六轴铰接轻轨车转向架组装工艺分析
2018-06-01代瑞珍陈经纬孙秀宇
张 硕 代瑞珍 裴 鹏 陈经纬 孙秀宇
(中国中车唐山机车车辆有限公司,助理工程师 河北唐山,063035)
六轴铰接轻轨车转向架是中国中车唐山公司自主研制的六轴铰接轻轨车转向架,两节车体通过两台动力转向架以及一台连接车体的铰接式转向架连接成一辆车组,如图1所示。在运行过程中,该种结构可使列车自由地在小曲线线路上穿行。铰接式转向架有利于车辆通过的曲线半径会更小,其最小曲线半径为30 m。这种转向架的投入运用对确保车辆安全运行以致降低线路造价有着重要的现实意义和广阔的的推广前景。
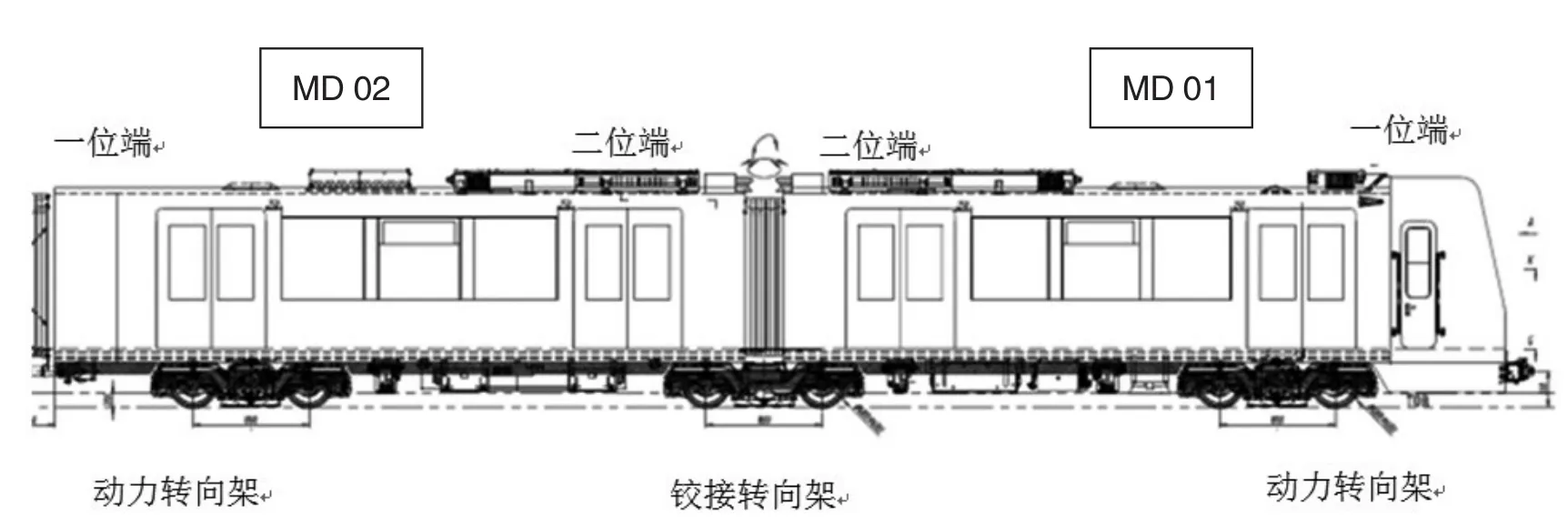
图1 车辆编组图
1 结构特点及主要技术参数
1.1 结构特点六轴铰接轻轨车转向架包括动力转向架和铰接转向架,其特点分述如下:
1)动力转向架带有驱动传动装置、为有枕梁转向架,其采用较大横向偏移的空气弹簧实现车体与转向架的相对转动,来实现通过R 30的小曲线,牵引功能通过枕梁连接中心销加橡胶衬套加枕梁两侧设置的Z字型布置的牵引拉杆来实现[1],枕梁上中心销衬套周围布置摩擦块用于车体的支撑,使车体在运行与转弯过程中更加稳定;此外,转向架基础制动方式为轴盘制动,构架采用“日”字型箱型结构,侧梁下方布置有磁轨制动装置。动力转向架结构如图2所示。
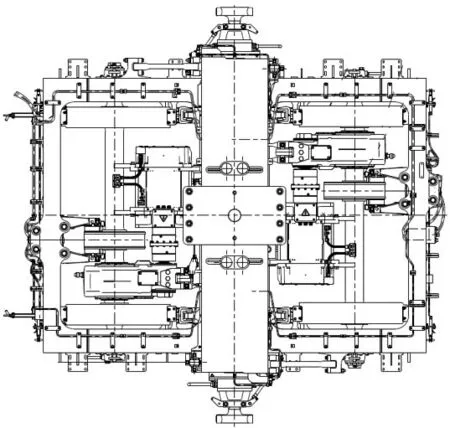
图2 动力转向架示意图
2)铰接转向架为无动力转向架,采用铰接装置使枕梁与相邻两车体连接,铰接装置更加灵活实现通过R 30小曲线。枕梁上铰接装置下方和枕梁两侧均布置铰接摩擦块和旁承摩擦块,用于支撑铰接装置和相邻车体,使车体在运行与转弯过程中更加稳定,此外,转向架基础制动方式为轴盘制动,构架采用“日”字型箱型结构,侧梁下方布置有磁轨制动装置。铰接转向架结构如图3所示。
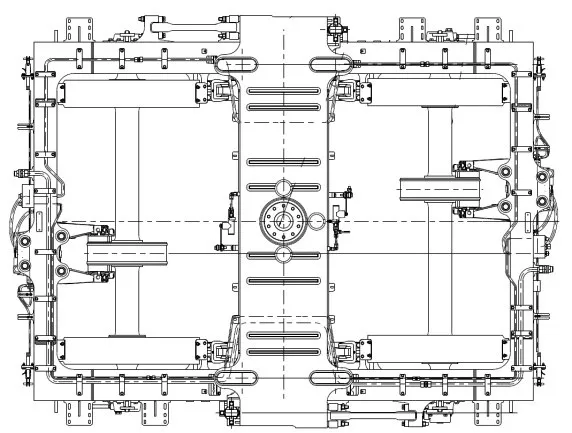
图3 铰接转向架示意图
1.2 转向架主要技术参数
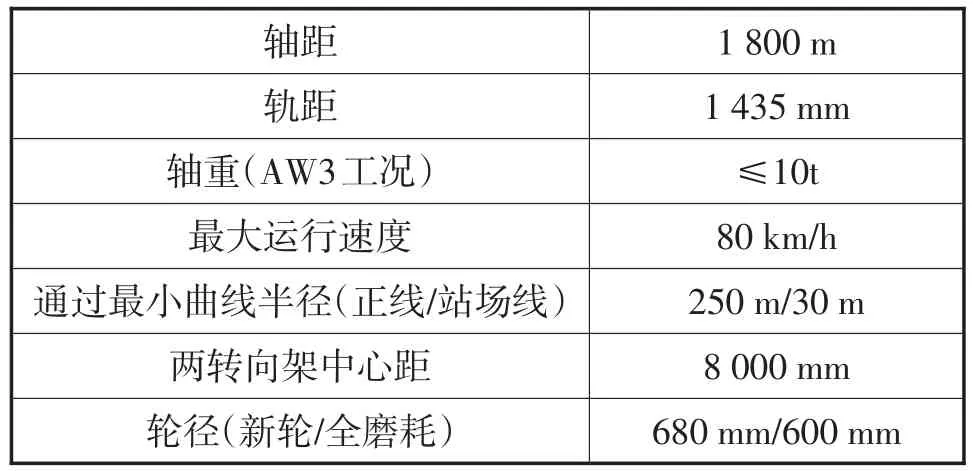
