纹理表面滑动摩擦稳态摩擦学性能
2018-06-02李万钟徐颖强刘楷安吴正海
李万钟 徐颖强 孙 戬 刘楷安 吴正海
1.西北工业大学机电学院,西安,710072 2.西安石油大学机械工程学院,西安,710065
0 引言
摩擦因数一直是表征摩擦学性能的重要参数之一[1-2]。摩擦因数是摩擦副系统的综合特性,受到滑动过程中各种因素的影响,例如:材料副配对性质、静止接触时间、法向载荷的大小和加载速度、摩擦副的刚性和弹性、滑动速度、温度状况、摩擦表面接触几何特性和表面层物理性质,以及环境介质的化学作用等。这就使得摩擦因数在不同的工况条件下有很大差异,给摩擦因数的预测和影响因素的分析带来了困难[3]。
在摩擦学中,不同的力、长度和时间尺度下的摩擦行为都是研究的热点问题。不同尺度工况下的摩擦副受到力学、化学和原子物理的相互作用,对应的摩擦机理也不同,说明摩擦学性能具有很高的尺度依赖性。考虑到滑动摩擦副的材料、化学和物理方面的相互作用,ACHANTA等[4]利用不同的工程表面对现有的相关摩擦学理论进行了验证,通过改变摩擦副的表面粗糙度或纹理,可以改善摩擦学性能。表面纹理化处理是表面改性的一种方法,可以改善摩擦性能和耐磨性,改善程度与表面纹理的几何形貌以及摩擦接触的工况有关[5]。阴刻表面纹理通过储存微小磨粒可以减小干滑动摩擦的摩擦力,减少了材料的进一步磨损,延长了摩擦副的使用寿命。PETTERSSON等[6]研究了纹理硅片-钢球干摩擦副的摩擦力和磨损的关系,发现纹理方向对减少磨损非常重要,与光滑表面和平行方向相比,表面纹理方向与滑动方向垂直时,可以有效地减少磨损。HE等[7]利用纳米压痕系统在聚二甲硅氧烷上制作表面纹理,然而与其他研究结果相反的是,HE发现表面纹理并不能减小摩擦因数。KUSTANDI等[8]对超高分子量聚乙烯纳米级纹理表面与陶瓷球干滑动摩擦副进行了研究,发现摩擦力减小了8%~15%。KARU⁃PANNASAMY等[9]考虑到由法向载荷引起的表面变形和表面形貌对摩擦因数的影响,建立了适用于金属成形过程的粗糙表面多尺度接触模型,该模型解释了表面粗糙度、表面加工纹理和纹理密度等参数对接触性能的影响。LORENZO-MAR⁃TIN等[10]在研究不锈钢干滑动接触时发现,即使是粒子碰撞产生的纳米级纹理,减磨性能也比抛光光滑表面高出两倍。SHEN等[11]对微米级鳞状表面和微米级犁沟表面进行乏油润滑和无油润滑的摩擦试验,发现这两种表面的摩擦力和磨损都比光滑表面小,且微犁沟表面的减磨效果最好。从以上研究成果来看,干摩擦条件下纹理表面的摩擦学性能还没有得到充分透彻的研究,一方面,微观纹理提高了表面储存磨屑的能力;另一方面,表面纹理增加了表面粗糙度。只有合理设计表面纹理才能够提高接触表面的摩擦性能。
1 稳态干滑动摩擦
为了建立摩擦副系统模型,需要将摩擦因数作为已知参数的函数。大量试验研究结果表明[12-15],摩擦因数与滑动速度、法向压力、温度等因素成强弱不同的非线性关系,其一般形式为

式中,F为法向载荷;v为滑动速度;T为摩擦界面接触区域瞬时温度;c为由材料性能和表面形貌决定的修正系数,与摩擦副接触界面磨损状态有关。
对于大多数材料,静摩擦因数高于动摩擦因数,在有限元建模中常用下面的指数模型来表示动静摩擦因数之间的关系[16]:

