辊压机辊系定位装置的改进
2018-06-09赵文礼
赵文礼
我公司年产200万吨水泥粉磨站系统为水泥联合粉磨系统,2010年投产。辊压机规格为160/140,装机功率2×1 120kW,辊压机整体运行良好,系统产量稳定。在设备运行一年后,辊系的定位装置出现了磨损过快的情况,在生产中我厂不断总结经验,不断优化改进,成功地解决了这一问题。
1 设备存在的问题
在长期的使用过程中,辊压机出现了浮动辊轴向定位滑键装置磨损较快的问题,导致辊轴向减速机端窜动、活动端轴承座向机架内侧窜动的情况。由磨损引起的窜动致使两辊端面最多时相差5~8mm,平均辊缝偏差在12mm左右,运行时频繁纠偏,电流波动高达23A,整体做功不足,物料挤压效果不好,产量下降。在这种情况下,通常需要更换轴承座定位滑键装置。更换时需要将动辊整体吊起300~500mm,在这个狭小的区域更换滑键,操作空间有限,存在不安全因素。即使熟练员工更换,整个检修过程最短也需要72h才能完成。这对于生产旺季的水泥企业来说,会因为水泥断货而影响市场销售。因此,我们每年大修时都会对滑键进行处理,避免因为滑键的磨损而引起非正常的停机。
作为设备管理部门,我们一直在尝试对定位滑键结构进行改进,使其维护更加方便和快捷。通过多次尝试,终于找到了解决方法。
2 轴向定位滑键装置的结构改造

图1 外侧滑键装置示意图
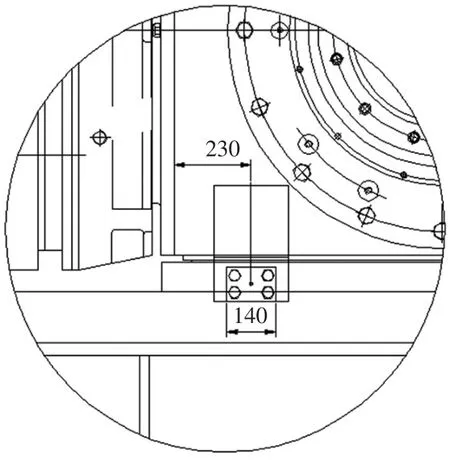
图2 外侧滑键装置安装位置

图3 组装图

图4 滑块组件
在图1中,压板为不锈钢材质,与机架焊接。滑块底座与轴承座焊接。滑块与底座之间为滑动配合,并用固定螺栓固定在一起。减磨板为聚四氟乙烯,8mm厚,与滑块之间用尼龙螺丝和AB胶连接,并加工注油孔。整个装置安装位置见图2,组装图见图3,滑块组件见图4,减磨板中心与原滑键销轴中心重合,减磨板与压板之间保留0.5mm间隙,此间隙可保证辊缝出现20mm偏差时轴承座偏摆灵活,主轴承不会承受额外力。运行过程中,在减磨板与压板之间加注润滑脂,当减磨板磨损时,松开固定螺栓,将滑块从底座中取出,更换新的减磨板。整个维修过程仅需2h左右,可以随时更换减磨板,保证定位效果,每块减磨板可以使用4个月左右。
3 改造效果
改造后,辊缝偏差由原来的12mm降到5mm以下,电流波动幅度由原来的23A降到10A左右,平均电流相比原来升高6~8A,整体做功明显提升,系统台时产量也相应得到提高。整个更换过程也仅需要2h左右,不需要整体吊装辊系,方便快捷。更换定位滑键装置后,辊压机自身稳定运行,减少了其他部位故障的发生,降低了设备故障的停车时间,减少了维修投入,给企业降本增效创造了有利条件。■
