基于快速原形制造技术的模具制造
2018-05-31中国重汽集团济南桥箱有限公司山东250022刘胜勇
■ 中国重汽集团济南桥箱有限公司 (山东 250022) 刘胜勇

1. 快速原形制造概念
随着工艺、材料和装备的日益进步,模具产业赖以坚持的材料去除方式的切削加工正被效益显著的材料离散/堆积方式的快速原形制造所替代。相比前者,后者既适合复杂结构模具的快速经济制造,又能降低个性化、定制生产和创新设计的加工成本,还可做到无模化的绿色、节能、低碳、环保型制造。机械制造方法如图1和图2所示。

图1 材料去除的减材制造

图2 材料离散/堆积的增材制造
作为快速经济模具制造技术的一个分支,快速原形制造是在离散/堆积(即材料叠加)成形思想下,先通过立体光固化成形(SLA)、叠层轮廓制造(LOM)、激光粉末烧结/熔化成形(SLS/SLM)、熔融沉积制造(FDM)和三维打印成形(3DP)等增材制造工艺快速自动地获得制件原形,再通过一些具有精细化、自动化、信息化机能的快速制模方法,获得长寿命的金属模具或低寿命的非金属模具。简言之,模具的快速原形制造可分为快速成形和快速制造两个环节。
从广义角度讲,模具快速成形是以设计数据为基础,将液体、粉末、线材或块材等成形材料变为所需工艺形态后,经由具有高精、柔性、数字及自动等特点的成形机按预定轮廓轨迹累加起来,快速得到制件原形。
2. 立体光固化成形(SLA)
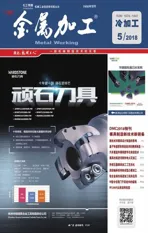
立体光固化成形(Stereo lithography apparatus,简称SLA)工艺是以液态光敏树脂为原料,在成形机的数控系统控制下,激光束按零件各分层截面的预定轮廓轨迹扫描并固化,形成零件的第1个薄层截面;然后工作台下降一个分层厚度,在已固化好的树脂表面再敷上一层新的液态树脂,以便进行第2层扫描固化。