多拐曲轴的相位角检测
2018-05-31中车资阳机车有限公司四川641301代金金丑洋洋
■ 中车资阳机车有限公司 (四川 641301) 代金金 丑洋洋
我公司目前生产的曲轴涉及4~10拐系列。曲轴的相位角是影响柴油机燃烧性能的主要因素。精确检测相位角能够降低柴油机发生质量问题的概率。曲轴相位角的设计要求公差一般为±10′,为此在检测方式及方法上要综合考虑支撑及测量的各种误差,以满足相位角的精确检测。
1. 曲轴相位角检测基准
在测量曲轴相位角时,只有当被测角度要素与平台平行时,才能最大限度地排除其他参数误差的影响,达到检测精度高的目的。因此在测量相位角之前,应使主轴颈中心处于水平状态。
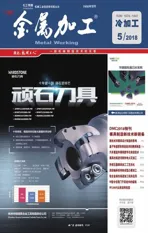
测量时,将曲轴放置于检测平台上,两端基准轴颈采用固定支承,中间轴颈采用一点或多点浮动支承(见图1)。曲轴在检测支承上必须保持平衡、转动灵活,支承润滑充分。在测量前,将各支承主轴颈中心调整在公共轴线上,其中心高度差≤0.005mm,排除支承轴颈直径尺寸误差。
2. 专用检具检测法
采用高度游标卡尺或二维测高仪及专用检具分度盘(多面体)进行检测。
(1)选取第1曲柄销为被测基准轴颈,旋转曲轴调整第1曲柄销中心与主轴颈中心在同一水平面内,该平面中心高度H为测量基准值。
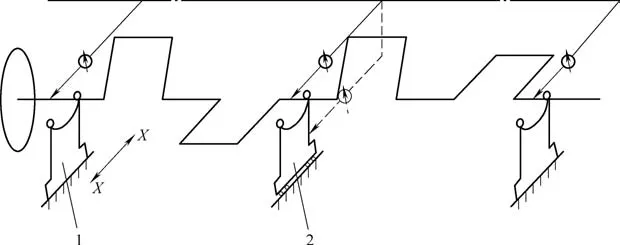
图1
(2)根据曲轴的曲柄销数量,将与相位夹角分布对应的分度盘(多面体)装夹在曲轴一端。采用高度游标卡尺或二维测高仪将分度盘(多面体)中的一个基准面调整至水平,并将分度盘固定。
(3)旋转曲轴,将分度盘(多面体)中的其余工作面,依次找至水平,每找平一个工作面,用高度千分尺或二维测高仪测出相对应的曲柄销上侧实际高度值h1、h2、h3,…,hi,按照公式(1)计算得出被测曲柄销中心与测量基准的高度差ΔYi(注意正负值)。

式中,ΔYi为高度差;hi为各曲柄销上侧实际高度值;di为各曲柄销直径;i为曲柄销号;H为测量基准平面中心高度。
(4)图样设计要求相位误差用高度差表示的,直接记录高度差。
(5)图样设计要求用角度值表示的,则通过公式(2)计算得出对于基准曲柄销的偏差角度θi(见图2)。
图2

式中,θi为对于基准曲柄销中心的偏差角度;ΔYi为高度差;ri为对应的1/2冲程(曲拐半径)。
3. 高度尺直接测量法
(1)相位角呈90°以外的曲轴检测:①选取第1曲柄销为被测基准轴颈,旋转曲轴调整第1曲柄销中心与主轴颈中心在同一水平面内(相位角呈90°的曲轴除外),该平面中心为测量基准值。②测量各曲柄销中心到主轴颈中心的距离并做记录,按照公式(3)计算出各曲柄销对于水平位置的实际角度(见图3)。

式中,βi为曲柄销与水平位置的实际角度;hi为曲柄销中心到主轴颈中心的垂直距离;ri为对应曲柄销的曲拐半径。
(2)相位角呈90°的曲轴检测:①当测量相位角呈90°曲轴时,将作为基准的第1曲柄销中心调整到与主轴颈中心成45°夹角的位置(见图4)。②测量各曲柄销中心到主轴颈中心的距离,按照公式(3)计算出各曲柄销对于水平位置的实际角度。

图3
4. 曲轴相位角检测结果判定
(1)专用检具检测法结果判定:①图样设计要求相位角误差用高度差表示的,高度差值应符合图样设计要求。②图样设计要求相位角误差用角度值表示的,计算得出的被测曲柄销与基准曲柄销(第1曲柄销)之间的偏差角度θ应符合图样设计的角度公差要求。
(2)高度尺直接测量法结果判定:①图样设计要求相位角误差用高度差表示的,每一被测曲柄销中心到主轴颈中心的垂直高度与图样要求的理论高度值之差应在图样设计要求的偏差值范围内。②图样设计要求相位角误差用角度值表示的,被测曲柄销与第1曲柄销之间的实际夹角β应在图样设计要求的夹角及公差范围内。
5. 结语
经过技术人员及检验人员对于曲轴相位角检测方式的验证,用高度仪直接测量法能够完全排除各种检测误差并得到各船级社的认可。

图 4
[1] 陈宏均. 实用机械加工工艺手册[M]. 北京:机械工业出版社,1997.
[2] 杨叔子. 机械加工工艺师手册[M]. 北京:机械工业出版社,2001.
[3] 李新勇,赵志平. 机械制造检测技术手册[M]. 北京:机械工业出版社,2012.
专家点评
文章针对曲轴相位角的检测难点,对多拐曲轴进行系统分类,首先使主轴颈中心处于水平位置,通过专用检具和高度尺直接测量法排除各种检测误差,为精准测量曲轴相位角提供了结果判定。
公式化解决多拐曲轴的相位角检测方法是文章的创新之处,用高度尺直接测量各曲柄销中心到主轴颈中心的距离,按照公式即可换算出相对于水平位置的实际角度,对技术和检验人员的帮助很大。