式中,μk为动摩擦因数;μs为静摩擦因数;d为衰减系数;n为转速。
如图1所示,指数模型显示了摩擦因数与速度之间的关系:当转速为零时,摩擦因数最大,为静摩擦因数 μs;当转速达到n1时,摩擦因数减小,对应的摩擦因数为 μ1;随着转速进一步增加,摩擦因数不再减小,达到一个极限值μk。
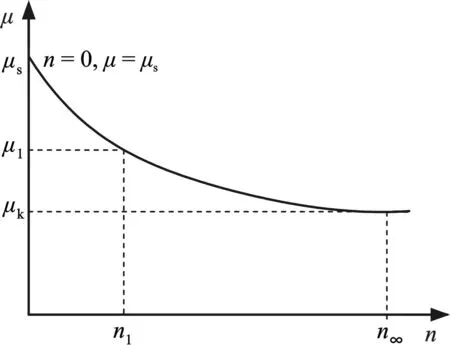
图1 摩擦因数指数模型Fig.1 Exponential model of friction coefficient
ABBOTT等[17]提出了磨合的概念,当两个新加工未磨损表面接触时,接触发生在表面微凸体的峰顶,真实接触面积很小,初期磨损很快,随着磨损的进行,微凸体峰顶发生微观切削和塑性变形,接触面积增加,磨损率逐渐减小。根据表面微凸体高度和分布,确定承载面积,这种方法现在仍用在轴承和齿轮行业。
基础研究中对磨合机理的研究相对较少,并且在弹性流体动压润滑状态下的滑动摩擦副由于接触界面有润滑膜的存在,减小了微凸体峰顶间的接触,大大降低了磨损率,很多关于摩擦因数的研究未将磨损带来的影响考虑在内。然而在边界摩擦和干滑动摩擦状态下,接触区域内的微凸体峰顶参与接触,其形貌和微观力学性能都发生变化,尤其是在高速重载的工况下,磨损给摩擦因数带来的影响更加不可忽视。BLAU[18-19]研究发现,未磨损的固体表面摩擦副在滑动接触开始后不久,摩擦力、温度和磨损率都会发生变化,可用以下3个指标进行表征:①磨合磨损阶段的瞬变特性;②摩擦因数随时间的变化曲线;③叠加在总体变化趋势上的摩擦因数波动。基于对滑动摩擦初期摩擦力随时间变化的研究,共有8种类型的摩擦力-时间变化曲线[18],其中,金属干滑动摩擦副的摩擦磨合曲线见图2。曲线在初始阶段先上升到达峰值后再降低趋于平稳,可认为是摩擦界面磨合自适应调整的一个过程,曲线的形状会拉伸或收缩,这取决于接触准确度和接触压力,较大的接触压力使得磨损更快达到稳定状态。需要指出的是,摩擦因数趋于平稳并不代表磨合完成,叠加在整体曲线中摩擦因数的瞬时波动与表面粗糙度以及表面纹理的方向有关。

图2 干滑动摩擦因数变化曲线Fig.2 Friction coefficient curve of dry sliding friction
由于滑动摩擦初始阶段处于短时间的混沌状态,与摩擦副静止接触时间、初始接触微观咬合状态、接触界面洁净程度等有关,是一个高度随机性过程,故本文主要研究稳定状态时表面纹理、法向载荷、滑动速度、材料等因素对摩擦因数和摩擦性能的影响。
2 试验
2.1 试验设计
在摩擦试验中,摩擦副的实际接触面积越大,表面形貌随机性对摩擦的影响就越小;实际接触面积越小,表面形貌随机性对摩擦的影响就越大,可以认为是试样的尺度效应[20]。在相同的载荷下,与面接触低副相比,点接触高副的接触表面之间的真实接触面积小,接触应力大,对各项因素变化带来的影响表现更为明显,并且在实际滑动摩擦构件中,点接触高副的应用很多,如凸轮机构、滚动轴承中滚动体与内外圈之间的接触、关节轴承中内圈外球面和外圈内球面之间的接触等[21],因此,在进行材料的摩擦性能研究以及确定摩擦因数时,球-盘摩擦副得到了广泛的应用[22-23]。采用球-盘摩擦副(图3)在MMW-1万能摩擦磨损试验机上进行试验,3个钢球在轴向均布载荷作用下,紧贴试环表面共同绕中心轴公转,公转半径为11.2 mm,不发生自转,平面试环固定不动,每次试验需更换新的钢球。通过改变法向载荷、滑动速度、表面纹理等,研究各种因素对稳态干滑动摩擦性能的影响。

图3 球盘摩擦副Fig.3 Ball-on-disc friction pair
平面试环材料选用40Cr钢,调质处理。40Cr钢是机械制造业使用最广泛的钢材之一,调质处理后具有良好的综合力学性能、良好的低温冲击韧性和较低的缺口敏感性,用于制造承受中等负荷及中等速度工作的机械零件。钢球选用GCr15钢,淬火处理。GCr15钢是一种合金含量较少、应用最广泛的高碳铬轴承钢,经过淬火加低温回火处理后具有较高的硬度、均匀的组织、良好的耐磨性、较高的接触疲劳性能,用于制作各种轴承套圈和滚动体,两种材料在室温(20℃)下的力学性能[24]见表 1。

