提高C110套管热处理性能合格率及稳定性
2018-06-13高旭东陈建伟
申 鹏,高旭东,陈建伟
(天津钢管集团股份有限公司,天津300301)
1 引言
由于世界石油供应形势日趋严峻,一些地质和环境条件十分苛刻的油气田相继开发,钻井和完井新技术、新工艺陆续投入使用,从而导致油井管服役条件日益复杂和严酷。C110套管产品作为抗硫化氢系列管材,是API 5CT标准第九版新增的钢级,为公司近年重点开发的抗腐蚀类套管产品,利润较高,市场前景广阔。由于产品理化性能要求严格,且要求逐支钢管两端做硬度试验,因此工序复杂,生产难度较大,热处理一次合格率较低(7#热处理线生产初期热处理一次合格率仅有88%左右),给合理安排生产及合同的顺利执行带来极大的困难。因此提高热处理一次性能合格率成为了进一步提升C110套管生产能力的关键。
2 C110钢级套管产品分析
C110钢级套管产品要求包括:制造工艺及热处理方式、矫直、化学成分、力学性能、硬度、淬透性、晶粒度、硫化氢应力开裂试验、生产制造中的控制要求等。其中与热处理生产相关的要求主要包括以下几点。
2.1 力学性能
API 5CT第九版标准[1]中以Rt0.7作为C110钢级的屈服强度值,其要求为758~828 MPa,仅有70 MPa范围;抗拉强度要求为≥793 MPa。由于国内外众多研究表明,屈服强度高极易导致抗硫钢管的SSC试验通过率过低[2],因此C110套管的公司内控屈服强度上限已逐步压低至800 MPa,42 MPa的屈服强度范围也使C110套管成为力学性能要求最为严格的产品。
此外,标准要求全尺寸冲击功横向≥20J,纵向≥41J,且按ASTM E23标准要求剪切面积≥75%。硬度逐支两端取样试验,要求≤30HRC,硬度变化≤3.0HRC。
2.2 淬透性
标准要求C110套管的淬火态平均硬度值由下式确定,相对应于95%马氏体的最小硬度:
HRCmin=59×(C%)+29
从之前生产的TP110S钢级套管的淬透性数据看,完全可以达到最小硬度要求,但钢管的淬透性与产品的抗硫化氢性能密切相关,因此实际生产中,对于淬火后钢管的要求不能仅限于满足最小硬度,同时也需要尽量得到均匀稳定的淬火组织。
2.3 矫直温度
标准要求C110套管矫直出口温度不低于规定的最终回火温度(649℃)165℃的条件下旋转矫直,即矫直后温度≥484℃。因为硫化氢对应力作用非常敏感,只有有效地控制矫直温度,才能有效减少残余应力,使得抗硫化氢性能得到保证。
2.4 化学成分
API 5CT标准中对于C110钢级的成分(质量百分比%)要求如表1所示:

