数控机械PLC运动控制库研发与设计
2018-05-15晏永红
晏永红

摘 要: 数控技术进行零部件加工不仅效率与加工精度高且质量好,因此其是制造业从传统的劳力密集型模式向自动化生产模式转变的核心技术。为了解决市场上由于不同的数控运动控制方案之间不兼容,使得数控机械PLC运动控制较为复杂的问题,文中基于IEC 61131?3标准开发了数控机械PLC运动控制库。分别针对单轴运动和多轴运动进行功能模块开发并封装成标准函数库,并使用Beremiz 软件平台进行控制程序的编写,再编译下载至实验平台以及剪板机进行运动控制试验。测试结果验证了运动控制库的可行性。
关键词: 数控机械PLC; 运动控制; 自动化生产; IEC 61131?3标准; 运动控制库; Beremiz软件平台
中图分类号: TN830.1?34; TP393 文献标识码: A 文章编号: 1004?373X(2018)10?0024?04
Abstract: Using the CNC technology for parts processing is not only of high efficiency and precision, but also of good quality. Therefore, it becomes the core technology for the manufacturing industry to shift from the traditional labor?intensive mode to the automated production mode. To resolve the problem that the CNC machine PLC motion control is complicated due to the incompatibility between different CNC motion control schemes in the market, a CNC machine PLC motion control library based on IEC 61131?3 standard is developed in this paper. Aiming at single?axis movement and multi?axis movement, the function module is developed and packaged into a standard function library. The Beremiz software platform is used to write the control program which is compiled and download to the experimental platform and cutting machine for motion control test. The test results verified the feasibility of motion control library.
