汽车发动机缸盖品质控制方法探讨
——以缸盖阀座跳动校准件的测量为例
2018-06-05钱笑临陈彦杰
文 /钱笑临 潘 华 陈彦杰
为保证发动机的品质,目前,对于发动机核心零部件的加工,汽车行业各大主机厂主要通过采购粗加工零件,在动力总成实施关键部位精加工的方法,如:发动机缸体的缸孔、汽缸盖的排气孔和曲轴主轴颈等。其中,在缸盖阀座的加工过程中,广泛采用在线检具测量缸盖阀座的跳动和宽度等参数,种类包括:阀座座圈宽度校准件、阀座座圈跳动校准件、阀座座圈角度校准件和阀座座圈深度校准件等。
跳动检具是通过测量缸盖阀座的圆度和跳动来评价阀座精加工的质量。阀座检具使用对应标准件进行标定。通常,对于这类标准件的测量,使用者和第三方实验室均缺乏针对性测试标准依据。另外,使用者与制造商在交接的过程中也缺少必要的相关检测说明信息,故,即使在按照图纸标注要求测量的情况下,仍然会因测量方式不同而导致结果不同,对用户企业的计量管理、制造商的销售和使用方在线加工等过程产生影响。
本文从缸盖阀座跳动检具的应用展开,以坐标测量机为基本测量手段,选择典型规格的标准件为检测对象,讨论缸盖阀座标准件的测量方法。
一、缸盖阀座跳动检具的特点
1. 阀座跳动检具结构
缸盖阀座跳动检具(图1)的主要结构为测头、手持柄、气源输入接头和数据输出端。其为手持操作,操作员快速在线检测汽缸盖进、排气门阀座座圈的跳动与圆度值,评价精加工可靠性和分析数据变化趋势。
2. 阀座跳动检具的工作特点
在跳动检具使用前,将定位板(图2)置于缸盖气门上方,通过角度补偿(定位板的角度设计与缸盖规格匹配)使定位板上端面平行于地面,以保证检测时检具的垂直放置。跳动检具的测头导杆伸入缸盖产品的进、排气门导管,同时,测头圆锥部分与缸盖阀座配合,以完成定位。以气门导管为基准,评价缸盖进、排气门阀座的跳动,同时输出圆度结果。
3. 阀座跳动检具的校准
跳动检具在实施测量前,需置于阀座跳动校准件(图3)上进行校准。阀座跳动校准件的结构模拟缸盖进、排气门以及气门导管孔的结构,根据不同规格的缸盖产品调整理论密封线大小和高度、气门导管孔的直径及相对(定位块)位置。因此,阀座校准件的关键参数为:理论密封线处节圆的圆度值和相对标准导管孔的跳动。
二、阀座跳动校准件的测量
1. 测量系统
阀座跳动校准件的测量使用Zeiss Prismo坐标测量机,设备不确定度等级为(0.9+L/400)μm,满足跳动校准件标准圆度值(一般约为0.015 mm)和标准跳动值(约为0.060 mm)的要求。测量系统软件对连续扫描的参数进行设置,在采样充分的情况下能够准确获得圆度、跳动等回转参数的结果,测量系统满足缸盖阀座校准件的技术要求。
2. 阀座跳动校准件的测量
某规格的跳动校准件(见图4)用于测量时,以校准件定位块上端面引入口(INTAKE)所在端面为第一基准和Z向零点,定位块外圆为中心建立基本坐标系。以导管孔ME2和ME3两处节圆拟合的轴线为评价跳动值(理论密封线所在圆的直径为28.2 mm)的参考基准K1。
在最大范围(覆盖测量对象)内测量理论密封线所在圆锥,测量策略为在均布圆锥的三个节圆上分别以50 upr的滤波进行连续扫描,每个节圆的采样点为500个。构成圆锥1,用于初步计算理论密封线(根据标称密封线所在节圆的直径)在基本坐标系中的高度。
使用测量软件Calypso的圆锥计算功能,获得圆锥1上理论密封线的高度H。为了精确计算该H高度对应的直径,采取在高度H上下1 mm处以连续扫描方式测量两处节圆并构成圆锥2。该圆锥是计算理论密封线直径D所需的被测元素。
圆度的计算则基于直径D所在圆的高度,直接以连续扫描测量,测量策略设置为500个采样点,50 upr滤波,以最小二乘法得出圆度结果。另,由于跳动校准件设计了准跳动值,在特定区域(圆锥面上)中加工标准凹槽。因此,计算圆度时取样角度应为270°,避开该处凹槽,输出至特性列表。
跳动值的计算基于直径D所在圆的高度,取样角度为360°,测量策略为500个测点,不设置滤波。将得到的节圆进行跳动评价,参考基准为校准件图纸标注的两处气门导管孔所在高度的两个标准圆构成的圆柱中心线。
3. 阀座跳动校准件的测量结果
以理论密封线直径Φ28.2、标准圆锥全角90°、气门导管孔深度66.27 mm、95.27 mm规格为测量对象,与合作实验室进行量值比对,获得2组各10次测量结果(见表1)。其中,结果1为本所实验室的测量结果,结果2为参考实验室的测量结果。两组数据均通过三坐标测量后获得。