新固化层牢固地黏结在前一层上。如此重复,直到整个制件原形制造完毕。SLA工艺具有精度高、功耗小等优点,现已发展为基于数字光处理技术的动态掩模投影式SLA(见图3)。立体光固化成形案例如图4所示。
3. 叠层轮廓制造(LOM)
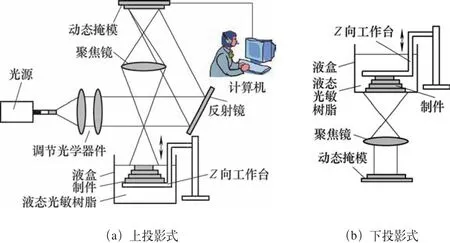
图3 动态掩模投影式SLA原理

图4 立体光固化成形案例
叠层轮廓制造(Laminated object manufacturing,简称LOM)工艺是利用激光等工具,按照计算机提取的制件横截面轮廓线,在数控系统的控制下,逐层切割/堆积薄板材料——纸板、塑料板或金属板,最终形成对应材质的三维实体。各层纸板或塑料板间的结合常用粘接剂实现,各层金属板间的结合常用焊接(热钎焊、熔化焊或超声焊接等)或螺栓联接实现。LOM工艺具有省时、便于制作中大型厚实制件等特点,其原理和案例分别如图5、图6所示。
4.激光粉末烧结/熔化成形(SLS/SLM)
激光粉末烧结(Selective laser sintering,SLS)工艺采用CO2激光器(或Nd:YAG激光器)作能源,选择尼龙、聚丙乙烯、尼龙+铝粉、黏结剂+陶瓷粉、黏结剂+金属粉、铸造用树脂覆膜砂+玻璃纤维等粉末为工艺材料,借助选区激光成形机,由激光束按照计算机提取的制件分层轮廓进行选择性的烧结,逐层铺粉(100~200μm/层)和烧结,并经打磨、烘干等处理后,最终形成三维实体。熔化成形(Selective laser melting,SLM)工艺与S L S工艺有异曲同工之处,它们均需选取激光成形机分层处理工艺材料,但在制件成形时,SLS为粉末半固态液相烧结,粉粒表层熔化并保留其固相核心,SLM为粉末完全熔化。
