乏燃料贮存格架制造工艺过程尺寸控制
2018-06-01孙四中许贵平张恒泉
孙四中,王 哲,许贵平,张 侃,张恒泉,杨 彪
(中国核动力研究设计院,四川 成都 610213)
乏燃料贮存格架是核电厂乏燃料池中贮存乏燃料组件的关键设备,具有结构稳定、防止乏燃料次临界、屏蔽放射性物质的功能,现已实现自主研制[1]。乏燃料贮存格架首先应保证乏燃料组件的临界安全,因而其必须具有很高的结构强度和很好的稳定性。同时在保证安全贮存的前提下,尽量贮存更多的乏燃料组件[2-3]。
在乏燃料格架的生产制造中,首先进行贮存套筒与底板之间的组装焊接,然后进行连接块的组装焊接。乏燃料贮存格架的尺寸精度是保证其功能和安全性能的重要指标,因而研究如何在乏燃料贮存格架制造过程中对尺寸进行低成本、高效率的控制具有重要意义。本文通过分析乏燃料贮存格架制造过程中的关键尺寸要求,并结合格架的结构特点以及制造方法,提出了格架制造过程中尺寸控制的方案,并在实际生产中得到印证。
1 栅距和垂直度的控制研究
乏燃料贮存格架是由呈品字形排列的方形贮存套筒与底板焊接而成,贮存套筒之间形成的空腔统称为贮存单元。各贮存套筒通过多层连接块相互连接以增加结构整体刚度,如图1所示,图中“1”为贮存套筒,“0”为贮存单元。
