬如:“3000 急停”或者“25201轴伺服故障”、21612轴伺服使能位移时被复位。而且这些报警能消除,但是工作一会又报警,这时候我们通过机床一般手段也很难知道是什么原因引起的故障,此时我们就必须用到软件step-7PLC软件来诊断原因,840D系统的很多机床设计者把step-7软件安装在了硬盘上,这样维修人员可以通过操作面板的界面就可以进入PLC诊断界面,比如:(图6)我们公司有一台12 m龙门加工中心,设计者在急停信号(db10.dbx56.1)前面的条件加入了电机过热监控信号(DB3*.DBX94.0),这样只要电机过热,由于电机的温度没有超过参数MD1602设定的预报警温度,所以数控机床只是提示“急停”报警,而如果不采用PLC诊断,那么你将坠入这个报警的误区里,总以为是外部急停引起的问题。Step-7软件是一个合格维修人员必须会用的标尺,许多问题利用step-7软件都很快的定位故障的问题所在,因此,这项技能必须被所有的维修人员所重视。
3 总结
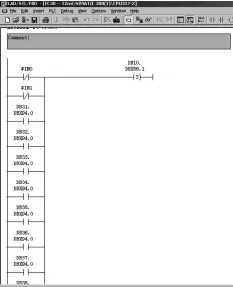
图6 电机温度控制程序
西门子840D数控系统的故障诊断和维修不单单需要强大的理论为基础,维修经验的提高对快速定位故障原因也起到了非常重要的作用,能为维修人员少走不少弯路。笔者举例说明的目的,就是在维修过程中遇到的一些常见问题进行分析,给广大西门子数控维修人员借鉴。但遇到故障时,还是根据实际情况,冷静的分析问题,这样才能事半功倍。
[1] SINUMERIK 810D/840D简明调试指南,北京:西门子,2006.
[2] 周炳文.故障诊断及维修技术500例,北京:中国知识出版社,2006.8.
[3] 郑小年.杨克冲.数控机床故障诊断与维修,武汉:华中科技大学出版社,2005.9.
[4] 王润孝,秦现生.机床数控原理与系统第2版.西安:西北工业大学出版社,1997.6.