表1 球-盘摩擦副材料的力学性能Tab.1 Mechanical properties of ball-on-disc friction pair
2.2 试样制备
由表1可知,球-盘摩擦副中平面试环的硬度远小于钢球的硬度,更容易发生磨损,因此,重点分析平面试环的磨损对摩擦因数的影响。此外,为研究载荷和转速的变化对摩擦性能的影响,结合试验机的实际工作范围,定义载荷F分别为20 N、60 N、120 N、180 N、240 N,转速 n分别为10 r/min、20 r/min、50 r/min、80 r/min、100 r/min、120 r/min。表面纹理对摩擦性能的影响体现在形状和几何特点,主要包括纹理深度、纹理密度、纹理方向等[5,25],表面纹理模型如图 4a所示,h为纹理深度,l为纹理宽度,β为滑动方向上的纹理密度。本试验采用3种初始表面:磨削抛光的各向同性表面(图4b)对滑动摩擦没有方向性的影响,表面粗糙度Ra≈0.1 μm;周向纹理表面(图4c~图4e)的纹理方向与滑动方向一致;径向纹理表面(图4f)的纹理方向与滑动方向垂直。纹理密度定义为与纹理方向垂直的单位长度上纹理的数目,周向和径向纹理的密度β均为2 mm-1。
3 试验结果与讨论
分析试验的摩擦因数数据时,从干滑动摩擦因数随时间变化曲线(图2)进入稳定状态开始采集数据,为保证数据的通用性和可对比性,统一采集120 s的试验数据,数据间隔时间为1 s。通过对数据进行均值和标准差计算,得到图5~图7中各个数据点,对其进行曲线拟合,得到稳态摩擦因数的均值和标准差在不同工况下的值以及变化趋势。由图5a可以看出,当给定加载载荷为120 N时,3种初始表面的稳态摩擦因数的变化趋势都随转速的增加而减小,与指数模型(图1)给出的变化趋势一致;但是当转速继续增加(n≥80 r/min)时,稳态摩擦因数开始增大,原因如下:①转速与摩擦界面的温度正相关,随着温度的升高,摩擦因数增大[3];②转速与磨损率成正比,高转速带来更多的磨屑参与磨损,造成摩擦因数增大。此外,径向纹理表面的稳态摩擦因数最小,无纹理的磨削抛光表面的稳态摩擦因数次之,周向纹理表面的稳态摩擦因数最大,这是由于径向纹理表面的纹理方向与滑动方向垂直,当钢球滑经纹理时,接触角陡然增大,出现明显的跃动现象,虽然缩短了摩擦副的接触时间,减小了摩擦因数,但增大了摩擦副的振动,使得滑动过程中摩擦因数的波动更加明显,增大了稳态摩擦因数的标准差,当转速达到120 r/min时,径向纹理表面的稳态摩擦因数的标准差分别为无纹理表面和周向纹理表面的1.70倍和1.38倍。

图4 试环表面加工纹理Fig.4 Processing texture on flat disc surface

图5 不同工况下3种初始表面的平均稳态摩擦因数Fig.5 Average steady friction coefficient of three initial surfaces under different conditions
3种初始表面在相同转速(50 r/min)、不同加载载荷下的稳态摩擦因数见图5b。载荷是通过接触面积的大小和变形状态来影响摩擦力的,随着载荷的增大,稳态摩擦因数呈上升趋势,这是因为接触界面温度和磨损率都与载荷正相关,较大的加载载荷造成更高的温度和更多的磨屑参与磨损,造成摩擦因数增大;并且在磨合磨损过程中,周向纹理表面的质量磨损量和质量磨损率较高,径向纹理表面的磨损率最低[26],图5a和图5b都表明稳态摩擦因数与磨损率正相关,较高的磨损率会造成较大的摩擦因数。
针对摩擦因数较大的周向纹理表面,制作两组不同纹理深度和纹理宽度的对比试验件,通过改变纹理深度h和纹理宽度l,研究不同纹理参数对稳态摩擦因数的影响。由图6a和图6b可以看出,纹理深度和宽度越大,稳态摩擦因数越大。这是因为纹理密度不变,增加纹理深度和宽度,使得摩擦副之间的真实接触面积减小,接触压力增大,造成磨损量增大,进而使得摩擦因数增大,同时更多的磨屑参与接触界面的磨损,导致摩擦振动和叠加在整体曲线中摩擦因数的瞬时波动增大。图5、图6都说明较高的磨损率会带来较大的摩擦因数,当载荷为120 N、转速为120 r/min时(图6a),较深周向纹理表面(h=0.2 mm,l=0.25 mm)的稳态摩擦因数均值是较浅周向纹理表面(h=0.05 mm,l=0.15 mm)稳态摩擦因数均值的1.06倍,而稳态摩擦因数标准差是其1.69倍,可见较深的纹理会使摩擦因数产生强烈的瞬时波动,带来更剧烈的振动噪声。