贮存套筒之间通过连接块相互连接形成栅格,栅格之间的距离为栅距。栅距是乏燃料格架的关键尺寸,其大小表征了各贮存单元的空间位置分布情况,决定了贮存格架中乏燃料组件之间的距离。合理的栅距是确保乏燃料组件安全稳定贮存的必要条件。乏燃料贮存格架栅距设计公差要求为L±dL,且做到公差不累积(aL±dL),如图2所示,其中L为栅距设计尺寸,dL为栅距偏差。
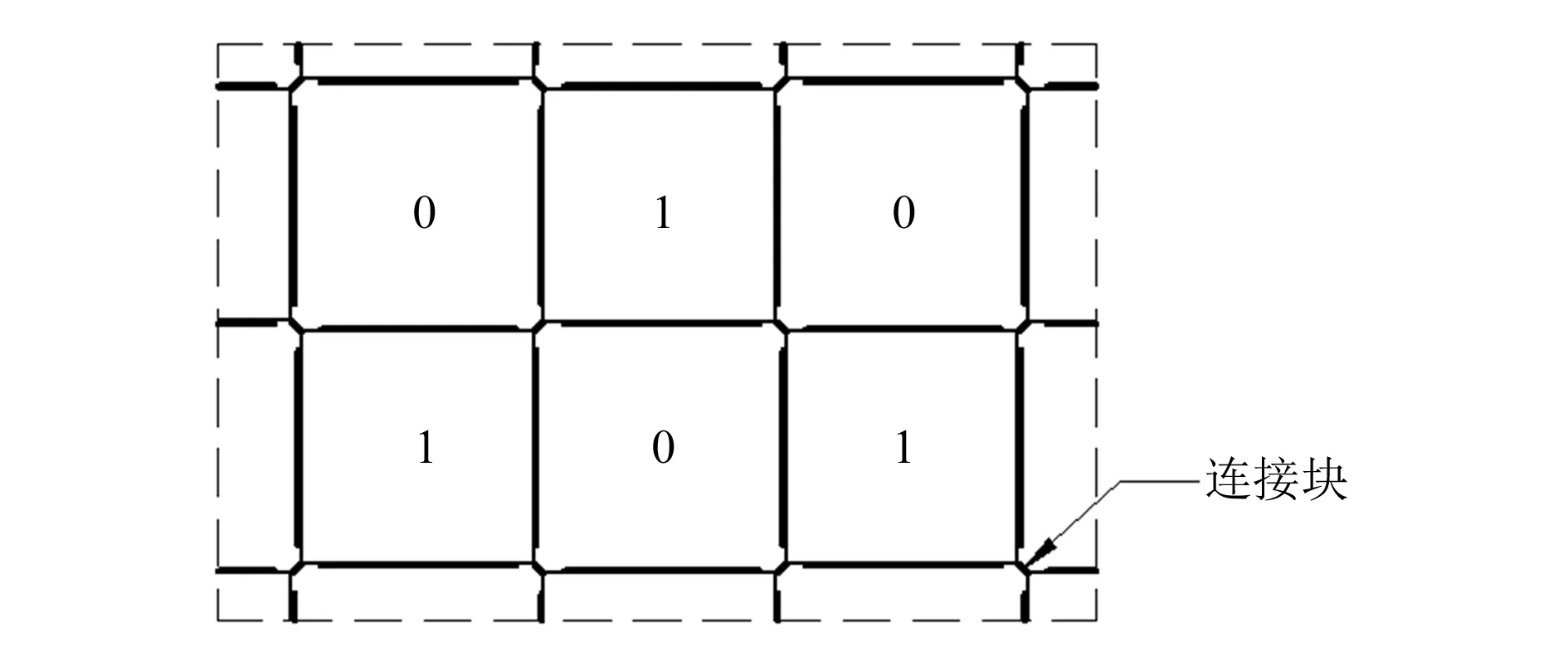
图1 格架贮存单元示意图
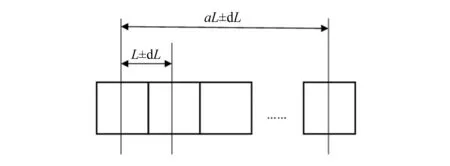
图2 栅距示意图
乏燃料贮存格架贮存套筒的尺寸规格为230mm×230mm×4 200mm,具有细长的结构特点,组装焊接时存在变形大、尺寸精度不易控制等难点。为确保格架栅格的均匀、合理分布,应采用立式组装、上下两端定位的方式进行贮存套筒与底板的组装焊接。贮存套筒一端可通过激光画线与底板进行对准定位,另一端通过可拆卸、可互相连接的卡塞进行相互连接,以确定各贮存套筒之间的空间位置关系,保证整台贮存格架的栅距,如图3所示。
图3 格架栅距定位工装
此外,为保证格架的结构稳定性和乏燃料组件的通过性,每一个贮存套筒都应与底板保持垂直,因此在进行乏燃料贮存格架的组装焊接时,必须约束每一个贮存套筒与底板的空间位置关系。贮存套筒端面较小,不能作为贮存套筒与底板的装配基准。为实现贮存套筒与底板空间相对位置的完全约束,在贮存套筒的上方增加定位销,以确保贮存单元与底板的垂直性,如图4所示。格架组装完成后先进行贮存套筒与底板的焊接,后进行连接块与贮存套筒的焊接。