Keywords: CNC machine PLC; motion control; automated production; IEC 61131?3 standard; motion control library; Beremiz software platform
0 引 言
所谓数控技术,即是通过计算机编程来控制生产机器按照工作人员既定的程序进行零部件的加工。与传统人工加工方式相比,通过数控技术进行零部件加工不仅效率与加工精度高,且质量好。因此,数控技术是制造业从传统的劳力密集型模式向自动化生产模式转变的核心技术。大力推广数控技术以推动国家制造业技术革新,进一步提高产品质量及生产率,已成为各国加快经济发展,提高综合国力的重要途径[1?5]。
数控系统的核心技术是运动控制,其对零部件的加工极为重要。而市场上出现了诸多不同的数控运动控制方案,但各个方案之间并不兼容,使得运动控制较为复杂。为此,本文基于IEC 61131?3标准开发了数控机械PLC运动控制库,并搭建控制测试平台来对其进行测试。测试结果验证了运动控制库的可行性。
1 开发技术
1.1 IEC 61131?3标准
IEC 61131?3标准[6?7]是1993年国际电工委发布的面向PLC的标准编程语言。传统的PLC编程采用指令表、梯形图等编程方法,其数据封装性、程序可移植性与可重复性较差。而IEC 61131?3标准规定的编程标准不依赖硬件,且支持自上而下或自下而上的编程模式,同时也拥有标准化的通信组件。该标准统一了各厂家的编程标准,为工控软件编程规范及统一发挥了重要作用。
1.2 数控机械PLC运动规范
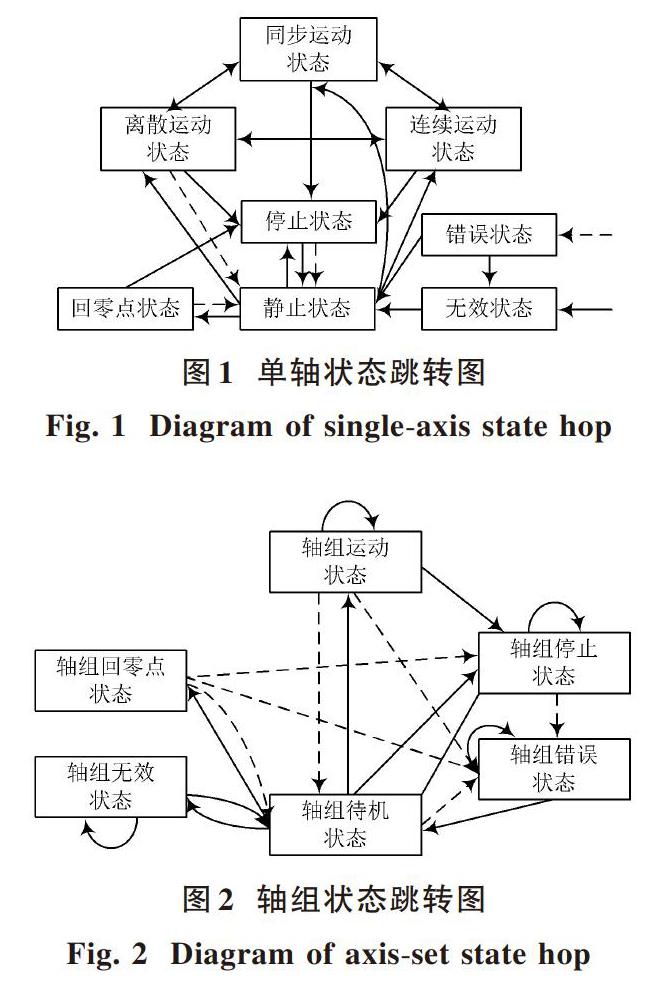
为了解决不同厂家之间数控机械PLC控制不兼容的问题,本文采用PLCopen提出的运动控制编程标准化规范。其通过规范编程语言和运动控制接口,从而实现运动控制方案的标准化。数控机械PLC运动规范主要有单轴,轴组状态转移图的定义以及运动控制接口的定义。PLCopen运动控制规范中单轴运动总共定义了8个状态,分别为同步运动状态、离散运动状态、连续运动状态、停止状态、回零点状态、静止状态、错误状态和无效状态,而每一个状态代表当前轴所处的运动状态。单轴状态跳转图如图1所示。轴组运动总共定义6个状态,分别为轴组运动状态、轴组停止状态、轴组错误状态、轴组待机状态、轴组无效状态以及轴组回零点状态。其轴组状态跳转图如图2所示。图1和图2中,箭头代表不同状态之间彼此可以互相跳转,实线表示可能发生由相关指令所引起的状态转换,而虚线代表当前相关状态跳转失败所导致的状态转换。
2 运动控制库设计
2.1 数控机械PLC运动控制平台
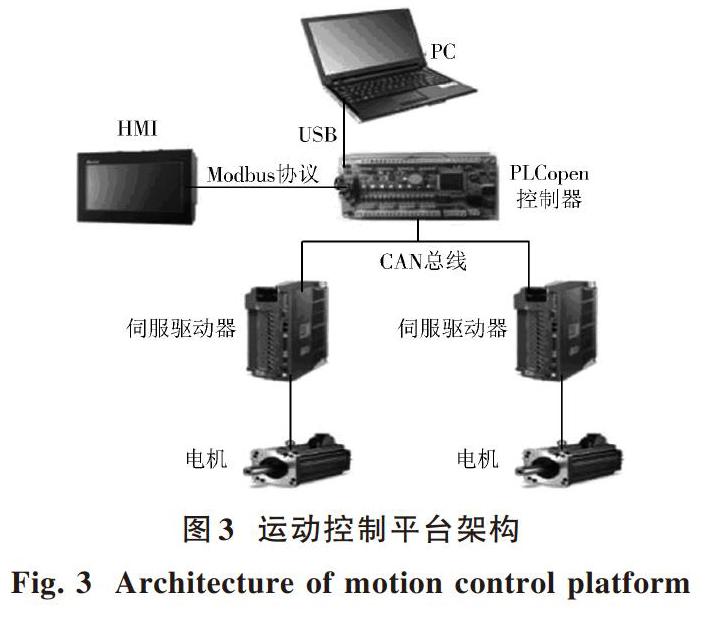
本文所采用的数控机械PLC运动控制平台主要由PLCopen控制器、人机交互界面(HMI)、伺服驱动器、电机以及PC控制端等组成[8?9]。PLCopen控制器是整个控制平台的核心部分,其通过CAN总线向伺服驱动器传输指令和数据,进而控制电机的转动。使用PC控制端通过USB协议与控制器进行通信,也可由人机交互界面通过Modbus协议与控制器来进行通信。数控机械PLC运动控制平台如图3所示。