轴距轨距轴重(AW3工况)最大运行速度通过最小曲线半径(正线/站场线)两转向架中心距轮径(新轮/全磨耗)1 800 m 1 435 mm≤10t 80 km/h 250 m/30 m 8 000 mm 680 mm/600 mm
2 转向架组装工艺流程
为保证六轴铰接轻轨车转向架组装工艺步骤的合理性和转向架组装质量[2],组装过程将转向架分为若干个单元,对各单元进行组装[3],然后进行转向架总体组装工作,具体工艺流程如图4所示。
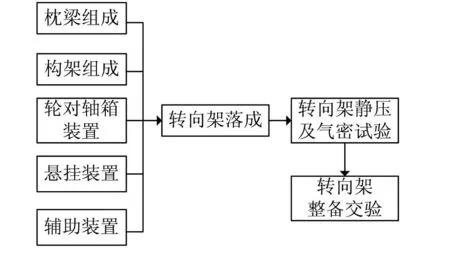
图4 组装流程示意图
其中,枕梁组成包括摩擦块安装、空簧控制系统组装;构架组成组装包括基础制动装置组装、驱动装置组装(仅动力转向架)、横向缓冲器安装等;悬挂装置组装包括一系悬挂装置、二系悬挂装置组装等;辅助装置安装包括撒砂及排障装置组装、车轮罩装置组装、磁轨制动装置组装等。
3 组装工艺难点及采取的工艺措施
3.1 一系悬挂装置组装工艺一系橡胶弹簧作为转向架一系悬挂装置的重要组成部件(如图5所示),其高度会直接影响转向架四角高从而影响整车四角高导致对整车的平衡产生影响。为保证转向架在组装过程中的四角高平衡,橡胶弹簧组装前按试验载荷下的高度标准进行选配,并在橡胶弹簧下方预垫规定厚度的调整垫,在模拟AW0工况的静压试验(只加载车重载荷)中,对转向架四角高(轴箱与构架加工面的高度)进行测量,要求高度及高度差符合组装要求,否则用一系调整垫调整至合格状态。
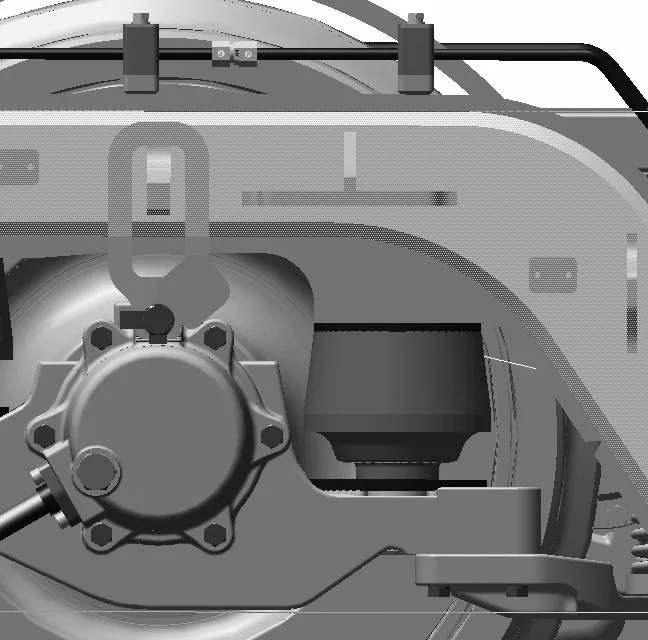
图5 一系悬挂装置三维示意图
3.2 磁轨制动装置组装工艺磁轨制动装置相对于其它转向架是全新的装置,图6是磁轨制动装置三维示意。根据工艺分析,在落车状态下根据空间的限制,无法完成磁轨制动装置长螺杆与磁轨制动吊座的安装,同时根据设计要求,磁轨制动下表面距轨面的距离需保证在7(-1,+2)mm,该距离过大过小则会对磁轨制动装置的磨耗量或制动效果产生影响。经过对图纸和磁轨制动装置用户文件以及车间现有设备的分析,制定了可行的工艺流程:
1)在落轮工装上摆好磁轨制动装置,磁轨制动装置下方垫放15 mm厚垫块,并将长螺杆等连接部件按图纸要求穿过磁轨制动装置的安装孔;
2)轮对轴箱装置上安装磁轨制动吊座并吊运至落轮工装上,长螺杆穿过磁轨制动吊座;
