汽车制动部件耐压破坏测试系统的设计
2018-05-14范伟军张章郭斌李冬佘祥
范伟军 张章 郭斌 李冬 佘祥
摘要:针对企业为同时满足乘用车、商用车制动部件高、低液压耐压破坏测试的要求,基于计算机控制系统和高低压分区控制模式设计汽车制动部件液压耐压破坏测试系统。采用电气比例阀加气液增压器增压伺服控制方式,可实现0~3 MPa的低液压控制,控制准确度为±0.05 MPa,满足商用车制动部件耐压破坏测试需求;电气比例阀加气驱液泵增压伺服控制方式,可实现3~40MPa的高液压控制,控制准确度为±0.1MPa,满足乘用车制动部件耐压破坏测试需求;系统采用计算机控制电磁阀实现高低压耐压测试的自动切换,实现测试过程的自动化。系统增压速率10~500kPa/s连续可设,共设5级升压台阶逐级加压。对测试系统进行不确定评定,低压耐压破坏测试不确定度<0.042MPa,高压耐压破坏测试不确定度<0.057MPa,测试结果表明汽车制动部件耐压破坏检测系统满足测试需求。
关键词:汽车制动;耐压破坏;计算机控制;自动化;不确定度
0引言
汽车制动系统是使行驶中的汽车按照驾驶人的操作进行减速或者停车的机构。在常见的交通事故中,制动系统出现泄漏、爆裂以及变形等故障导致制动失效无疑是最危险的因素之一,因此制动系统性能的好坏直接关系到整车制动的安全性。汽车制动部件耐压破坏试验是对制动部件所承受最大破坏压力的检测试验,为保证制动系统的正常工作,耐压破坏试验是汽车制动部件检测的重要项目之一。
目前,国内对汽车制动部件的检测越来越重视,设计出相关的检测设备,比如制动钳综合试验台、气阀综合测试台等,但是制动部件的耐压测试通常作为综合检测系统的附属检测项,控制精度有限,检测安全性不高,对于现有乘用车和商用车制动部件耐压破坏测试都是单独的试验台,并没有可同时满足乘用车以及商用车制动部件耐压破坏测试的试验台,这对于制动部件厂商造成了浪费和不便。国外对汽车制动部件检测处于领先位置,较为著名的有日本的HORIBA公司和美国的LINK公司,其生产出的制动部件检测台,性能稳定且可靠性高,但因价格昂贵、技术壁垒以及售后维护不便等原因很难在国内推广。
基于此,本文通过仔细研究汽车制动部件的工作原理,根据汽车QC/T 37-2015《汽车与挂车气压调节保持装置技术要求及台架试验方法》、QC/T592-2013《液压制动钳总成性能要求及台架试验方法》等一系列制动部件行业标准设计了一套满足乘用车和商用车精度要求的耐压破坏检测控制系统。
1汽车制动部件耐压破坏测试系统需求分析
通过向制动部件腔体内充注水或制动液,控制加压速率,达到系统所设定的压力破坏点。采用计算机控制系统设定升压速率和升压台阶,实现自动分段耐压破坏检测,压力传感器自动采集系统控制压力,并反馈于压力控制系统,实现检测压力的高精度控制。