图4 格架装配示意图
乏燃料贮存格架组装焊接完成后,采用激光追踪仪采集乏燃料格架的空间坐标信息,可精确测量出格架栅距和垂直度大小,如图5所示。实际工程测量结果表明,采用上述制造工艺生产的乏燃料贮存格架具有较高的尺寸精度,栅距和垂直度都得到了有效控制。同时该工艺控制方法具有较高的生产效率。
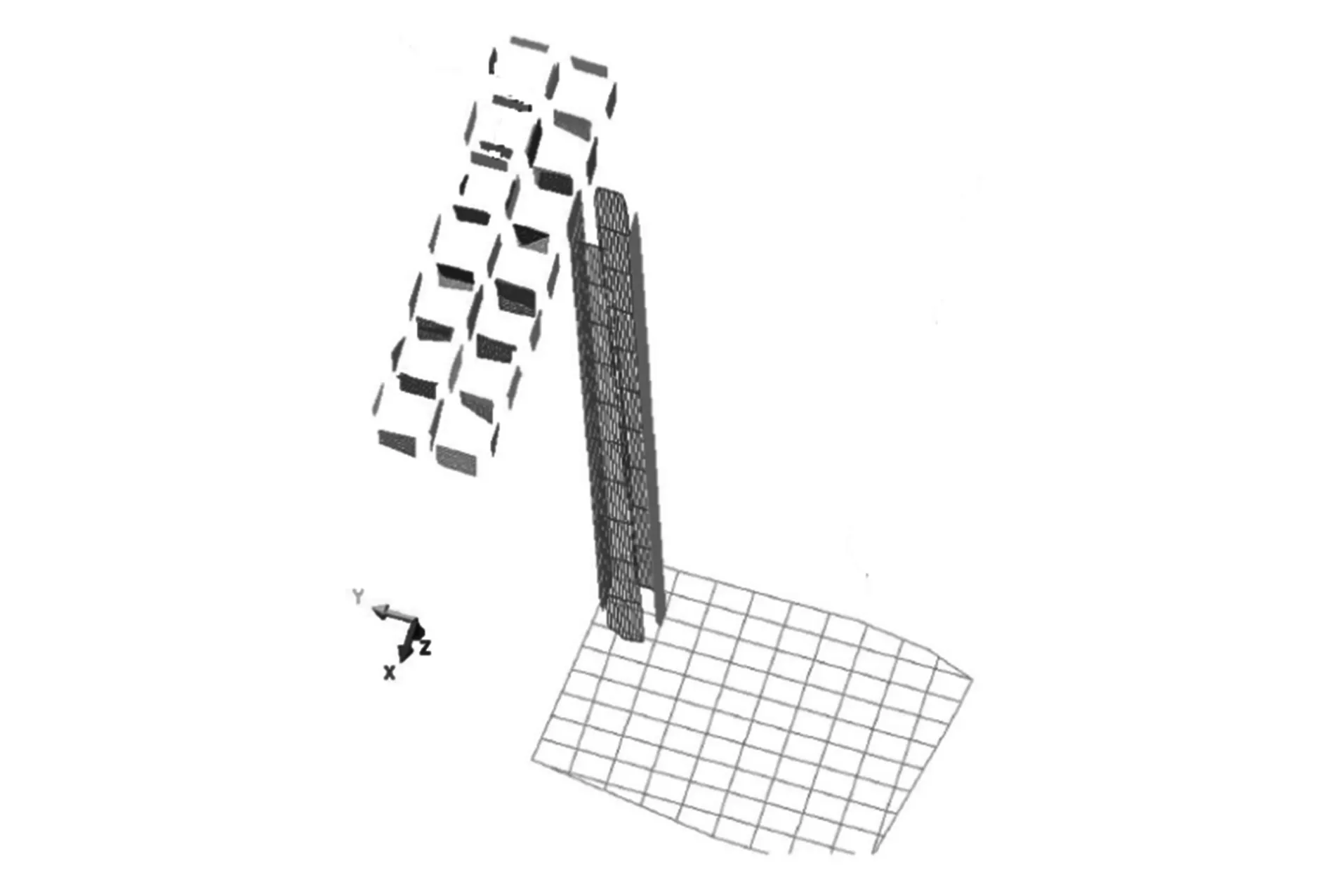
图5 格架外形坐标采集结果
2 连接块装配间隙和角度分析
乏燃料贮存格架贮存套筒主要由方管和包覆在方管四面的中子吸收体板组成,其尺寸精度对乏燃料贮存格架中连接块的装配有较大影响,若贮存套筒出现菱形等畸形变形,将导致连接块装配困难、焊缝成型不良等问题。连接块与贮存套筒之间的装配精度是影响格架制造质量和效率的关键因素。
连接块与贮存套筒之间的理论尺寸为9mm,装配角度为45°。若连接块与贮存套筒之间组装间隙过大,将导致激光束漏光,焊缝背面出现焊接飞溅;若连接块与贮存套筒之间贮存角度出现偏斜,将导致激光焊接困难,且焊后贮存套筒会因受力不均匀出现变形。工程实践表明,贮存套筒与连接块组装间隙在不超过0.4mm、角度偏差不超过15°的情况下,连接块与贮存套筒之间的焊接质量和效率才能得到保证。
蒙特卡洛法是一种随机抽样方法,可用来模拟零部件尺寸公差对装配过程中累计误差的影响[4-5]。已知贮存套筒的截面尺寸形状公差,如图6所示。