2.2 数控机械PLC运动控制软件模型
本文采用IEC 61131?3标准编程语言来开发运动控制库,首先对单轴和多轴运动控制程序进行编写,然后打包封装成标准函数库。用户在开发应用程序时,通过调用标准函数完成功能开发,然后编译下载到PLCopen控制器中。再由程序中的指令驅动单轴和多轴进行相关运动,从而完成运动控制目的[10]。
为了完成标准函数库的编写,本文先对运动控制的软件模型进行定义,如图4所示,由输入/输出变量以及运动控制算法组成。
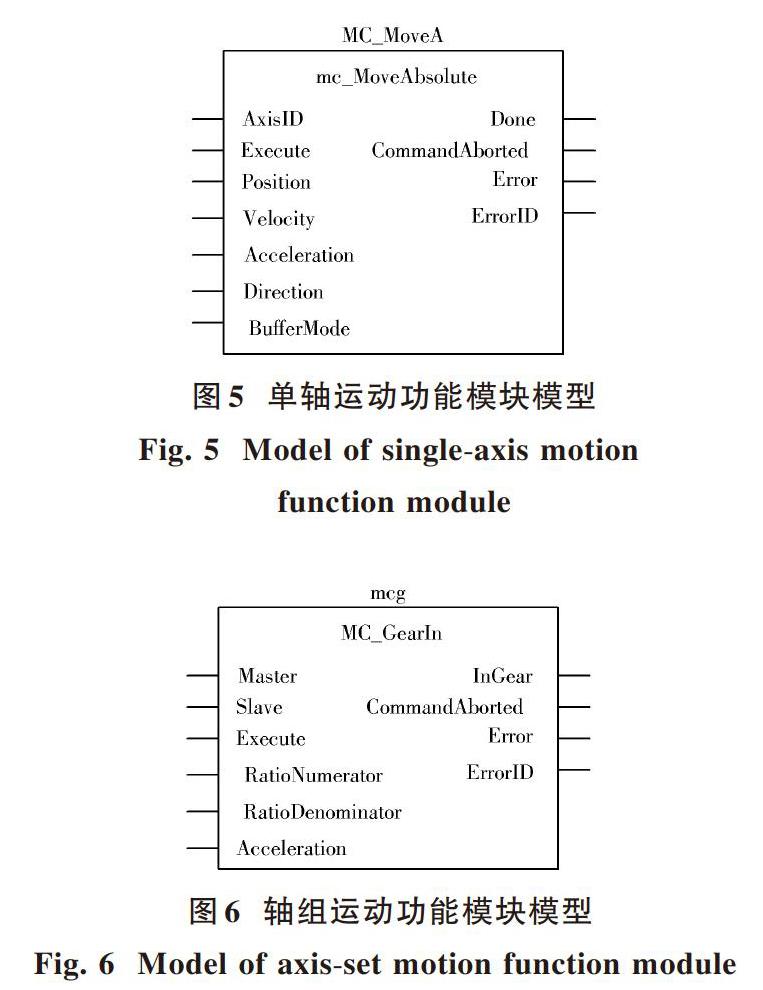
单轴运动中只涉及到一维方向上的移动,因而单轴运动控制在于控制轴机在一维方向上按照既定的速度、加速度到达指定地点。以位移控制模块为例,该模块一共有11个输入和输出端口,如图5所示。其中,[AxisID],[Execute],[Position],[Velocity],[Acceleration],[Direction],[BufferMode]为输入端口。[AxisID]表示伺服驱动器的轴号;[Execute]表示执行条件;[Position]为所要移动的目标位置;[Velocity]表示伺服驱动器运行最大速度;[Acceleration]表示伺服驱动器运行最大加减速度;[Direction]表示移动方向;[BufferMode]则表示缓冲区模式。
对于多轴运动的运动控制,其主要通过多齿轮的协同传动实现多轴运动。以齿轮耦合功能模块为例,其主要协同主齿轮与从齿轮之间的同步运动,该模块模型如图6所示。模块有6个输入端口,4个输出端口,共计10个端口。[RatioNumerator],[Master],[Acceleration],[RatioDenominator],[Execute],[Slave]为输入端口;[CommandAborted],[InGear],[Error],[ErrorID]为输出端口。[RatioNumerator]为主从轴的电子齿轮分子;[RatioDenominator]为主从轴的电子齿轮分母;[Master]为主轴轴号;[Slave]为从轴轴号;[Execute]为模块执行信号,上升沿表示执行模块;[Acceleration]为伺服驱动器最大加减速度;[CommandAborted]为指令中断置位;[InGear]为指令完成置位;[Error]为异常置位;[ErrorID]为错误代码。
本文采用三变量组合[(ExecuteFlag,DoneFlag],[CommandType)]来表示单轴不同状态之间的跳转,[ExecuteFlag]为0,表示当前功能模块没有执行或者执行结束;为1时,表示功能模块正在执行;[DoneFlag]为0时,表示当前功能模块尚未执行完毕;为1时,则表示当前功能模块已执行完毕。[CommandType]为指令类型,其取值为1,2,···,n,不同的数字代表不同的指令。设定1指令为位移控制指令,则(1,0,1)代表位移控制指令正在执行;(0,1,1)代表位移控制模块已执行完毕。轴状态跳转流程如图7所示。
3 实验验证