按照汽车制动需求及QC/T 37-2015、QC/T 592-2013等一系列制动部件行业标准规定:对于气制动阀施加高于最大工作压力1.5倍的压力,保压20s,观察被测件是否出现损坏:对于液压制动部件施加高于最大工作压力1.5倍的液压,保压5 s,检查并记录液压制动部件是否有损坏、泄露和龟裂。在实际设计耐压破坏检测系统时,很多汽车零部件及整车企业要求做分段阶梯、逐步递增耐压测试。
考虑到商用车以及乘用车制动部件耐压破坏压力及压力控制精度不同,一种增压器无法同时满足气、液制动器耐压破坏检测要求,采用气液增压器和气驱液泵两种增压器配合使用。在试验进行过程中通过控制策略和算法,比较输出压力与目标压力的差值,不断通过反馈控制电气比例阀的开度,对液压控制实现10~500 kPa/s升压速率,对商用车制动部件耐压破坏测试压力实现+0.05 MPa控制准确度,乘用车制动部件耐压破坏测试实现±0.1 MPa控制准确度。结合上述测试系统需求分析,提出汽车制动部件耐压破坏测试系统中的主要技术参数和性能指标,如表1所示。
2检测系统设计
2.1系统安全设计
根据以上测试系统需求分析,由于耐压破坏试验为高液压测试,为保证试验安全性,采用设计保护箱装置,用于保护试验人员安全,保护箱装置的结构如图1所示。
该保护箱采用不锈钢板制成,安全防護等级高。另外,盖板上安装有机玻璃的窗体和锁定盖板的门禁,门禁中安装有接近开关。有机玻璃的窗体用于观察试验产品:门禁用于试验时对盖板的锁紧固定;接近开关,用于检测门禁螺栓是否拧紧,避免门禁螺栓出现未拧或漏拧等情况发生,保障试验安全。
2.2系统管路设计
基于以上测试需求分析,为保证测试系统正常运行,该系统应该具有稳定干净的气压源和液压源,监控液压的检测装置以及控制管路气体和液体流向的通断装置。基于此设计了汽车制动部件耐压破坏测试管路系统,如图2所示。
二联件是空气过滤器和减压阀的组合,为系统过滤气源杂质以及调节气源供给压力:气源的进气压力设置为700 kPa,通过电气比例阀精确控制为测试装置供气,电气比例阀采用SMC系列,量程为0~900kPa,可以实现气压力的连续和无极调节:液压加压装置分别采用气液增压比为7倍的气液增压器和气液增压比为60倍的气驱液泵两种增压元件,分别有两位五通电磁阀进行气源通断控制,其中气液增压器负责对商用车制动部件耐压破坏测试,测试压力范围是0~3MPa,有控制简易、精度高、可以高频率动作,不产生油雾等优点。气驱液泵负责乘用车制动部件高压耐压破坏测试,测试压力范围为3~40 MPa,还负责对整个系统的排气与注油,具有体积小、质量轻、使用寿命长等优点。在接近测试产品的出油口处,安装有液压传感器,用来实现对产品和管路液压的实时监控和采集,液压传感器采用HUBA系列传感器,准确度为0.5%FS,满足测试需求;测试系统加压管路采用特制高压不锈钢管构成,以减少测试管路在加压过程中出现变形对测试结果的影响,系统测试管路采用零泄漏阀进行控制,保证整个系统的密封性,系统测试管路和测试产品中间采用耐高压软管进行连接,增加测试过程中可操作性;系统减压阀用于输出恒定气压作为先导气压对两位五通电磁阀以及气驱液泵进行先导供气。