表1 C110化学成分要求(wt%)
3 C110套管热处理工艺研究
3.1 目前使用的成分
通过对之前生产TP110S钢级套管产品的性能及所采用钢种成分进行跟踪验证,技术中心人员在其基础上对部分成分进行微调,逐步淘汰了2014年使用的27CrMo27s及27CrMo27s/1钢种,2015年后C110套管均采用了27CrMo47Vs的钢种,其化学成分如表2所示:
该钢种对比原钢种,Cr成分提升明显(27CrMo27s钢种要求Cr含量为0.45~0.60%,其AC3温度为837℃左右,临界冷却速度为50~60℃/s),这极大地提高了淬透性,从而保证了回火后的性能稳定。
3.2 淬火加热温度的确定及改进
图1为27CrMo47Vs钢种的CCT曲线,其AC3温度为853℃左右,临界冷却速度为25~30℃/s。
C110套管性能要求极为严格,为保证性能稳定,采用一次细化晶粒预调质处理,之后进行第二次调质处理。细晶预处理的目的是使钢管的晶粒及组织更加均匀,为之后的调质处理打好基础,因此温度的选择要求并不严格,实际生产中,采用940℃淬火充分奥氏体化+650℃回火的工艺。
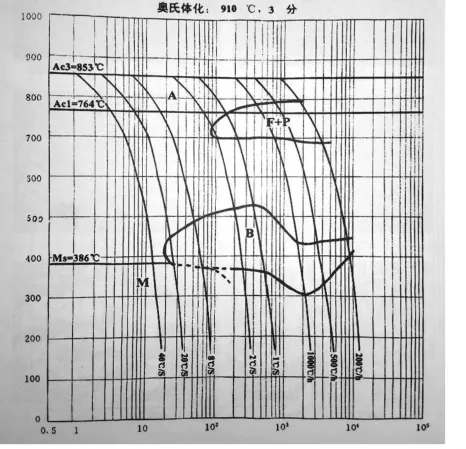
图1 27CrMo47Vs连续冷却转变(CCT)曲线
C110套管热处理工艺的选择难点在于细晶预处理后的调质处理工艺如何确定。通过对钢种进行分析,结合7#热处理线现场设备情况,生产初期,将200.03×10.92 mm规格的C110套管淬火温度确定为900℃,使钢管充分奥氏体化的前提下,既保证了淬火前钢管实际温度高于AC3温度,又不至于奥氏体化温度过高,增大晶粒长大倾向。高温炉生产节拍为95秒(由于水淬火设备所限,95秒为最低节拍),钢管到温后的保温时间为20分钟左右。采用此工艺实际生产淬火后硬度(HRC)如表3所示:
经过实际生产验证,采用此淬火温度,钢管淬火后硬度虽然可以达到标准要求(44.9HRC),但喷淬尾端明显硬度均匀性要差很多,且有两个点明显偏低,这样的淬火性能势必造成回火后钢管两端性能差异,对于性能要求严格的C110套管,这样的差异是难以容忍的。且期间生产产品出现SSC试验失败的情况,经分析与淬火不均匀有关。
因此,提高淬火温度成为淬火均匀性的有效手段,经过考虑,将淬火温度提高至920℃,并确定为C110套管的淬火温度。采用此工艺淬火的钢管,其两端硬度值明显均匀,数值如4所示:
3.3 淬火参数的选择
从图1曲线来看,27CrMo47Vs钢种的临界冷却速度为25~30℃/s,淬透性较好,常规的淬火参数可保证达到完全淬透的要求,因此淬火参数的选择应更倾向于保证淬火后几何尺寸及设备稳定。

表2 27CrMo47Vs化学成分,质量百分比%

表3 900℃淬火后硬度(HRC)