3)吊运构架组成进行落轮,并将调节螺母等紧固件进行预紧;
4)待整车落成后在水平轨上使用调节螺母调整磁轨制动装置高度并使用塞尺和垫块对高度进行测量,测量合格后对螺母进行紧固。
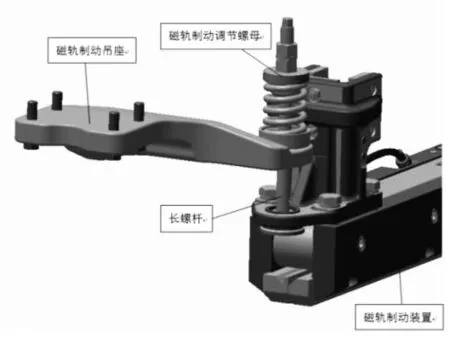
图6 磁轨制动装置三维示意图
3.3 转向架气密试验控制转向架组装后气密试验包括基础制动管路气密试验和空簧控制系统气密试验,基础制动管路气密试验目的是检测制动管路的内部气压,保证制动装置动作功能的稳定性;空簧控制系统气密试验检测空簧系统在固定高度的同时保持内部气压的稳定,以保证车辆运行过程中转向架对车体的平稳支撑并起到减振效果。气密实验要求[4]是,分别在0.5 MPa和0.6 MPa的压力下,压降分别不超过0.02 MPa和0.005 MPa。由于压降精度要求高,故采用BBM静压试验台进行气密试验并配合高精度的空气压力测量传感器进行试验。同时根据转向架结构可以看出,动力转向架基础制动管路由12根管组成,铰接转向架由15根管组成,接头过多会导致压降不满足压降要求,通过调节卡套压装压力、以及在管接头处涂抹密封胶等工艺措施来保证在组装过程中管路接头的密封性。
3.4 转向架整体组装质量控制六轴铰接轻轨车转向架相对我公司其他城规车转向架而言是一个全新的转向架,转向架组装后也需要通过相关的手段对组装质量进行检测,除了常规的尺寸测量、螺栓紧固扭矩检验,以及上述提到的气密性试验外,还需要对制动装置的制动功能进行检测,此外,转向架整体组装后,还需要通过接地电阻试验完成转向架的阻抗测量。
4 结束语
通过对六轴铰接轻轨车转向架的组装工艺流程和工艺难点进行分析,有效地保证了该种类型转向架设计要求的实现,最终实现了批量生产,目前应用该类型转向架的六轴铰接轻轨车已驰骋在土耳其伊的爱琴海边,转向架运行状态良好,中车唐山公司为中土友谊贡献了自己的力量。
[1]严隽耄,成建民.车辆工程[M].北京∶中国铁道出版社,1992.
[2]杨华荣.SW-220K型转向架组装工艺分析及设计[J].山东工业技术.2014(2).
[3]刘霞.转K4型转向架组装工艺分析[J].2004,24(3).
[4]转向架组装技术条件-伊兹密尔项目,中国北车唐山轨道客车有限责任公司[S].2016.