浮选尾煤再选的试验研究
2018-05-28鹿倩倩
鹿倩倩
(山西西山煤电股份有限公司西曲矿选煤厂,山西 太原 030200)
随着不可再生能源(煤和石油等)的不断开采,其储量在不断减小,因此,现在国家越来越重视矿产资源的再利用。例如,从金属矿的尾矿产物中再进行稀有金属的回收[1-2]。煤炭在能源结构中占有主要的地位,而充分发挥煤体效能的主要方式就是加大煤体的利用率。浮选尾煤具有高黏度、高灰分且粒度较小的特征,当尾煤所含灰分比例较小时,尾煤无法被再次利用,从而造成了资源的浪费和经济效益的降低,故进行尾煤再选对缓解能源紧缺现状及提高资源利用率都具有重要的意义[3-4]。笔者通过浮选机进行了浮选尾煤再选的试验,试验过程中改变不同控制参数来分析浮选尾煤的再选效果,从而提取最大产率的精煤,达到确定浮选尾煤再选的合理试验条件。
1 浮选尾煤性质的测试
对某选煤厂的浮选尾煤进行粒度筛分测试,得到了该尾煤在不同粒度下的产量值和灰分值,如表1所示。从筛选结果可以发现,浮选尾煤的灰分为46.44%,小于50%,无法直接利用,需要进行再次浮选;同时,粒度在0.125 mm~0.250 mm尾煤的累计产率和灰分分别为42.01%和25.80%,说明较大粒度尾煤的产率较高,但灰分值较低,而且该粒度范围内的尾煤是尾煤再选的主体;粒度在0.125 mm以下的尾煤灰分均大于54.54%,说明细粒尾煤的灰分值较高,故在进行浮选尾煤的再选试验时应该将该部分细粒尾煤除去,以减小对尾煤再选产物的污染。

表1 尾煤粒度筛分测试结果统计表
在除去粒度0.125 mm以下的尾煤后,将筛上物作为尾煤再选的入料,对筛上物进行浮沉试验,由此得到的不同密度级的产率和灰分如第28页表2所示。密度级低于1.4 g/mL尾煤的产率为49.19%,密度级在1.4 g/mL~1.6 g/mL尾煤的产率为30.66%,密度级高于1.6 g/mL尾煤的产率为20.15%;从灰分统计结果看,密度级在1.4 g/mL~1.6 g/mL尾煤的产率较高,同时灰分值也在较高水平,在浮选尾煤再选过程中会影响浮选效果,故需要对筛上物进行磨矿。有研究指出,当尾煤密度级过大(>1.8 g/mL)时,在磨矿作用下会转变为高灰分且粒度较小的煤泥,使得浮选脱灰的效果减弱。综合分析,进行正式的浮选尾煤再选工作之前,先要进行粗选,获得粒度较大的煤泥,再通过棒磨机进行磨矿,控制浓度为30%,时间为4 min,所得入料才可以进行再选试验。该试验流程如第28页图1所示。
2 浮选尾煤再选的试验过程
本次试验所用的浮选机为单槽式浮选机,容积为1 L;选择捕收剂为煤油;再选过程中浮选机的搅拌速率是恒定的,保持在2 000 r/min。试验主要分为以下几个过程:

表2 筛上物中不同密度级的产率和灰分统计表

图1 浮选尾煤工艺流程示意图
1) 在槽体内装入1 L的筛上物,恒速搅拌30 s,使筛上物在槽体内分布均匀;
2) 倒入些许煤油,充分搅拌约1.5 min,加入起泡剂,继续恒速搅拌1.5 min,完成浆液的调制工作;
3) 保持充其量为0.3 m3·(m2·min)-1,继而进行浮选工作,控制时间为6 min,完成浮选工作。为了保证试验的准确性,每次试验均需进行3组。
4) 对浮选尾煤产出的精矿和尾矿进行收集和烘干,然后进行化验分析。
本次试验基于公式(1)和公式(2),对浮选尾煤再选的效率进行测定和评价。
(1)
式中:Ay为再选尾煤筛上物的灰分值;γj为浮选得到的精煤产率;Aj为浮选得到的精煤灰分值;η为浮选完善指标。
(2)
式中:ξ为可燃气体回收率。
3 浮选结果分析
3.1 不同煤油用量下浮选结果分析
进行不同煤油用量下浮选结果的测试时,控制起泡剂用量为200 g/t,得到的浮选结果见表3所示。从表3中可以发现,浮选精煤和尾煤的灰分均随着煤油用量的增加而增大。但随着煤油用量的增加,浮选精煤的产率逐渐提高,说明较高的煤油用量下浮选尾煤再选的效果更好。另一方面,浮选得到的可燃气体回收率也随着煤油用量的增加而提高,但浮选完善指标表现为先增大后减小的趋势,当煤油用量为600 g/mL时,浮选完善指标达到最大值。综合考虑浮选效果和成本问题,认为浮选所用的煤油用量应该控制到600 g/mL。