本文搭建了运动控制实验平台来验证运动控制库的有效性,实验平台如图8所示。采用Beremiz 软件平台进行控制程序的编写,并编译下载至实验平台的控制器上进行运动控制试验。图9所示为单轴位移控制模块测试图。首先让轴的移动速度从0开始匀加速至最大速度3 cm/s,并保持匀速一段时间。然后,匀减速至2 cm/s并保持一段时间。最后,再匀减速至0。图9a)为速度曲线,图9b)为位移曲线。

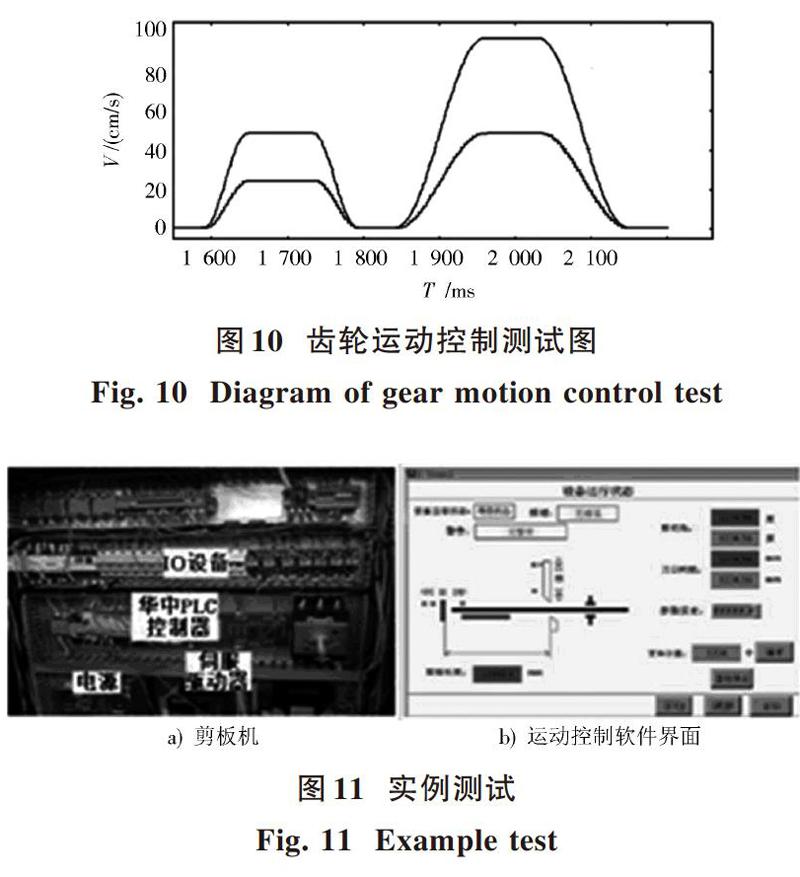
对多轴运动齿轮运动控制模块进行测试,齿轮分子为2,分母为1,测试结果如图10所示。由图可知,从动轴的速度随着主动轴速度的改变而发生变化,且两者速度关系满足主齿轮和从齿轮的齿轮比关系。
此外,本文将运动控制库应用于剪板机的运动控制上,测试结果如图11所示。由图11b)可看出,该运动控制库是有效且可靠的。
4 结 语
通过数控技术进行零部件加工不仅效率与加工精度高,且质量好,因此,成为了自动化生产中不可缺少的核心技术。而数控系统的核心技术是运动控制,其对零部件的加工极为重要。而目前市场上出现了诸多不同的数控运动控制方案,但各个方案之间并不兼容,从而使得运动控制较为复杂。为此,本文基于IEC 61131?3标准开发了数控机械PLC运动控制库,并搭建控制测试平台来对其进行测试。其测试结果验证了运动控制库的可行性。
参考文献
[1] 胡亚波,吴玉文.我国数控机床的状况与发展[J].机床与液压,2004(7):4?6.
HU Yabo, WU Yuwen. The development and current situation of NC machine in China [J]. Machine tool & hydraulics, 2004(7): 4?6.
[2] 呼文豹,郭锐锋,王志成,等.高性能交流伺服系统中的控制方法[J].组合机床与自动化加工技术,2013(1):7?11.
HU Wenbao, GUO Ruifeng, WANG Zhicheng, et al. Control method in the high performance servo control system [J]. Modular machine tool & automatic manufacturing technique, 2013(1): 7?11.
[3] 郭庆鼎,张志锋.基于ZPETC和混合灵敏度复合控制的交流伺服系统[J].沈阳工业大学学报,2006,28(6):619?622.
GUO Qingding, ZHANG Zhifeng. AC servo system based on ZPETC and hybrid sensitivity control [J]. Journal of Shenyang University of Technology, 2006, 28(6): 619?622.
[4] 赵明峰.基于PLCopen的运动功能模块的建模与实现[D].武汉:华中科技大学,2013.