图6 不同工况下周向纹理表面的平均稳态摩擦因数Fig.6 Average steady friction coefficient of circumfernetial textured under different conditions
除了表面纹理、载荷和滑动速度之外,滑动摩擦副选用的材料也是影响其稳态摩擦因数的重要因素之一,使用调质处理的45钢制作一组磨削抛光无纹理的试环表面进行对比试验,表面粗糙度Ra≈0.1 μm,显微硬度计测得其HRC硬度为26~30。试验结果见图7a和图7b,对比稳态摩擦因数的均值和标准差,45钢的值均略高于40Cr。
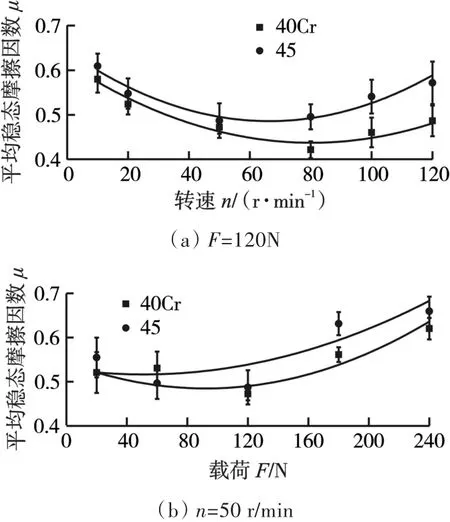
图7 不同工况下不同材料的平均稳态摩擦因数Fig.7 Average steady friction coefficient of different material under different conditions
利用Quanta 600 FEG场发射扫描电镜对两种材料的磨屑进行能谱分析(图8),40Cr材料中Cr元素的含量大于45钢中Cr元素的含量,可知较高的硬度和Cr元素含量可减小稳态摩擦因数。