国内外研制的SLS/SLM成形机数量较多,其工作原理大致相同,只是供粉系统和激光扫描系统有所差别。供粉系统一般有下供粉和上供粉两种结构形式(见图7),激光扫描系统一般有振镜扫描式和激光头扫描式(见图8)两种。
5. 熔融沉积制造(FDM)
FDM(Fused deposition modeling)工艺也叫熔丝沉积制造,它是利用电加热法等热源熔化特定直径和成分的丝状材料,由三轴控制系统移动熔丝材料,逐层堆积成形三维实体,其过程示意及案例如图9所示。材料(通常为低熔点塑料,如ABS、PC等)先制成丝状,通过送丝机构送进喷头,在喷头内被加热熔化;喷头在计算机控制下沿零件截面轮廓和填充轨迹运动,将熔化的材料挤出并迅速固化、与周围材料黏结;经层层堆积成形而完成原形制造。
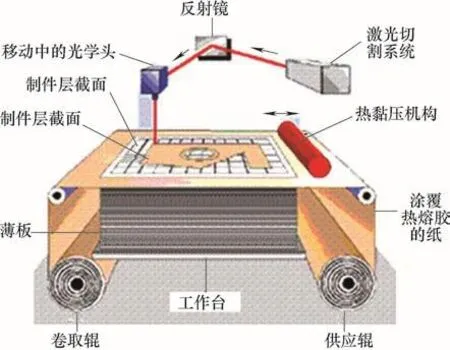
图5 叠层轮廓制造(LOM)原理
6. 三维打印成形(3DP)
3DP(3D printing)工艺是采用打印头、喷嘴或其他打印机,通过流化处理使成形材料变为可喷射的流态“墨水”,借助多种形式的精细喷头实现“墨水”的配送和操控,按需喷射并逐步堆积为三维实体。
3DP中材料变为“墨水”的主要方法有:用溶剂使可溶材料溶解为液态“墨水”,加热使可溶材料转变为熔融态“墨水”,用分散剂使固态微粒转变成悬浮液、浆料、胶体等种类的“墨水”,用喷雾装置使熔化材料或含有金属、陶瓷微粒、细胞的悬浮液、浆料转变成雾滴流“墨水”,用高速气流使固态微粒流化成粉粒流“墨水”。3DP按照实现可控喷印而施加于喷头的使能动力形式,主要分为压电驱动式、气动式和电动式三大类,所使用的“墨水”黏度依次为低黏度、中低黏度和高黏度。3DP工艺过程示意及案例如图10所示。
7. 模具快速制造及装备