图1 阀座跳动检具

图2 缸盖气门定位板
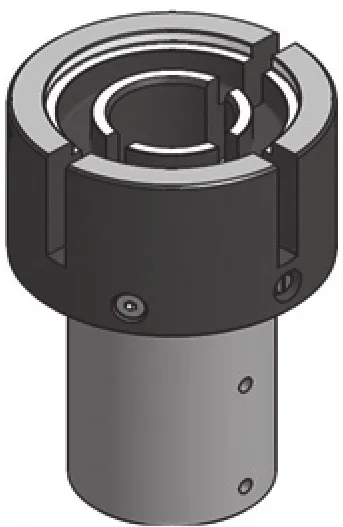
图3 阀座跳动校准件

图4 跳动校准件的技术要求
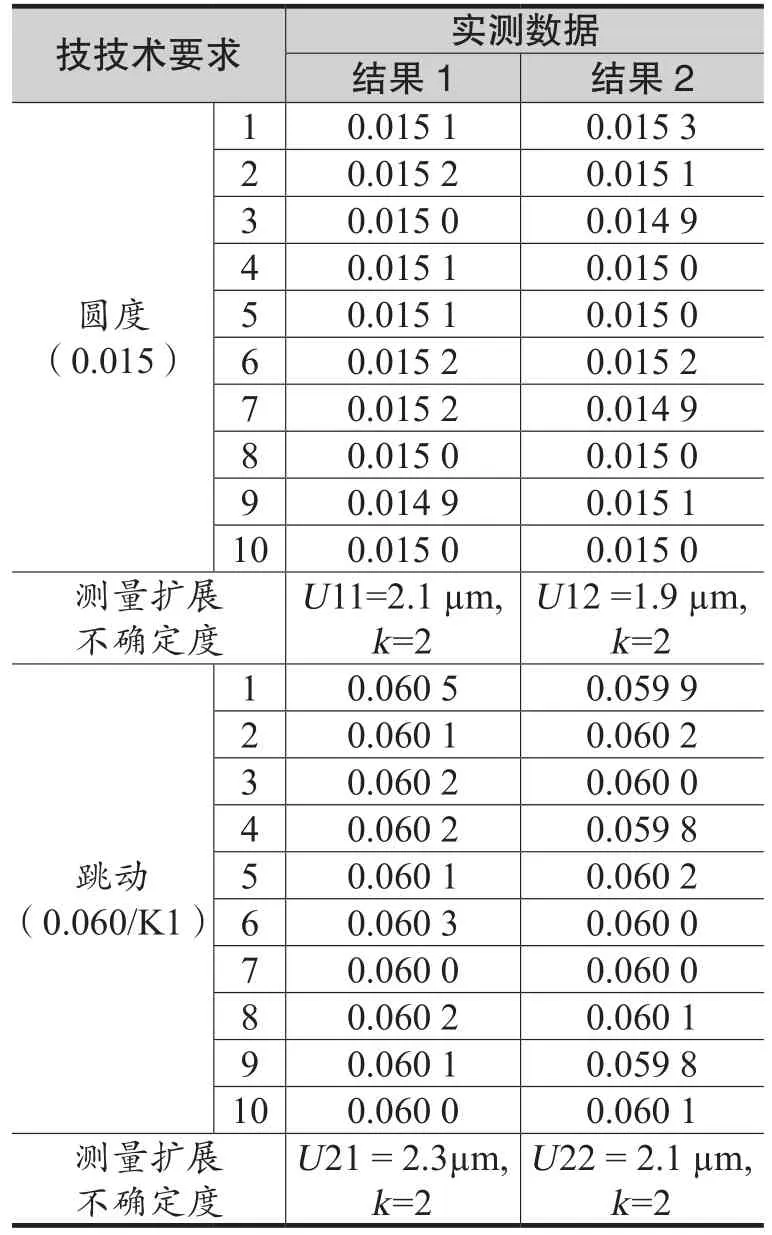
表1 阀座跳动校准件测量结果 mm
双方实验室采用相同检测方法对同一样品进行检测。检测完毕后,两组检测结果进行比对。根据双方实验室的测量不确定度和检测结果中的最大差值,计算出En(实验室间比对试验的比率值),并对比对结果进行评判。
判断方法:|En|不大于1(越接近0越好),则认为比对结果为满意;|En|大于1,则认为不满意。
根据比对双方的测量结果和计算公式得到:

结论:此次比对结果为满意。
三、总 结
汽车发动机缸盖生产过程中使用的跳动检具通过配套的跳动校准件进行快速标定,将可接受的标定输入到在线检测设备进行传感器输出补偿。因此,校准件的加工水平和检测要求(精度)不同于普通的装配和结构类零部件(或检具)。评价测试方法的正确性不是单一地取决于测量设备某一输出参数的不确定度。对于缸盖阀座专用校准件的关键参数的获得,在测量操作上使用了理论密封线逐步计算接近等方法,减小了接触式测量方式上微小倾斜范围内的测量误差,同时与检具标定的实际情况相一致。希望此方式的研究结果能为完善相关标准提供借鉴。
