壳牌气化炉粉煤烧嘴使用及损坏原因分析
2018-05-28姜杨
姜 杨
(同煤广发化学工业有限公司,山西 大同 037000)
引 言
壳牌煤气化技术是目前世界上最为先进的设计理念,技术的使用也为我国的国产化程度贡献了积极的力量。尽管壳牌气化技术的理念在目前来说十分先进,并且被正式地投入到了规模化的生产,但其中仍旧存在一些问题,这些问题中包括人为因素也包括技术本身的因素。例如运行稳定性较差以及技术出现故障的概率过高所引发的开工烧嘴直接性的堵死以及激冷气压缩机等部件频繁出现故障等。
1 壳牌气化技术的设计理念
传统气化炉运行中主要是依照气化工艺的具体要求,对气化炉内的烟气进行充压,基本是将压强充至1 MPa后投进煤粉,而这种工艺手段往往使得气化炉的点火难度大大增加,很不利于工艺的发展与进程。在壳牌煤气化技术投入使用后则将传统的工艺进行改善,并采取分级点火的方式对其进行操作。壳牌煤气化技术主要将点火等级分为三级,并同时设置了三个不同位置的点火烧嘴,分别是点火烧嘴、开工烧嘴以及粉煤烧嘴,从而用来适应炉内不同强度的压力。粉煤烧嘴是壳牌煤气化炉中较为关键的设备,主要用于将煤粉和气化剂输送至气化炉内将其气化从而形成粗合成气,而煤嘴烧主要由粉煤通道、气化剂通道和冷却水夹套组成。
2 壳牌煤气化技术的使用
2.1 壳牌煤气化炉的三级点火过程
壳牌煤气化技术主要将点火等级分为三级,首先高压氮气会最先完成对气化炉是吹扫,进而将点火烧嘴点燃,一旦点火烧嘴被点燃就会启动系统的引氧装置,从而使得氧气在一定的压强下启动开工烧嘴。当开工烧嘴启动后,点火烧嘴会自动进行引退,进而使得开工烧嘴可以顺利将粉煤烧嘴进行点燃,从而引燃系统中的粉煤。与此同时,气化系统会自动进行升压,而压力的调节阀此时会对炉内的压强进行调节,保障压力值可以达到开始启动激冷气循环压缩机从而保障其稳定性与平衡性。系统工作过程中一旦压力达到设定值之后就会使得设备自动投入第一个粉煤烧嘴,随后的几分钟就会将第二个粉煤烧嘴点燃,与此同时开工烧嘴就会自动退出,进而点燃下一个烧嘴,直到炉内点火过程的整体结束,壳牌煤气化技术的三级点火过程全部完成[1]。
2.2 开工烧嘴的工作原理
气化炉中的烧嘴主要依靠炉内的气压值变化从而进行工作,从而使之投入到开工阶段给主粉煤点燃的工作当中。开工烧嘴多数为插入式的结构,并配有遥控机械的插入装置。开工烧嘴主要由烧嘴支架、驱动电机、滑车、滑轨以及限位等结构组成,整个结构由烧嘴支架进行主体支撑。当烧嘴退出气化炉的整个运行过程时,滑车会通过带动烧嘴从而使得填料函和密封球阀进入并退出气炉工作流程中。而此时,驱动电机则是负责通过传动链条带动滑车的行进。其主要作用是避免烧嘴在退出工作流程时炉内的高压气体从烧嘴处窜出而破坏整个烧嘴,防止意外的发生,保障整个工作进程安全性。开工烧嘴的主要工作部位是其烧嘴头,而烧嘴头由水夹套和铜头构成。通常冷却水进入烧嘴头后会被分为两股水流,分别用来冷却水夹套和铜头。当开工烧嘴进行工作时,氧气会以极高的速度夹带着柴油从铜头以及水夹套的缝隙之间喷出,从而进行雾化,被雾化的氧气一旦遇到点火烧嘴喷出的火焰便会被点燃,从而形成体积较大的火焰环。而铜头与水夹套之间形成的空隙被称为环形空间,此空间是有氧通道,为火焰的点燃提供氧气及空间。
2.3 粉煤烧嘴的工作原理
