壳牌气化炉粉煤烧嘴损坏原因分析
2018-05-28康思乐
康思乐
(同煤广发化学工业有限公司,山西 大同 037000)
引 言
壳牌煤气化工艺是国内大型化工企业所采用的重要生产工艺,其中气化炉作为核心设备具有重要作用。然而在生产过程中粉煤烧嘴因不同原因损坏不仅缩短了烧嘴的使用寿命,同时影响煤气化工艺的正常流程。
1 壳牌煤气化工艺的基本概述
壳牌煤气化是化工生产方面具有代表性的生产工艺之一,壳牌煤气化的整体作业条件是在高温加压下进行的,煤粉、氧气及少量蒸汽在加压条件下流进入气化炉内,并能够在既定时间内完成升温、挥发分脱除、裂解、燃烧及转化等一系列物理和化学过程[1],整个流程的时间短、效率高。其工作原理是通过向气化炉内输送气体造成高温有氧环境,使发生气化反应的碳、挥发分及部分反应产物(H2和CO等)燃烧,并最终在有氧条件终期发生转化,生成一氧化碳、氢气成分的煤气。
2 粉煤烧嘴的结构
粉煤烧嘴的是煤气化工艺的关键部件,其内外结构如图1所示。为了方便更换和维修,降低损耗,粉煤烧嘴采取的是分体安装方式,即由两部分构成,分别为烧嘴头和烧嘴身,其中烧嘴头部组件位于工作前端,是粉煤烧嘴的核心结构,其前端面由高温合金薄壁构成,该薄壁直接接触合成气,内表面则是螺旋状环形冷却腔体,借助冷却功能有效抵御外部的高温、高压、高腐蚀的环境。烧嘴头和烧嘴身共同构成了一个多层套管结构体,煤气化工艺中的两个原料,粉煤、氧气及蒸汽混合气分别通过烧嘴头前端和上部入口进入腔体。前端入口与中心通道相连,上端入口则与环形通道相连,原来入口进入烧嘴头内部不存在公用通道。前文提到螺旋形冷却腔保护烧嘴进行工作,作业所需的冷却水通过通道外围的入口流入冷却水专用通道并通过上端出口流出,形成自循环结构。烧嘴按符合要求在气化炉内成对布置,通常一台壳牌气化炉需要在同一水平面安装4个~6个烧嘴,为了使所有烧嘴轴线的延长线在气化炉内形成一个内切圆,布置的所有烧嘴以气化炉的中心为基准形成偏角[2]。
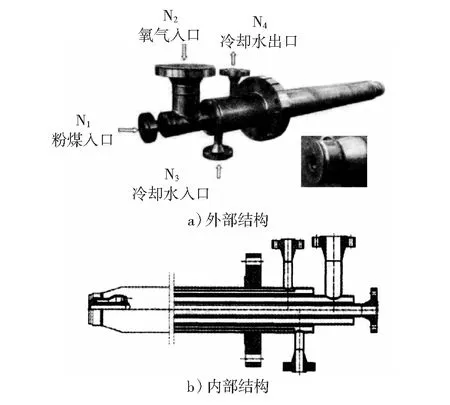
图1 粉煤烧嘴的内外结构
3 壳牌气化炉粉煤烧嘴损坏的主要特征及原因分析
国内多数煤气化工企业使用壳牌气化炉生产煤气产品,根据年作业统计发现,壳牌气化炉的粉煤烧嘴是气化炉整体结构中损坏概率最高的构件,在作业达到一定的周期后,烧嘴头部等部位频繁发生损害,影响正常生产。
3.1 壳牌气化炉粉煤烧嘴损坏的主要特征
粉煤烧嘴主要容易发生裂纹、烧蚀等问题,其多在生产之中发生,且头部组件发生损坏概率高于身体组件。少数损坏发生在粉煤烧嘴安装或更换时。烧嘴头部组件常发生喷口裂纹,根据粉煤烧嘴的构成结构来看,喷嘴前端是高温合金薄壁,厚度为(2.0±0.1) mm左右,受损后会在整个喷口周围形成放射状的均匀细小裂纹。裂纹扩大会造成冷却水泄漏,影响正常生产。除此之外烧嘴头部前部还会在工作中形成结渣式烧熔面貌,且损害明显。形成烧熔面貌部分的黏结以硅为主要成分。除此之外,部分烧嘴头部存在磕碰伤痕等机械损坏,只能通过替换进行解决。
烧嘴身体组件的损坏特征基本与烧嘴头部保持一致,但一般不发生裂纹损伤。烧嘴身体组件接触高温作业环境,易发生合成气回火烧熔,甚至整个安装法兰都可能造成回火烧熔损伤。烧嘴组件中含有管道组件,其外管在长时间使用后,产生腐蚀,出现坑洞或破损,导致冷却水流出,并加速损伤面积。除此之外,烧嘴身体组件的密封面及整个法兰存在机械性划痕或者损坏。因此从整体来看,烧嘴损坏的主要特征可以归纳为机械损伤、工作性损伤以及结构特征损伤。
3.2 壳牌气化炉粉煤烧嘴损坏的原因分析
粉煤烧嘴损坏后,降低其使用寿命,甚至造成全部损伤,需要直接更换,影响运行效率和质量。根据壳牌气化炉煤气化工艺流程的特点及烧嘴结构等进行分析,造成烧嘴损坏的原因主要有以下几点。
