10MW高温堆蒸汽发生器螺旋盘管绕制工艺研究
2018-05-21姚军
姚 军
(四川建筑职业技术学院 机械工程系,四川 德阳 618000)
10MW高温堆蒸发器螺旋管圈与常规的锅炉产品水冷壁管圈相比,在结构上有较大的差别。螺旋管圈与其轴线方向呈一定螺旋倾角,它由多根管子在绕机上绕制而成,并有很高的圆柱度要求。管圈直径有多档规格,每档管圈的直径有公差要求。不同规格的螺旋管圈制作完后还需套装在一起或由多个小管屏经组合拼屏处理后才能完成;由于绕机的床身沿芯模轴线方向的移动重复性较差,造成产品尺寸偏差,在后一屏镶入前一屏时,产生干涉或间隙较大,导致无法拼屏;在管子接长和拼小管屏的过程中,小管屏在局部会产生旁弯和变形,如果旁弯和变形过大,在两个小管屏相互镶入的时候,导致镶入困难或无法镶入。这些现象的存在已严重影响了螺旋管圈的质量与生产效率,文章给出了解决方案并取得了成功。
1 绕机的基本结构与工作原理
1.1 绕机的基本结构及类型
绕机是一种专门用来绕制螺旋盘管的设备,其基本结构由送料机构、床身、芯模和导轨等组成。
芯模为光模,根据直径大小分成2~3个部分,床身可以沿着圆弧导轨旋转,并且可以同时顺着模具轴线方向移动。芯模的各个部分通过销子连接成一个刚性整体。
送料机构可以同时输送由两个管子构成的二管屏、三个管子构成的三管屏,现有绕机送料机构有6个送料管槽,最多可以同时输送6根管子,即六管屏。将低于管槽数的管屏称为小管屏或小屏。如图1所示,(a)为二管屏,(b)为六管屏。为了保证每屏各管子在盘管过程中运动的同步性,将通过扁钢点焊方式将各管子连接一个整体,形成一个固定屏。
目前,绕机有两种类型,一种是床身不动,送料机构可以旋转一定角度,另一种为送料机构固定不动,床身可以沿导轨旋转并与送料机构形成一定角度,下面选用的是后一类绕机。
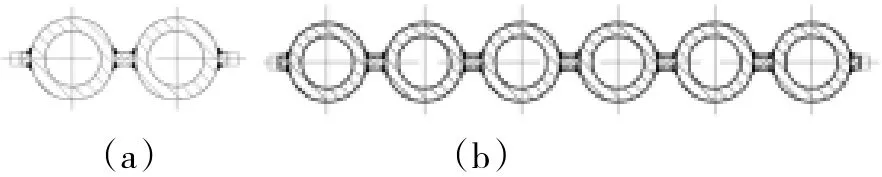
图1 管屏
1.2 绕机的工作原理
针对送料机构固定不动的绕机,其工作原理如图2所示,床身沿轨道旋转,初始状态时,床身与送料机构呈90°,工作状态时床身与送料机构呈α角度,被称为计算偏角。

图2 绕机的组成与工作原理
绕机工作时,由管子构成的管屏通过送料机构送入绕机并与模具固定好,芯模绕自身轴线旋转一圈,被称为自转运动;同时,床身按照一定速度(模具固定在床身上)沿芯模轴线向前运动一个步距H;管屏通过这两个复合运动的叠加形成螺旋运动,完成了螺旋管圈的绕制。
1.3 主要参数计算
上述两个运动关系如图3所示。通常,螺旋管圈的节距数n、步距B、管屏中径φ等参数均为已知,其它参数计算如下:
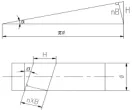
图3 计算偏角α与步距H
计算偏角α:

可以求出α,再带入(2)式:

可以求出H。
式中:α为计算偏角(°);H为步距(mm);n为节距数;φ为管屏中径(mm);B为节距(mm)。
2 螺旋管圈的规格与组合拼屏处理
2.1 螺旋管圈的规格
需要制作的螺旋管圈直径规格共有6挡,分别为:φ1049 mm、φ1237mm、φ1425mm、φ1613mm、φ1801mmφ1989mm。
管子规格均为φ48.3×8000mm,管圈由8~18根管子绕成。
2.2 螺旋管圈的组合拼屏处理
因送料机构最大只能输送六管屏,若是十二管屏构成的螺旋管圈,需分成两个六管屏的组合拼屏处理;十六管屏则需分为两个六管屏、一个四管屏的组合拼屏或者是三个四管屏的组合或者是四个三管屏的组合拼屏处理等等。
组合过程中是将第一管屏绕制后,依次镶入第二管屏、第三管屏等等。最后通过焊接工艺即“焊接拼屏”组成所需规格的管圈。
为了减少组合拼屏过程中的焊接工作量,分屏时尽量取送料机构最大输送管屏。当然,这也受到绕机功率、管子直径与管子力学性能的限制。
3 螺旋管圈绕制
以φ1237mm规格的管圈为例,十二管屏,产品重8.8t,螺旋管圈展开长度约41.5m。由于受到绕机能力、车间作业场地的限制,无法将管子和管子之间的扁钢全部焊妥后一次性绕制,基于这点,应该采用组合拼屏的方式绕制。
3.1 绕制前的准备
为了防止管子在接长及拼屏过程中,小管屏局部旁弯和变形,绕制前需对管屏进行局部热校正,以保证直线度,常采用火焰校正,具体方法是:根据管屏的宽度,在装焊平台上画样线,沿一边样线在平台上每隔1000mm点焊定位块,将管屏一边靠在定位块上,另一边离样线一定距离对称点焊定位块,在管屏与定位块之间打入楔铁;同时在高度方向,在两根直立槽钢之间插入另一槽钢,同样用楔铁楔紧,固定住管屏。用火焰烤枪在弯曲部分进行局部加热,待冷却后,校正管屏。这种校正方式校正效果显著,操作相对简单。
3.2 关键参数的保证
超过管槽数的大管屏往往是由多个小管屏拼成的。每个小管屏相对于模具轴线的计算偏角α必须保持一致,且步距H(即对应的节距B)保持定值,这样才能保持绕制过程中实现同步运动。否则,后一屏会与前一屏产生干涉,因此α、H这两个值成为螺旋管圈制造过程中的关键因素。
(1)计算偏角α的保证措施。为了保证计算偏角α,首先根据管屏中径φ确定模具直径,具体工艺方案是:先在模具上将圆周16等分,平行轴线在模具上画出16条等分线,根据图纸上给出的管屏尺寸,找出管屏轮廓线与等分线的交点,并打洋冲眼,连接各洋冲眼点,就可以画出产品的近似样线(螺旋线)。沿第一小管屏样线。在交点处均匀点焊定位块,即通过“近似样线点焊定位块”保证计算偏角α,如图4所示。

图4 模具上画样线并装点定位块
(2)螺旋管圈圆柱度的保证。用行车把管屏抬吊放在料架上,管子放入管槽,前后两组滚轮架在气缸压力下,下降一定距离,将管屏压紧,加上左右两组水平滚轮的导向限位作用,对即将进行绕制的管屏进行局部校平,保证管屏前端的平面度。将小管屏前端送入模具,并用槽形板将模具和管屏前端焊牢。
在绕制过程中,芯模旋转产生的弯矩会产生一个沿管屏长度方向的拉力,带动管屏向前运动,同时,滚轮架下压和水平滚轮导向都会对管屏产生反向摩擦力,当摩擦力达到一定值,就可以保证管屏与芯模接触时,能够紧贴芯模,从而保证了圆柱度和直径。
3.3 螺旋管圈的绕制
(1)步距H的保证措施。绕制过程中,为了克服床身移动距离H的偏差,务必保证管屏边界与模具上所画样线吻合,并根据需要调整步距大小,使管屏紧贴定位块,同时,在绕制过程中,由于芯模是光模,在轴线方向,定位块对管圈起一个限位作用,保证了床身按照所给速度沿芯模轴线向前运动的步距H。
(2)绕制第一屏。
(3)调整绕机位置、镶屏。在弯制完第一屏后,将绕机调整到第二小屏绕制的初始位置,镶入第二小屏。
(4)焊接拼屏。焊接拼屏如图5所示。绕制第二小屏时,端部与第一小屏连接处需要焊牢,长度应在600~800mm左右,随着绕制的进行,每段焊缝长100mm,焊缝与焊缝间距400mm。