粉煤烧嘴主要由粉煤通道、气化剂通道以及冷却水夹三部分构成,主要工作原理是依靠粉煤和气化剂运输适当的气化炉内的气体进行气化反应,从而制取粗合成气。通过更新换代的粉煤烧嘴较以往更加具有稳定性及抗腐蚀性,并且使用寿命也得到了提升。粉煤烧嘴主要通过三个不同的通道到达运输三种不同物质的目的,内环通道主要是煤粉,中环主要是气化剂,而外环则是冷却水,这三种物质都必须控制在固定的范围值内。粉煤烧嘴的投煤程序主要是依据已有的设定值进行投煤,从而起到保护煤烧嘴的功能,避免由于意外而烧坏设备。同时设备还设置有联锁跳车的保护系统,从而为整个粉煤烧嘴带来更为稳定的保障[2]。
3 粉煤烧嘴损坏的主要原因
壳牌汽化炉粉煤技术使用至今,在整个工程之中还会频繁的出现煤烧嘴跳车的现象,使得整个工作流程受损。烧嘴损坏多发生于烧嘴头顶部水冷套锥形体的尖端,常见的是裂纹穿孔,如图1烧嘴损坏示意图所示,通过深入的研究分析,得出以下损坏原因。
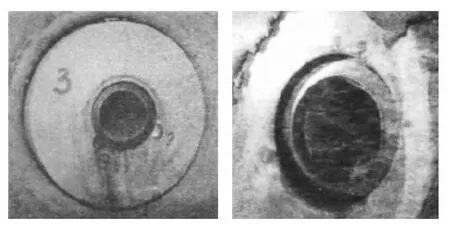
图1 烧嘴损坏示意图
3.1 粉煤管线温度不达标
由于粉煤管道中粉煤的投放属于一个内循环的过程,因而对一切固定值都有严格的要求。目前的工作程序中只有保证恒温的系统,无法对其进行伴热,使得气化炉中的管线温度通常呈现常温的形式,一旦到了较冷的天气,管道内线则会产生降温的现象,因而导致煤烧嘴出现跳车的现象,影响整个粉煤的运输与传送[3]。并且当整个粉煤嘴呈现串联的状态时,一台煤烧嘴出现问题会影响另外一台,甚至是整个煤烧嘴的系统,这是导致粉煤烧嘴损坏的最为常见的原因之一。
3.2 管道内杂物堆积
粉煤的输送主要通过高压氮气来完成,而这些粉煤在管道中会形成颗粒状,因为容易聚集成一些悬浮的残渣,从而对粉煤管道造成影响。而粉煤自身也是由铁丝、铁皮等物质组成,尽管这些物质都受到了或多或少的处理和消化,但仍旧会有一部分物质残留在粉煤之中,并随着粉煤的输入进入到粉煤的管道之中,从而形成堆积的现象。这些杂物的堆积使得粉煤的流量不符合最初设定的值,并且由于粉煤流量的调节阀始终处于被挤的状态,导致阀门的通道过小,从而无法提供充足的粉煤流量,进而影响整个系统的进行,并对设备阀门等造成损伤。
3.3 内部部件出现故障
气化炉由许多的部件构成,而这些部件会产生各种各样的故障导致整个运行系统受到影响。其中就包括速度计与密度计等部件发生故障的可能性。粉煤管道一般由2个速度计与2个密度计构成,这两种零部件主要对粉煤的流量进行计算与监控,并且两者之间是由串联组成,并受到联锁保护。一旦粉煤的流动速度出现偏差也会导致煤烧嘴损坏,而粉煤的流动速度则是由氮气流量控制,两者依靠流量的调节阀对其进行调节,一旦其中的速度计与密度计出现偏差,粉煤的流量调节系统则会出现故障,严重时则会产生跳车的现象发生。除了速度计与密度计的故障外,阀门也是极其容易产生损伤的。反复的开关对整个阀门造成影响,并导致煤粉本质的泄露,则会使的阀门被挤压,从而造成损伤。
4 结语
随着产业技术的不断发展,壳牌气化炉粉煤烧嘴技术逐渐被用于施工之中。而由于粉煤烧嘴中的零部件或是杂物堆积导致粉煤管道造成堵塞则严重影响了整个系统的正常运作。因此,必须根据粉煤烧嘴的工作原理对其进行进一步完善技术手段,提升系统零部件的耐用程度,加强对粉煤管道温度的掌控,从而使得该技术可以更好地保障粉煤烧嘴的耐用程度。
参考文献:
[1] 闫 昭,刘 燕,尚亚国,等.壳牌技术开工烧嘴工艺控制研究[J].山东化工,2015,44(13):98-99,102.
[2] 李文杰.壳牌气化炉开工烧嘴工艺控制研究[J].中国化工贸易,2015,(28):143.
[3] 丁志云.浅谈一体化开工烧嘴在干煤粉气化炉中的应用[J].科技创新与应用,2014,(20):35-36.