图8 磨屑能谱分析Fig.8 Energy spectrum analysis of wear debris
4 结论
(1)无论何种初始表面形貌,随着转速的增加,稳态摩擦因数先减小后增大;随着载荷的增加,稳态摩擦因数呈增长趋势。
(2)当转速与载荷不变时,周向纹理表面的稳态摩擦因数最大,无纹理表面次之,径向纹理表面最小,这与其滑动摩擦过程中的磨损率相一致,因此,稳态摩擦因数与磨损率正相关,较高的磨损率会产生较大的摩擦因数。
(3)表面纹理的深度和宽度的增大会提高稳态摩擦因数的均值和标准差,造成摩擦因数的瞬时波动,引起更加剧烈的振动噪声。此外,摩擦副的材料也会对稳态摩擦因数产生影响。
[1] BOWDEN F P,TABOR D.The Friction and Lubrica⁃tion of Solids[M].London:Oxford University Press,1954.
[2] BHUSHAN B.Introduction to tribology[M].New York:John Wiley,2002.
[3] 温诗铸,黄平.摩擦学原理[M].3版.北京:清华大学出版社,2008.WEN Shizhu,HUANG Ping.Principles of Tribology[M].3rd ed.Beijing:Tsinghua University Press,2008.
[4] ACHANTA S,CELIS J P.On the Scale Dependence of Coefficient of Friction in Unlubricated Sliding Contacts[J].Wear,2010,269(5/6):435-442.
[5] IBATAN T,UDDIN M S,CHOWDHURY M A K.Re⁃cent Development on Surface Texturing in Enhancing Tribological Performance of Bearing Sliders[J].Sur⁃face&Coatings Technology,2015,272:102-120.
[6] PETTERSSON U,JACOBSON S.Friction and Wear Properties of Micro Textured DLC Coated Surfaces in Boundary Lubricated Sliding[J].Tribology Letters,2004,17(3):553-559.
[7] HE B,CHEN W,WANG Q J.Surface Texture Effect on Friction of a Microtextured Poly(Dimethylsioxane)(PDMS)[J].Tribology Letter,2008,31(3):187-197.
[8] KUSTANDI T S,CHOO J H,LOW H Y,et al.Textur⁃ing of UHMWPE Surface via NIL for Low Friction and Wear Properties[J].Journal of Physics D:Applied Physics,2010,43(1):015301.
[9] KARUPANNASAMY D K,ROOIJ M B,SCHIPPER D J.Multi-scale Friction Modelling for Rough Contacts under Sliding Conditions[J].Wear,2013,308(1/2):222-231.
[10] LORENZO-MARTIN C,AJAYI O O.Effect of SiC Particle Impact Nano-texturing on Tribological Perfor⁃mance of 304L Stainless Steel[J].Applied Surface Science,2014,315(315):287-291.
[11] SHEN X H,TAO G C.Tribological Behaviors of Two Micro Textured Surfaces Generated by Vibrating Mill⁃ing under Boundary Lubricated Sliding[J].Interna⁃tional Journal of Advanced Manufacturing Technolo⁃gy,2015,79(9):1995-2002.
[12] FEYZULLAHOGLU E,SAFFAK Z.The Tribological Behaviour of Different Engineering Plastics under Dry Friction Conditions[J].Materials and Design,2007,29(1):205-211.
[13] RECH J,CLAUDIN C,ERAMO E.Identification of a Friction Model—Application to the Context of Dry Cutting of an AISI 1045 Annealed Steel with a TiN-coated Carbide Tool[J].Tribology International,2009,42(5):738-744.
[14] SPIJKER P,ANCIAUX G,MOLINARI J F.Relations between Roughness,Temperature and Dry Sliding Friction at the Atomic Scale[J].Tribology Interna⁃tional,2013,59:222-229.
[15] STEMBALSKI M,PRES P,SKOCZYNSKI W.Deter⁃mination of the Friction Coefficient as a Function of Sliding Speed and Normal Pressure for Steel C45 and Steel 40HM[J].Archives of Civil and Mechanical En⁃gineering,2013,13(4):444-448.
[16] Abaqus 6.9 Software Documentation.
[17] ABBOTT E J,FIRESTONE F A.Specifying Surface Quality[J].Mechanical Engineering,1933,55(9):569-572.
[18] BLAU P J.On the Nature of Running-in[J].Tribolo⁃gy International,2006,38(11/12):1007-1012.
[19] BLAU P J.Interpretations of the Friction and Wear Break-in Behavior of Metals in Sliding Contact[J].Wear,1981,71(1):29-43.
[20] 葛世荣,朱华.摩擦学的分形[M].北京:机械工业出版社,2005:226-271.GE Shirong,ZHU Hua.Fractal in Tribology[M].Bei⁃jing:China Machine Press,2005:226-271.
[21] 华子恺.人工关节润滑技术与摩擦学测试研究[D].上海:上海大学,2011.HUA Zikai.Research on Artificial Joint Lubrication and Tribological Test Technology[D].Shanghai:Shanghai University,2011.
[22] BADISCH E,FONTALVO G A,STOIBER M,et al.Tribological Behavior of PACVD TiN Coatings in the Temperature Range Up to 500℃[J].Surface&Coat⁃ings Technology,2003,s163/164(2):585-590.
[23] PEI Y T,HUIZENGA P,GALVAN D,et al.Break⁃down of the Coulomb Friction Law in Tic/a-C∶H Nanocomposite Coatings[J].Journal of Applied Phys⁃ics,2006,100(100):114309-114309-9.
[24] 徐颖强,李娜娜,李万钟,等.硬态切削工件表面白层厚度预测方法[J].机械工程学报,2015,51(3):182-189.XU Yingqiang,LI Nana,LI Wanzhong,et al.Predic⁃tion Method of the White Layer Thickness in Hard Cutting[J].Journal of Mechanical Engineering,2015,51(3):182-189.
[25] HAO L,MENG Y,CHEN C.Experimental Investiga⁃tion on Effects of Surface Texturing on Lubrication of Initial Line Contacts[J].Lubrication Science,2014,26(5):363-373.
[26] 李万钟,徐颖强,孙戬,等.滑动摩擦结合面磨合磨损表征方法与影响因素[J].中国表面工程,2017,30(1):125-131.LI Wanzhong,XU Yingqiang,SUN Jian,et al.Charac⁃terization Methods and Influence Factors of Run⁃ning-in Wear between Sliding Joint Surfaces[J].Chi⁃na Surface Engineering,2017,30(1):125-131.