2.3数据采集与控制系统设计
考虑到实时数据采集并反馈控制压力与压力动态显示,数据采集系统需要有较快的采集速率对压力传感器信号进行数据采集,在采集模式上选择高速采集模式进行数据采集。
为了实现对液压信号的实时采集和电气比例阀、电磁阀、零泄漏阀的实时控制,系统以研华工控机为数据处理和控制核心,结合研华数据采集卡PCI-1716组成控制器进行信号分析与处理。研华数据采集卡具有模拟输入,输出通道、数字输入/输出通道以及16位A/D转换器,采样速率可达100kHz,可以满足高速实时、高精度采样的要求。数据采集卡的AI通道用于采集液压传感器的信号值;AO通道输出电压用于控制电气比例阀调节输出气压值;DI通道用于处理用户操作和试验现象判断:DO通道用于控制电磁阀和零泄漏阀的通断。系统数据采集与控制原理图如图3所示。
2.4系统测试流程分析
根据对系统测试原理分析,系统测试步骤主要分为被测产品装夹阶段、被测产品及其测试系统注油排气阶段、被测产品测试阶段。
1)被测产品装夹
手动将被测产品放到保护箱中,将系统测试管路连接到被测产品进口,用螺栓封堵其他出口,关闭保护箱门,并使用门禁锁紧,确保试验安全。
2)注油排气
通过工控机设定电气比例阀相应气压,打开电磁阀8启动气驱液泵,打开零泄漏阀14、15、18进行第一阶段为气液增压器及其管路注油排气,待到气液增压器油箱半满后停止第一阶段注油排气,关闭电磁阀8和零泄漏阀14、15、18,第一阶段注油排气成功;进行第二阶段为被测产品及其管路注油排气,打开电磁阀8启动气驱液泵,打开零泄漏阀15、21开始注油排气,直到被测产品出口有稳定少量液压油流出时,第二阶段注油排气成功,关闭电磁阀8和零泄漏阀15、21停止注油,用螺栓封堵住被测产品出口,形成密闭空间,被测产品及其测试系统管路注油排气结束。
3)测试
測试阶段分为商用车耐压破坏测试和乘用车耐压破坏测试;其中,商用车耐压破坏测试流程,通过工控机测试软件,打开电磁阀7和零泄漏阀14、18、21,启动气液增压器,设定电气比例阀输出气压和输出气压速率开始测试,采用逐级增压方式,最多可设置5个阶梯增压到相应耐压破坏强度,采用反馈控制算法控制调整压力,每段增压达到指定压力后保压一段时间,待压力稳定后,继续进行下一阶段加压,直到到达设定最大耐压破坏测试压力,保压20 s,通过液压传感器17检测压力并由数据采集卡采集压力信号上传数据至工控机,显示输出测试结果,打开零泄漏阀20泄压,商用车耐压破坏测试完毕:乘用车耐压破坏测试流程,通过工控机测试软件,打开电磁阀8和零泄漏阀15、21,启动气驱液泵,设定电气比例阀输出气压和输出气压速率开始测试,测试方法同商用车耐压破坏测试,直到达到设定最大耐压破坏测试压力,保压5 s,通过液压传感器17检测压力并由数据采集卡采集压力信号上传数据至工控机,显示输出测试结果,打开零泄漏阀20泄压,乘用车耐压破坏测试完毕。
