小轿车等速万向节保持架窗口磨削工艺
2018-06-12王晨洋柴光荣
王晨洋 柴光荣
陕西省机械研究院 陕西省咸阳市 712000
球笼保持架是小轿车等速万向节关键零件之一,其保持架的窗口磨削技术长期以来被德国、美国、英国等少数发达国家所垄断,国内加工设备大部分依赖进口,为填补国内空白,我们在工具磨床的基础上,开发了磨削保持架窗口的数控球笼窗口磨床,并对磨削工艺进行研究,经过反复工艺试验,总结出磨削的有效方法,磨削精度达到了球笼保持架零件图纸技术要求,现将磨削工艺介绍如下:
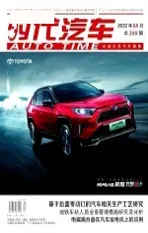
图1为等速万向节球笼保持架零件图,六个窗口宽度尺寸15±0.01mm, 磨削有效弦长6mm,粗糙度Ra0.8μm。每个窗口到基面A的尺寸为8±0.01mm。该零件材料为45号钢,磨削前经过淬火处理,硬度为HRC55。
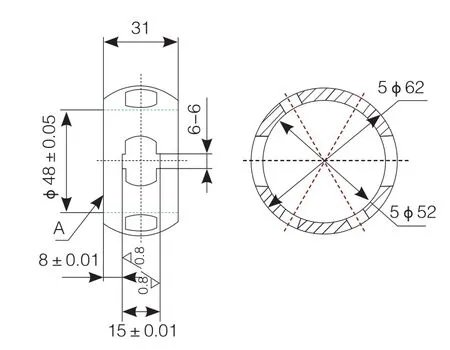
图1 后视镜内部结构
1 机床工作原理
图2为数控球笼保持架窗口磨床机床坐标示意图,机床采用FANUC 数控系统控制,有三个数控轴。
X轴:工作台纵向进给轴,控制窗口宽度尺寸,脉冲当量0.001mm;
Y轴:砂轮轴横向进给轴,控制砂轮轴进刀、退刀,脉冲当量0.01 mm;
A轴:工件回转轴,控制零件窗口分度及圆周进给,脉冲当量0.01°。
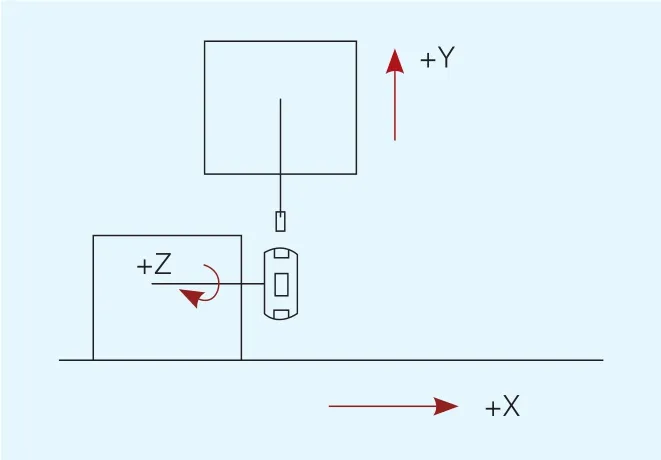
图2 机床坐标示意图
2 磨削工艺参数
(1)选择直径 12的CBN砂轮,采用60000r/min 的高频电主轴,其磨削线速度达到38m/s。
(2)窗口单边磨量0.2mm。
(3)采用高压冷却砂轮,以便及时冲洗砂轮上磨屑,压力为1.2Mpa。
3 磨削工艺
3.1 工件定位
以φ48±0.05内孔及端面A定位,圆周以工件大方孔定位,限制工件六个自由度。
3.2 磨削方法
为保证磨削精度,降低表面粗糙度,提高砂轮寿命,采用A轴与Y轴插补磨削,即A轴摆动的同时Y轴沿轴向进给。
3.3 工作过程
(1)X轴定位,保证磨削窗口到基面A的尺寸为8±0.01mm;
(2)Y轴快速接近工件;
(3)A轴与Y轴插补磨削一个窗口的左侧面;
(4)Y轴快速退出;
(5)A轴分度,磨削第二窗口左侧面,依次磨削六个窗口的同一侧面;
(6)X轴定位(移动窗口宽度减砂轮直径),重复以上过程,依次磨削六个窗口的右侧面,以保证窗口宽度15±0.01mm。
磨削加工程序如下:(程序格式按FANUC数控系统操作说明书编制)
O1234; (主程序名)
N10 M03 S60000;(主轴正转,转速60000r/min)
N20 G90 G54 G00 X0 Y0 A-6.63 M08;(开冷却,X轴定位保证磨削窗口到
基面A的尺寸为8±0.01mm;Y轴定位到砂轮端面与工件最大外
径1mm处;A轴定位到磨削面上侧位置,保证磨削有效弦长6mm)
N30 M98 P0151235;(调用1235子程序,重复15次,磨削第1个窗口左侧)