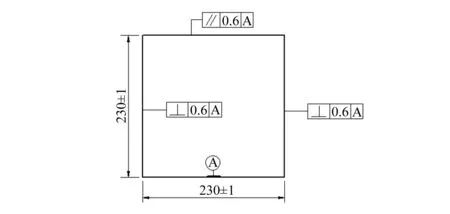
图6 贮存套筒尺寸公差
建立贮存套筒与连接块装配的数学模型,如图7所示,abcd、a′b′c′d′和a″b″c″d″为贮存套筒。设定ab、a′b′、a″b″面分别为3个贮存套筒的装配基准,ab与x轴重合,a′b′、a″b″与x轴平行,如图7所示。
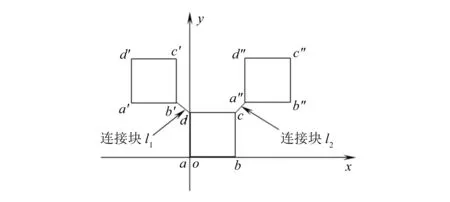
图7 贮存套筒连接块装配模型
假设贮存套筒abcd、a′b′c′d′和a″b″c″d″的尺寸形状公差均服从随机分布,利用蒙特卡洛法进行模拟分析,可分别求出点c,d,b′,a″的位置坐标分布,进而可得到连接块l1,l2与贮存套筒abcd、a′b′c′d′和a″b″c″d″装配间隙和装配角度的分布情况。采用MATLAB编程计算,得到连接块l1,l2装配间隙频率分布和装配角度频率分布,如图8~11所示。由图可知:连接块l1,l2的装配角度主要分布在30°~60°,满足装配角度要求;连接块l1,l2的装配间隙主要分布在-2~2mm,不满足连接块装配间隙要求,将导致装配困难。
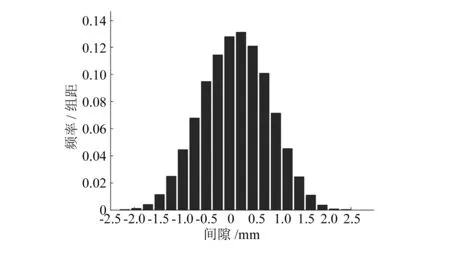
图8 连接块l1装配间隙频率分布

图9 连接块l1装配角度频率分布
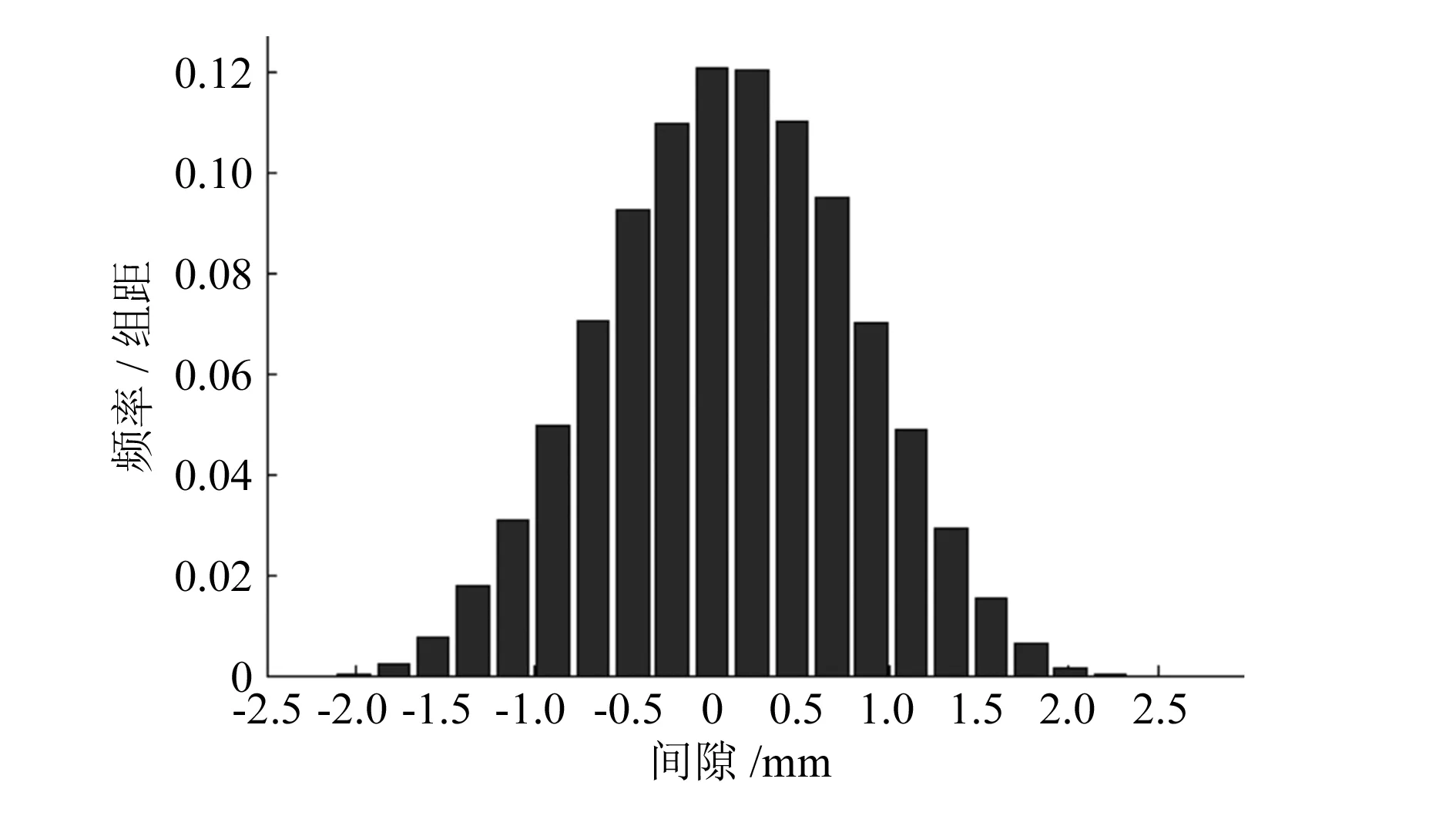
图10 连接块l2装配间隙频率分布