ZHAO Mingfeng. Modeling and implementation of PLCopen based sports function module [D]. Wuhan: Huazhong University of Science and Technology, 2013.
[5] 喬东凯.PLC在数控机床开发中的应用[J].机械与电子,2015(1):37?39.
QIAO Dongkai. Application of programmable controller to CNC machine tool development [J]. Machinery & electronics, 2015(1): 37?39.
[6] 金丽娟,严义,刘罡.基于IEC 61131?3的运动控制模块设计[J].机电工程,2013,30(6):759?763.
JIN Lijuan, YAN Yi, LIU Gang. Design of motion control module based on IEC 61131?3 [J]. Journal of mechanical & electrical engineering, 2013, 30(6): 759?763.
[7] LI Shiyong, LI Xianglong, Wang Y T. Research and development of PLCopen function blocks for motion control [J]. Modular machine tool & automatic manufacturing technique, 2014, 13(10): 1519?1534.
[8] 潘迪夫,习可.以PLC为通信主站的Modbus控制网络的设计与实现[J].现代电子技术,2010,33(5):142?144.
PAN Difu, XI Ke. Design and implementation of Modbus control system based on PLC as master station [J]. Modern electronics technique, 2010, 33(5): 142?144.
[9] 邓国超.基于PLC的生产自动化控制系统的开发与设计[J].自动化与仪器仪表,2016(8):37?38.
DENG Guochao. Development and design of automatic production control system based on PLC [J]. Automation & instrumentation, 2016(8): 37?38.
[10] 张宏飞,包睿,李超.工业自动化监控系统中PLC技术的应用研究[J].现代电子技术,2015,38(11):150?151.
ZHANG Hongfei, BAO Rui, LI Chao. Application of PLC technology in industry automation monitoring system [J]. Modern electronics technique, 2015, 38(11): 150?151.