N40 G00 Y9; (Y轴快速回退)
N50 A60; (A轴分度)
N60 M98 P0151235;(调用1235子程序,重复15次,磨削第2个窗口左侧)
N70 G00 Y9;
N80 A60;
N90 M98 P0151235;(调用1235子程序,重复15次,磨削第3个窗口左侧)
N100 G00 Y9;
N110 A60;
N120 M98 P0151235;(调用1235子程序,重复15次,磨削第4个窗口左侧)
N130 G00 Y9;
N140 A60;
N150 M98 P0151235;(调用1235子程序,重复15次,磨削第5个窗口左侧)
N160 G00 Y9;
N170 A60;
N180 M98 P0151235;(调用1235子程序,重复15次,磨削第6个窗口左侧)
N190 G00 Y9;
N200 G01 X3 F500; (X轴移动,保证窗口宽度15±0.01mm)
N210 M98 P0151235;(调用1235子程序,重复15次,磨削第1个窗口右侧)
N220 G00 Y9;
N230 A60;
N240 M98 P0151235;(调用1235子程序,重复15次,磨削第2个窗口右侧)
N250 G00 Y9;
N260 A60;
N270 M98 P0151235;(调用1235子程序,重复15次,磨削第3个窗口右侧)
N280 G00 Y9;
N290 A60;
N300 M98 P0151235;(调用1235子程序,重复15次,磨削第4个窗口右侧)
图3 对刀图
N310 G00 Y9;
N320 A60;
N330 M98 P0151235;(调用1235子程序,重复15次,磨削第5个窗口右侧)
N340 G00 Y9;
N350 A60;
N360 M98 P0151235;(调用1235子程序,重复15次,磨削第6个窗口右侧)
N370 G90 G00 Y10; (Y轴快速退刀至装卸工件的安全位置)
N380 A0 M09; (A轴回到工件坐标系原点,关冷却)
N390 X0; (X轴回到工件坐标系原点)
N400 M30; (程序结束)
O1235; (子程序名)
N10 G91 G01 Y-0.3 A13.26 F500;(Y轴与A轴插补磨削)
N20 Y-0.3 A-13.26; (Y轴与A轴插补磨削)
N30 M99; (子程序结束)
4 磨削加工
(1)对刀建立工件坐标系。
如图3所示,X轴G54工件坐标系原点建立在砂轮磨削时,磨削的侧面与A端面8±0.01的位置处;Y轴原点建立在砂轮端面与工件最大外径1mm处;A轴原点建立在大方孔中心处。
(2)输入程序并检查程序的正确性;
(3)自动加工。
5 结语
由以上实例分析,采用A轴与Y轴插补磨削,即A轴摆动的同时Y轴沿轴向进给,稳定的达到了尺寸精度及表面粗糙度要求。该方法适应范围广,对于不同规格的球笼保持架窗口,只是修改少部分加工程序,即可进行磨削。目前国内小轿车球笼保持架窗口大部分采用此工艺方法进行磨削,该方法解决了国产设备加工小轿车球笼保持架窗口的技术难题,取得了较好的经济效益。