全自动串焊机设备温度控制系统设计
2018-05-18任蓉莉
任蓉莉
(中国电子科技集团公司第二研究所, 山西 太原 030024)
引言
全自动串焊机设备是太阳能电池片组件生产过程中的重要设备,主要完成太阳能电池片的正反面串焊。而电池片焊接工序是整个设备的核心环节,温度控制的好坏直接影响太阳能电池组件的焊接质量。本文主要讨论了串焊机设备温度控制系统的设计。
1 温度控制系统的原理及构成
太阳能电池片的焊接工序是整个设备的核心,也是难点。电池片预热温度、焊接温度和冷却温度的温差是焊接工艺中的重要参数。焊接温差过低、电池片主栅线达不到一定的温度、不能与锡形成很好的接触都会导致电池片虚焊。焊接温差过高,又会使电池片局部温度升高,造成电池片的隐裂和碎片。所以电池片一定要在预热台上焊接,降低焊接温差。焊接后的电池片要逐步降温[1],如果冷却温度过快,会增加电池片缺陷发生的概率。综上所述,在实际生产中,应当尽量减小焊接温差,提高生产效率。
本设备的温度控制系统由两大部分构成:传送电池片的焊台温度控制和焊接电池片的焊头温度控制。焊台温度控制采用温区分段的方式,分步加热,逐步降温。焊头温度控制采用红外加热方式,升温后还能同时完成电池片正反两面的焊接。
2 温度控制系统设计
2.1 焊台温度控制的构成及原理
如图1所示,焊台设置8段独立温控加热区域,采用梯度升温、梯度降温的方式。第1段和第2段是电池片焊接前的预热升温区域,第3段和第4段是电池片焊接区域,第5段—第8段是电池片焊接后的缓慢降温区域。电池片与焊带在放片位完成敷设,然后分别进入各温控区域完成电池片的焊接。
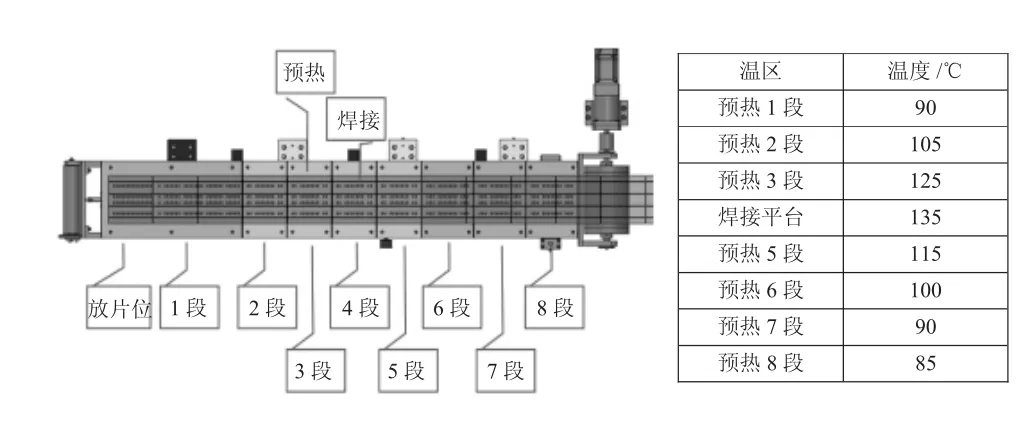
图1 焊台温度分段示意图
焊台温度控制系统采用接触式加热方式,8段加热区域分别独立控制。原理如图2所示:分布在各加热台的温度传感器实时检测温度,并将信号传送给DTE温度控制模块,温度控制模块根据实际温度的高低接通或断开继电器,使加热器通电或断电,从而使焊台温度控制在预先设定好的数值上。DTE温度控制模块利用485通讯的方式,将测得的温度值传送到人机界面上,温度监测画面如图3所示,方便操作者监测焊台各温区温度状况。