表4 920℃淬火后硬度(HRC)
经过现场调整,将内外喷流量分别控制在800 m3/h及1 000 m3/h左右,可保证钢管淬火后具有良好的几何尺寸,经过测量,冷却速度可达到80~100℃/s,完全可满足淬火要求。
3.4 回火工艺的选择
为满足C110套管的各项力学性能指标,不断调整回火温度和节拍,具体调整方案以及其主要力学性能参数如表5所示:
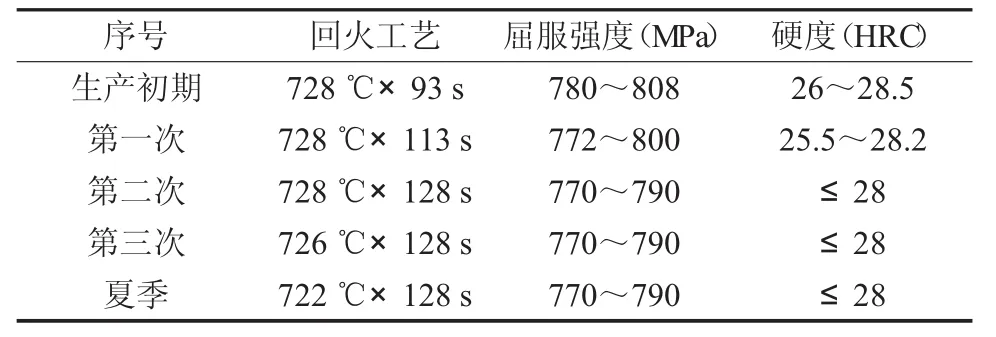
表5 回火工艺调整及力学性能
生产初期,采用728℃的回火温度,配合高温炉节拍,采用93秒的回火节拍,小批量生产后,结果屈服强度在 780~808 MPa,硬度普遍在 26~28.5HRC,屈服强度偏上限,但硬度过高,虽不至于超标准要求,但根据之前的研究,如此高的硬度下,SSC的合格率难以保证。为降低硬度,之后调整回火工艺,将高低温炉节拍分别提高到115″、113″,试生产两炉,屈服强度及硬度有所下降,但仍偏高(屈服强度 772~800 MPa;硬度 25.5~28.2HRC)。
总结前面的生产经验,我们发现,由于7#热的探伤设备所限,探伤速度较慢,以200.03×10.92 mm规格为例,单支管探伤时间大概为90秒,加上探伤前后运送钢管的时间,将超过100秒,加之四小时一次的校验样管时间及修磨锯切的时间,平均下来,单支钢管需要120秒以上,超过高低温炉节拍,因此经常造成整个生产线压满管,不得不暂停装炉,为探伤留出时间,以致于破坏装炉连续性,造成部分批次性能波动较大。为避免这种影响,加上之前生产屈服强度普遍偏高,决定调整工艺,将两炉节拍增加到130″、128″,在之后的近三个月时间里,采用此工艺制度工生产47炉,全部为200.03×10.92 mm规格,屈服强度比较理想,大多在770~790 MPa范围内,硬度大多低于28HRC。在此期间生产的产品,出现4炉SSC实验失败,其中一炉挂样仅19小时即断裂。
为保证淬火均匀性而提高淬火加热温度后,回火温度同样也需要相对调整。淬火温度提高到920℃,以保证淬火效果及合金元素的充分固溶,鉴于屈服强度偏低,将回火温度降低2℃,调整到726℃,节拍仍然保持130″及128″。此后一个月内共生产21炉,拉伸性能较为理想,普遍为770~790 MPa,稳定性显著提高,在此期间出现一炉SSC实验失败。
夏季的时候,淬火水温度及炉温控制系统精度均有不同程度的波动,其中淬火水温度提升尤其明显,达到30℃左右,较之年初的22℃,对于钢管淬火影响显著。针对季节性的生产条件变化,工艺制度也应作出相应改变,将回火温度降低到722℃,并且针对现场情况,制定出该产品的标准化操作方法,严格控制设备参数,稳定炉压、侧墙温度、水淬流量压力等参数,采用此工艺生产了将近2个月,结果比较理想,C110套管的月均合格率达到96%以上。
3.5 硫化氢应力腐蚀(SSC)试验
到目前为止,7#热处理线生产的C110套管,共出现5炉SSC试验失败,具体明细如表6所示:

表6 SSC试验失败明细
5批SSC失败批次从力学性能结果看,屈服、抗拉强度,硬度高低对比,并未发现绝对规律,而初步怀疑夹杂物对其影响较为明显,待后续生产时进一步验证。
4 结论
(1)对于27CrMo47Vs钢种,为保证其性能稳定性及SSC试验的合格率,宜采用较高的淬火温度。
(2)增加回火保温时间,有利于性能稳定性的提高,并且能够降低硬度,从而提高SSC合格率。
(3)对于 7#热处理线而言,920 ℃×130″水淬火+726℃×128″回火的热处理制度较为成熟,成功地将C110套管热处理一次性能合格率从生产之初的88%提高到96%以上,效果明显。
[1]套管和油管规范API SPEC 5CT(第九版)[S].2012.1.1
[2]毕永德,许文妍,赵游云.抗硫化氢应力腐蚀石油套管系列产品的开发与应用[J].天津钢管,2005,23-26.