在乏燃料贮存格架制造过程中,为了提高连接块装配质量,可根据连接块装配间隙频率分布,增加连接块尺寸用于选配。

图11 连接块l2装配角度频率分布
3 结论
1)通过对乏燃料贮存格架实际生产反馈的总结,可知本文的制造工艺能够有效保证乏燃料贮存格架的尺寸精度,对格架生产具有指导意义;
2)蒙特卡洛法有效地解决了贮存套筒与连接块的装配公差分析,得到了影响装配质量的主要因素,通过完善连接块的尺寸系列,提高了乏燃料贮存格架的制造精度和生产效率;
3)贮存套筒的尺寸公差影响着贮存套筒与卡塞之间的配合关系,若贮存套筒与卡塞之间产生了间隙配合,将导致栅距超差,需进一步研究优化栅距尺寸的控制方法。
参考文献:
[1] 朱自强,贺小明,毛星明,等.乏燃料贮存格架自主化设计[J].机械研究与应用,2015,28(5):101-103.
[2] 张建普,徐鹏,张正.两种新型的乏燃料贮存格架对比分析研究[J].机械研究与应用,2016,29(44):47-50.
[3] 赵均,韩嵩,苏耿华,等. 乏燃料贮存格架吸收体布置方案对临界安全的影响研究[J].核动力工程,2014,35(2):164-166.
[4] 袁贵星,王平.蒙特卡洛模拟及其在公差设计中的应用[J].天津科技大学学报,2008,23(2):60-64.
[5] 王晶,石宏,黄笑飞.基于蒙特卡罗模拟法的航空发动机装配公差分析[J].沈阳航空工业学院学报,2010,27(4): 8-11.