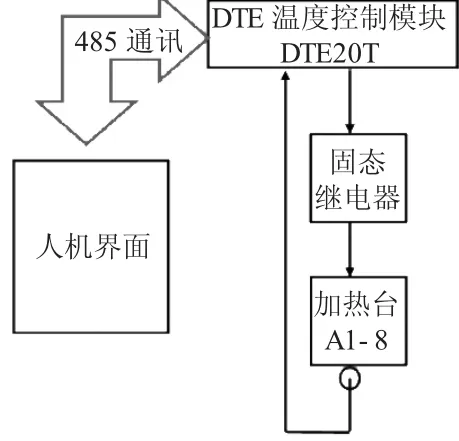
图2 焊台温度控制原理框图
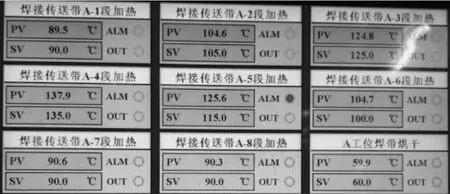
图3 焊台温度监测界面
2.2 焊头温度控制设计
焊头温度控制系统采用非接触式焊接的方式:红外焊接。红外焊接具有发热效率高、热损失少的优点,近年来应用比较广泛。如图4所示,焊头温度控制系统采用两套同样的红外焊接模组,分别设置预热、焊接两个加热区域。预热温度控制在120~160℃,焊接温度控制在230~260℃。
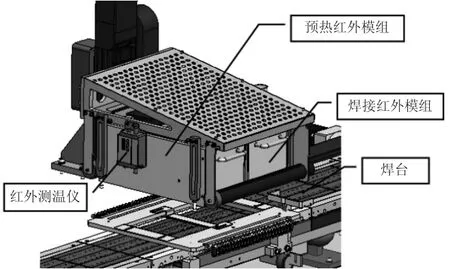
图4 焊头结构示意图
当电池片传送至红外焊接区域内时,红外灯管会在电池片垂直于焊带方向辐射出一定波长的红外线,迅速提高焊带和电池片银栅线的温度,完成电池片正反两面的焊接。焊头温度控制原理如图5所示:红外测温传感器采集到温度后,反馈给红外测温仪,红外测温仪将温度参数输出到温度控制模块的输入端,温控模块根据实测温度与设定温度的差距来调节4~20 mA的输出电流,进而通过调节双向可控硅功率的大小来控制红外加热器的输出功率[2]。温度控制模块利用以太网通讯的方式,将测得的温度值传送到人机界面上,温度监测画面如图6所示,方便操作者监测焊头温度状况。
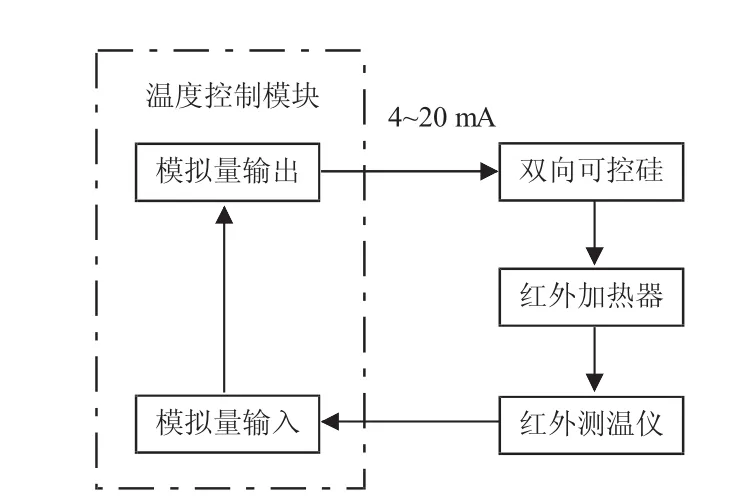
图5 焊头温度控制原理框图
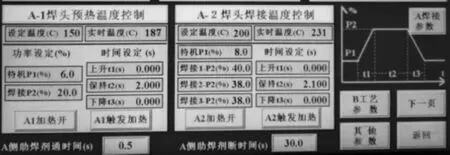
图6 焊头温度监测界面
3 结论
在太阳能电池组件制造过程中,对于温度的控制一直是一个瓶颈。温度控制的好坏对电池片焊接质量起决定性的作用。本文讨论的串焊机设备温度控制系统可实现如下功能:一是系统采用温区分段加热控制方式,避免了由于温度分布不均匀造成的电池片变形;二是系统采用红外加热焊接方式,降低了电池片的虚焊以及隐裂问题。
参考文献
[1]任现坤,徐振华,姜言森,等.晶体硅太阳电池焊接工艺研究[J].当代化工,2013,42(6):781-783.
[2]王海东,帅争锋,王鹤,等.晶体硅太阳能电池焊接技术及其发展趋势[J].电子工艺技术,2012,33(3):136-138.