图5 焊接拼屏
(5)绕制第二屏。绕制第二小屏时,需要敲掉处于干涉位置的定位块,并磨平焊疤,为接下来的脱模做准备。
4 螺旋管圈的脱模
(1)脱模前的准备。当整个螺旋管屏绕制完毕以后,通过补焊焊缝以提高螺旋管圈整体刚度。如果连接位置刚度不足,脱模的时候,管圈会变形甚至导致无法取出。由于已经绕制完毕,可以多个焊工同时进行操作,提高效率。
(2)脱模。绕机芯模是通过可调支撑与主轴连接在一起的,脱模时,要先用千斤顶拆掉连接销,再打开主轴端盖,扳拧螺母,带动主轴沿轴向移动,可调支撑与芯模通过斜槽连接并相对滑动,使得模具直径缩小。通过转动脱模转盘,在行车的配合下,将螺旋管圈放在滚轮架上,用卷扬机将芯模拖出,完成脱模。
(3)脱模后补焊。脱模后,将未焊接的位置进行补焊、精整,φ1237螺旋管圈绕制工作全部结束,其成品如图6所示。在整个生产过程中没出现干涉现象,拼屏变得容易。一个直径为φ1237mm、十二管屏、重达8.8吨的螺旋管圈,生产时间由最初的8小时缩短至3.5小时,产品检验完全合格。

图6 φ1237螺旋管圈成品
5 存在的问题与改进
除了高温堆蒸发器螺旋管圈外,螺旋管圈还有很多种,如圆管曲面盘管、球形曲面盘管、圆管球形曲面盘管等。这些结构、形状复杂的螺旋盘管,工装多、工艺复杂、造价昂贵且质量又难尽人意。
如上述方法中,通过“近似样线点焊定位块”保证计算偏角α,定位精度不高,说明这种方法存在瑕疵;另外,手动操作千斤顶拆掉连接销,显示自动化程度底,劳动强度大。这些还需要通过技术创新不断进行工艺改进。
6 结语
通过对气化炉螺旋管圈直径(圆柱度)、计算偏角和步距等关键因素的分析,并以此为基础确定了制造技术方案,特别是采用火焰校正小管屏旁弯,取得了良好的效果,保证了产品的质量,取得了较大的经济效益,为同类产品的生产制造积累了经验。
参考文献
[1]沙万华,刘信诠.螺旋管圈水冷壁的制造工艺[J].锅炉技术,2001,(1):27-32.
[2]李笑天,厉日竹.HTR-10蒸汽发生器螺旋盘管的振动和稳定性分析[J].清华大学学报(自然科学版),1997,(5):40-43.
[3]叶罗,刁洪虎.1000MW二次再热机组再热汽温调整与优化[J].中国新技术新产品,2017,(22):46-47.
[4]杨顺田,高焕.卷取机卷筒部件及其芯轴的制造工艺研究[J].科学技术与工程,2013,13(28).
[5]吕洪彬.超临界锅炉螺旋管圈区域刚性梁结构分析[J].锅炉制造,2017,(3):40-42.
[6]林清南.浅谈660MW超超临界锅炉主、再热蒸汽温度的调整[J].科技创新与应用,2016,(31):131.
[7]周云龙,董利利,李书芳.应用遗传算法优化设计200MW多头螺旋管式换热器[J].热力发电,2013,42(5):50-53.
[8]胡婧,王智颖,张怡斌.螺旋管圈上墙式切圆燃烧器喷口管屏制造技术[J].锅炉制造,2012,(6):39-40.
[9]孙浩.螺旋上升式膜式水冷壁管屏的制造工艺[J].锅炉制造,2009,(1):44-46.
[10]陈少治.盘管制造的新工艺与工装(一)——圆管盘管的制造[J].压力容器,2002,(7):21-26.