1) 粉煤烧嘴自身的结构因素
根据粉煤烧嘴发生损坏的特征来判断,烧嘴头部组件易发生裂纹损伤,且损伤基本均匀。造成此种形式损伤的原因来源于喷口特殊的尖角结构,并且基于自冷却循环通道的形成,前端面的薄壁厚度最薄时可达1 mm。当薄壁厚度减小时,材料本身的力学结构发生变化,因此其抗高温辐射及粉煤原料的直接冲刷能力下降。整个工作过程中,反复冲击及负荷变化,造成材料本身的结构形成力学疲劳期,尤其是受力集中的情况下,直接造成冲击点产生裂纹。而烧嘴喷口直接接触高温、高压、高腐蚀混合气体,因此其需要采用高温合金材料经过严格的抗拉、强度试验生产制成喷嘴。但是基于高温金属合金材料本身的条件来看,这种硬度高、塑性大的材料在高精度尺寸和粗糙度的双重条件压力下,容易造成生产质量欠缺,薄壁厚度不均匀下,使其力学承受能力不一致,形成损伤后裂纹持续累积会极大缩短烧嘴的使用寿命。发生此种情况下,必须要停车检修进行烧嘴的更换。
2) 粉煤烧嘴安装因素
根据壳牌气化炉的生产需求,需要将4个~6个粉煤烧嘴安装到气化炉的平面上。其安装要求包括以下几个关键点。一是要求所有的粉煤烧嘴处于同一水平面,并成对安装,形成对称性要求;二是粉煤烧嘴应以气化炉的中线为对称,形成偏角从而构成一个内切圆,对偏角的设计值有要求。根据上述两项条件进行烧嘴安装时,存在偏差,则从整体上改变了粉煤烧嘴相互之间的力学结构和内部的燃烧位置。在这种情况下就会发生粉煤烧嘴的烧嘴罩烧损,而无法对烧嘴形成保护,从而降低了烧嘴的工作寿命。氧气蒸汽混合气损坏时,就会造成通道内氧气流通不畅,产生气体集中燃烧,进而使局部位置发生超高温现象,造成损坏。
3) 粉煤烧嘴的工作环境、参数等因素
用于生产煤气的粉煤、氧气、混合气等通过入口进入粉煤烧嘴内部,不同原料的工艺参数对煤气化的整体作业流程产生影响。
根据煤气化的生产工艺需求来看。粉煤烧嘴中氧煤比例一般在0.72~0.85。煤或氧气的量值发生变化时,就会造成该比值发生波动,当波动浮动频率过高时,烧嘴罩及整个烧嘴的温度场就会发生相应的变化。上文提出的材料结构及工艺会对烧嘴的材料造成频繁的异常冲击或者燃烧,使得材料疲劳,加速老化速度,从而发生烧嘴前端裂纹等现象。煤烧嘴氧煤比为0.72~0.85,煤线或氧线的波动导致氧煤比发生变化。这种波动频率较高会引起烧嘴罩和烧嘴周围温度场频繁变化,引起材料热疲劳导致材料性能快速退化,从而导致烧嘴裂纹产生[3]。
另外,粉煤中含有SiO2、Fe2O3等化学物质的成分不同,进而造成渣粘度存在差异。当气化温度未能按照标准达到气化临界温度时,就会影响渣流动性,若由于渣体不能够顺畅流动,并产生高粘度附着在烧嘴头部时,就会造成集中燃烧发生点腐蚀和坑洞等问题。另外一方面粉煤和混合蒸汽体在有氧条件下发生燃烧反应,会产生部分高温气体回流,当此部分气体回流流转于烧嘴罩及烧嘴头部的环隙使,就会导致结构的外管产生腐蚀渗漏。
4 结语
粉煤烧嘴作为壳牌煤气化生产工艺的关键组成部分,其损伤不仅影响工作寿命,还对整个工艺流程和生产质量造成影响。根据烧嘴的损坏特征和生产工艺的工作原理等进行分析可以发现,造成粉煤烧嘴损坏的主要原因包括烧嘴自身结构原因、安装原因及生产工艺参数、运行状态等,需要生产企业根据情况及时更换烧嘴或者调整作业参数等,来提升烧嘴的使用寿命。
参考文献:
[1] 滕发利.壳牌气化炉运行中的常见问题[J].化工设计通讯,2017,43(5):170-171.
[2] 原栋,刘文杰.壳牌粉煤烧嘴的安装方法和影响安装精度的因素[J].化学工程与装备,2017(4):140-142.
[3] 王庚,石云.浅析壳牌粉煤气化炉烧嘴罩的常见问题[J].纯碱工业,2016(1):39-41.