表3 不同煤油用量下浮选结果统计表
3.2 不同筛上物浓度下浮选结果分析
进行不同筛上物浓度下浮选结果的测试时,控制起泡剂用量同样为200 g/t,煤油用量600 g/mL,得到浮选结果见表4所示。从表4中可以发现,随着煤油用量的增加,浮选精煤产率和灰分均呈现出先增后减的趋势,在120 g/L下,精煤产率和灰分达到最大值,分别为69.69%和12.79%;同样,浮选完善指标和可燃气体回收率2个参数也表现为先增大后减小的特征,当120 g/L煤油用量下,浮选完善指标和可燃气体回收率2个参数值分别为48.28%和82.36%。正常情况下,煤泥的入料浓度由其中的细粒煤决定,当煤泥中细粒煤含量较大时,入料浓度需要适当减小,以提高浮选精煤产率。本次试验所用的入料为筛上物,提前除去了粒度较小的高灰分煤,综合评估,选择煤油用量为120 g/L。
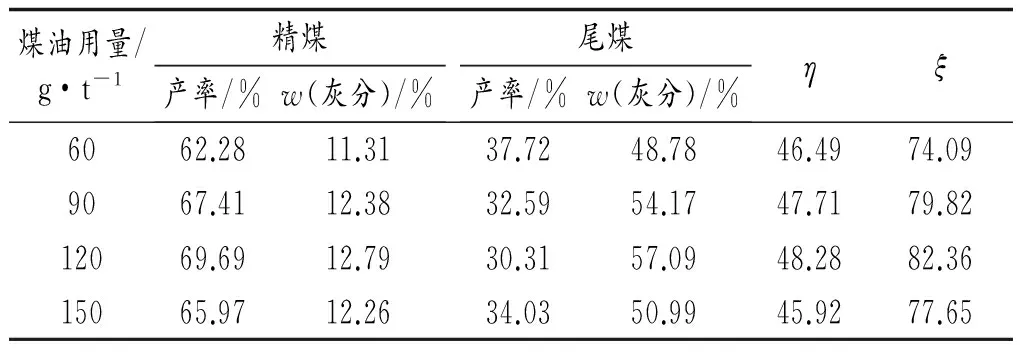
表4 不同筛上物浓度下浮选结果统计表
3.3 磨矿时间与不同粒度尾煤产率的关系分析
上文提到,在进行正式的浮选尾煤再选工作之前,先要进行粗选,以获得粒度较大的煤泥,然后再通过棒磨机进行磨矿。其中,粗选可以除去大约35%的高灰分尾煤。对剩余粒度较大的尾煤进行磨矿得到不同粒度尾煤产率随时间的变化关系如第29页图2所示。
从图2中可以看出,随着时间的延长,粒度0.074 mm以下的尾煤产率不断增加,同时粒度0.250 mm以上的尾煤产率不断减小,而粒度0.075 mm~0.250 mm尾煤产率表现为先增大后减小的趋势。故认为磨矿时间应该控制在3 min左右。
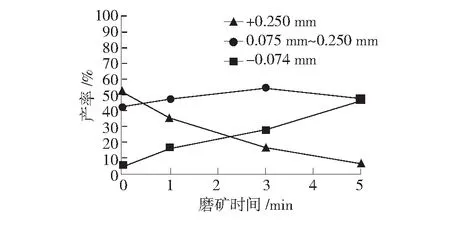
图2 不同粒度尾煤产率随之间的变化关系示意图
4 结论
尾煤再选对缓解能源紧缺现状及提高资源利用率都具有重要的意义。本文进行了浮选尾煤再选的试验,试验过程中通过改变煤油用量和筛上物浓度分析浮选尾煤的再选效果。得到主要结论为:
1) 当煤油用量为600 g/mL时,浮选完善指标达到最大值。综合考虑浮选效果和成本问题,认为浮选所用的煤油用量应该控制到600 g/mL。
2) 随着煤油用量的增加,浮选完善指标和可燃气体回收率2个参数表现为先增大后减小的特征,当120 g/L煤油用量下,浮选完善指标和可燃气体回收率2个参数值分别为48.28%和82.36%。综合评估,选择煤油用量为120 g/L。
3) 当磨矿时间为3 min时,粒度在0.125 mm~0.250 mm尾煤产率得到最大值,从而为浮选尾煤再选的精煤产率达到最高点创造了条件。
参考文献:
[1] 段海霞.汾西矿业集团选煤厂从浮选尾煤中再回收精煤的实践[J].选煤技术,2010(6):47-49.
[2] 于跃先,马力强,张仲玲,等.浮选尾煤再选试验研究[J]. 煤炭工程,2014(4):109-111.
[3] 王甲,夏新茹,浑宝炬. 尾煤泥加工提质技术改进与应用[J]. 煤炭技术,2017(4):299-301.
[4] 郝明景. 曙光煤矿选煤厂尾煤压滤系统的改造[J]. 煤炭加工与综合利用,2017(3):28-29,34.