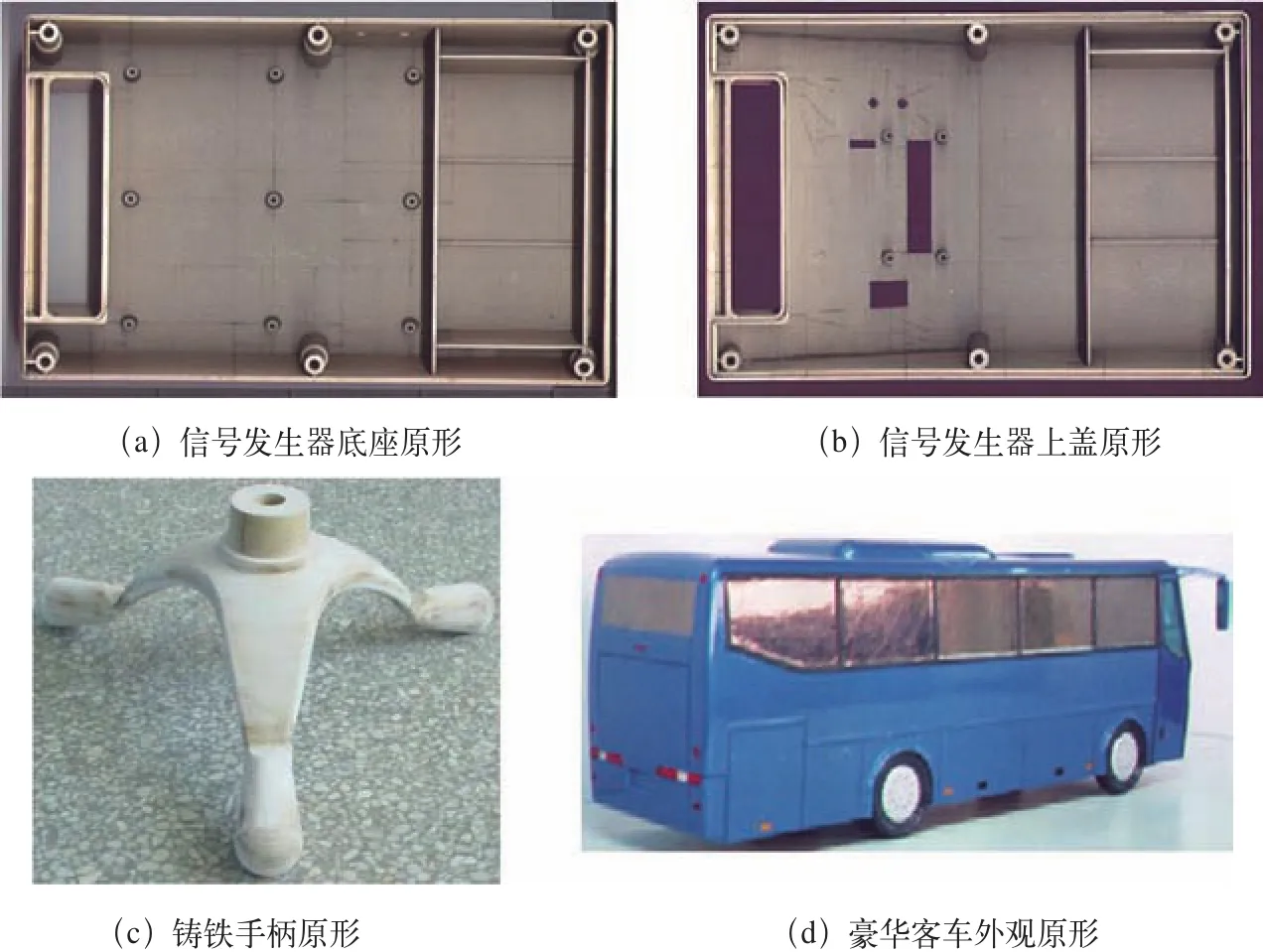
图6 叠层轮廓制造案例

常见模具处理方式及所用装备

图7 SLS/SLM成形机供粉系统示意
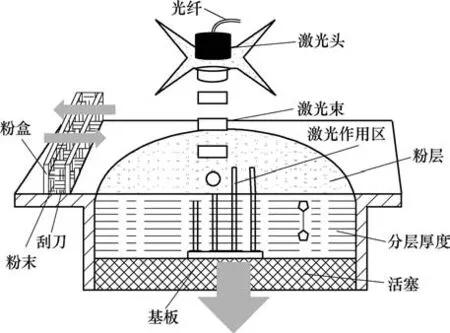
图8 SLS/SLM成形机的激光头扫描式系统
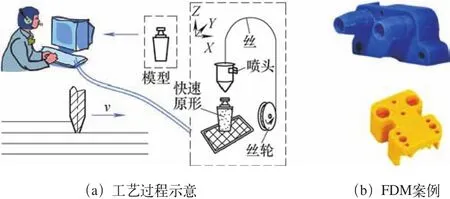
图9 熔融沉积制造工艺过程示意及案例
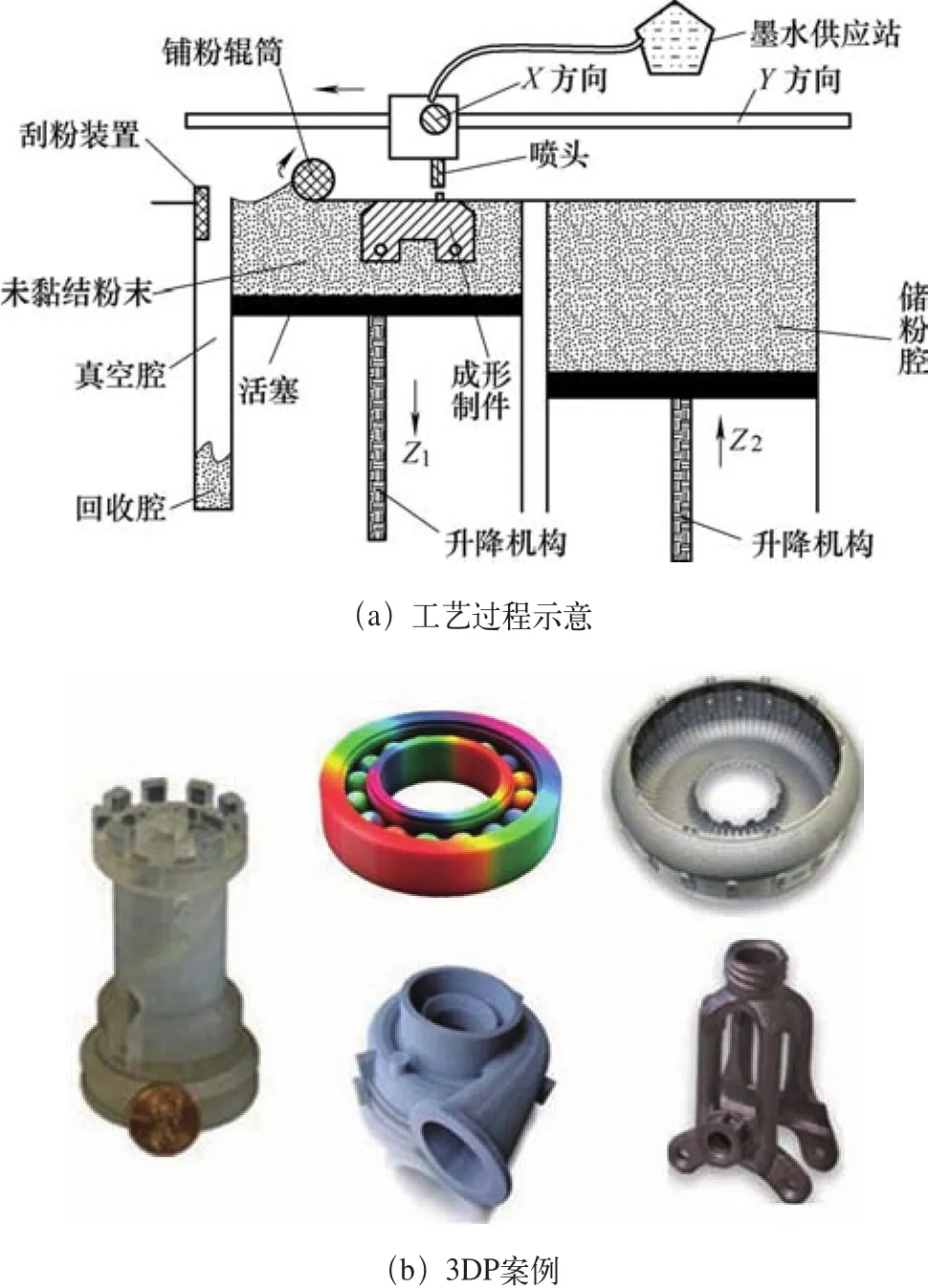
图10 3DP工艺过程示意及案例
常见模具处理方式及所用装备如附表所示。经由模具快速成形工艺获取的绝大多数制件原形被用于产品研发的设计沟通、产品试制的装配测试以及产品投产前少量修改等,但有些制件原形需进行打磨、抛光、喷涂和机加工等必要的后续处理——快速制造,才能促进制模效率、保证成形精度、提高使用寿命以及节约开发成本。这些处理任务均离不开现代化模具装备的高效应用。
模具快速制造装备在模具快速成形过程中扮演着重要的角色,其控制精度直接会影响模具成形精度,其传动效率直接会影响模具经济效益,其复杂系数关乎着模具制造样式。因此,模具企业要在快速制模的各个环节普及应用数控装备,借助传感器技术和互联网平台采集制模过程数据和装备运行数据,实现模具全价值链的信息和数据的综合管理与共享,以适应模具个性化需求。
8. 结语
模具的快速原形制造需在设计阶段全面普及CAD/CAM/CAE技术,在制件原形阶段大量采用经济型新材料和快速制模工艺,在批量制模阶段广泛使用现代化数控装备和智能机器人,力求早日实现数据共享化、过程自动化、装配无人化及供需定制化的“四化”目标。
[1] 刘胜勇. 模具行业国产数控装备发展对策[J]. 金属加工(冷加工),2017,784(11):Ⅷ,1-3.