2.5系统软件设计
控制系统计算机软件采用vc++编写,采用模块化设计、全中文提示;系统软件主要包含模块有系统初始化模块、数据采集控制模块、比例反馈控制算法模块、曲线实时显示模块、数据导出与保存模块、数据报表与打印模块。系统软件测试流程如图4所示。
3测试试验分析与不确定度评定
根据测试原理和方法,选取气制动系统部件干燥器以及液制动部件制动钳来作为试验对象,根据汽车行业标准QC/T 37-2015以及QC/T 592-2013中规定,分别对干燥器施加2.25 MPa液压和液压制动钳施加35 MPa液压,观察测试件有无变形和泄露:同时根据JJF 1059——2012《测量不确定度评定与表示》中不确定度评定的方法和要求,对测试系统进行不确定度评定。
3.1耐压破坏测试结果分析
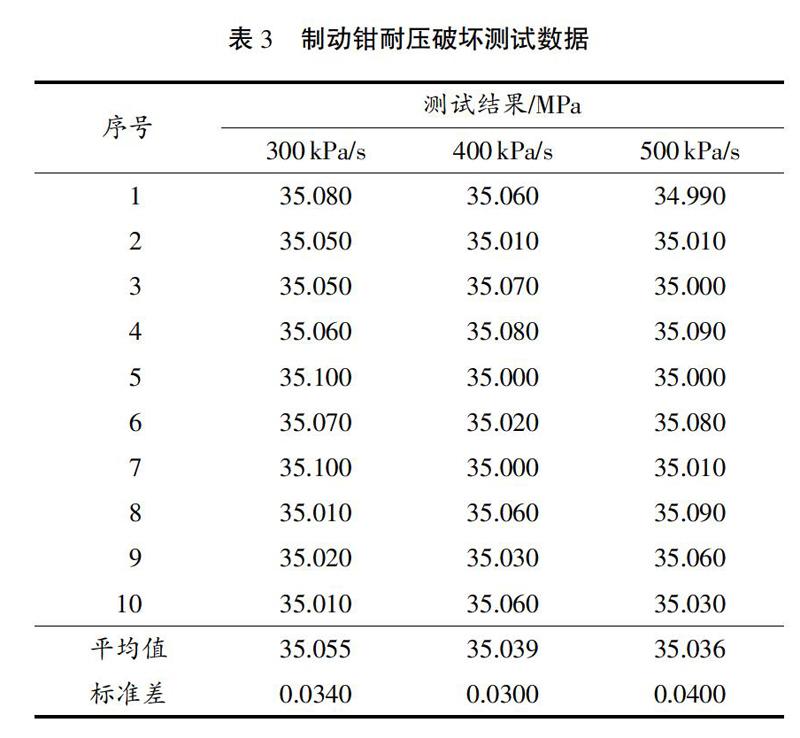
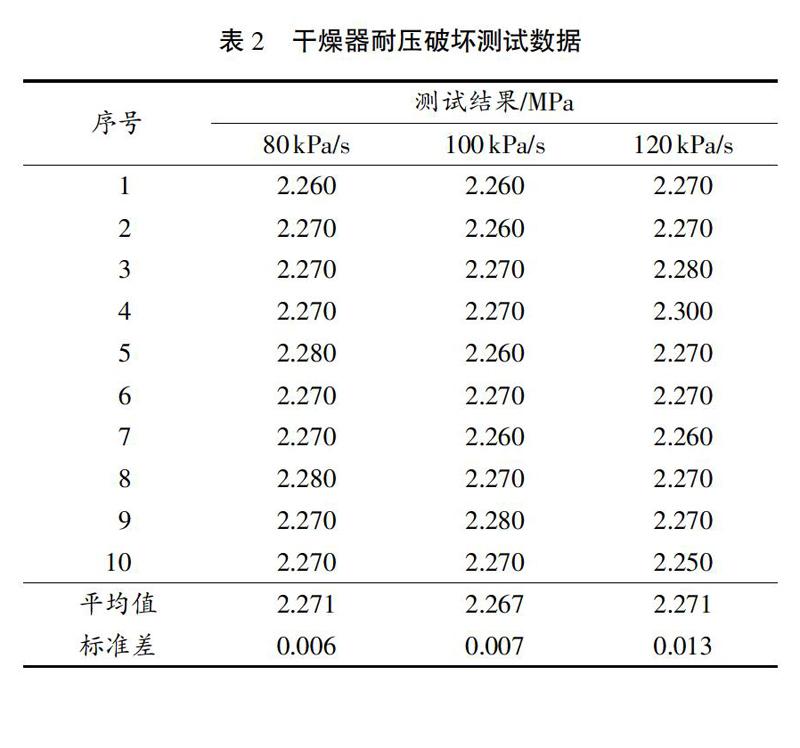
为保证试验重复性,在不同加压速率下重复测试10次,其中对干燥器测试加压速率为80,100,120 kPa/s,对制动钳测试加压速率为300,400,500kPa/s,观察试验结果,如图5所示为干燥器在压强为2.25MPa时,不同速率情况下试验曲线图:如图6所示为制动钳在压强为35 MPa时,不同速率情况下试验曲线图。
如图5、图6所示,试验过程为阶梯式加压过程,每阶段分为加压过程、调压过程和保压过程,加压速率可调。对试验重复测量10次,得到试验加压在不同速率下试验数据如表2和表3所示。
从表中可以得出,在测试范围内,不同升压速率对试验测量精度有一定影响,但是不存在较大的波动,满足测试精度要求,测试数据平稳,测试产品合格,满足出厂要求。
3.2不确定度评定
由误差理论得,由测量重复性引起的不确定度用A类方法评定,当用作单次测量值作为被测量的估计值时,测试数据标准不确定度分量UA为单次测量的试验标准差。
数据采集卡、传感器等引起的不确定度使用B类方法评定。查阅相关资料可得,液压传感器的标准不确定度分量U1约为0.036 MPa,数据采集卡对液压采集系统造成的标准不确定度分量U2约为0.016 MPa,系统合成标准不确定度为uc。
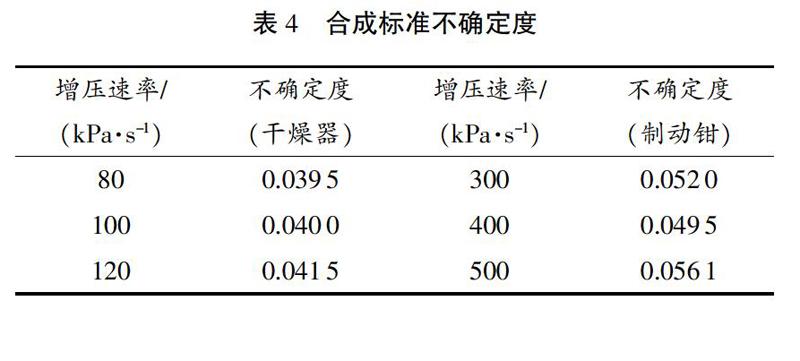
根据式(1)计算可得,系统合成标准不确定度Uc如表4所示。
由不确定度表得知,在干燥器耐压破坏试验中,不确定度最大为0.0415,在制动钳耐压破坏试验中,不确定度最大为0.0561。由此可知,该设备试验重复性好,满足实验要求。
4结束语
本文设计了一套基于数据采集与控制技术的汽车制动部件耐压破坏测试系统,实现对液压加压的精确控制,并且高效、稳定、方便。实现对汽车制动部件耐压破坏试验的综合测量。试验结果表明,该测试系统运行稳定,测试数据可靠,已成功投入到企业中使用。
