早期包衣机控制系统的改造
2018-05-14陈永生
陈永生
(广州摩托集团物业管理有限公司海珠分公司,广东广州510000)
0 引言
包衣机是片剂生产中的重要设备之一,其作用是给素片表面包一层糖衣膜或薄膜。近年来,随着人们对健康的关注度不断提高,对药品质量及其生产工艺要求也更为严格,相应地对制药设备也提出了更高的要求。目前仍有部分较早期的包衣设备(本文以包糖衣膜的包衣机为例)的控制系统是采用继电器以接线的形式进行逻辑控制,系统控制不稳定,容易出现设备故障,亟需对包衣机实施有效合理的整改。
1 问题分析
1.1 包衣机工作原理
首先,将素片放入包衣机转鼓内,转鼓做顺时针旋转,然后分次对转鼓内的素片加入糖浆,使糖衣片在转鼓内翻滚、摩擦,使糖衣膜包裹均匀。同时,向转鼓内通入热风,迅速除去素片糖衣膜表层的水分,最终获得均匀、光滑的糖衣片。
根据工艺要求,包衣过程中需要控制以下环节:(1)控制进风量的大小;(2)在一定范围内控制转鼓的转速;(3)对转鼓和进风进行加热控制。
1.2 存在问题
笔者通过分析包衣机的工作过程和控制系统,发现其存在以下缺点:
(1)包衣机的控制系统是采用继电器以接线的形式进行逻辑控制,控制按钮较多,控制柜所占空间相对较大,由于生产环境粉尘较多,按钮处容易积聚粉尘,导致设备出现故障,不便于设备清理,易造成清洁盲区,污染周围环境,影响药品质量。
(2)包衣机转鼓的旋转速度通过机械调速控制,调速不稳定,控制不便。
2 改造方案
2.1 改造思路
通过分析包衣机控制系统的工作情况,从方便、省时、稳定等角度出发,决定进行以下方面的改造:
(1)采用PLC替代继电器进行系统控制。
(2)采用触摸屏作为人机界面操作替代按钮键操作。
(3)增加模拟量输入模块及输出模块各一个。
(4)采用变频器控制调节转鼓的转速。变频器是利用电力半导体器件的通断作用,将工频电源变换为另一频率的电能控制装置,可实现对交流异步电机的软起动、变频调速、提高运转精度、改变功率因数、过流/过压/过载保护等功能。
2.2 电气选择
(1)PLC与模拟量输出和输入模块分别选择三菱FX2N-16MR、FX2N-4AD-PT模块和FX2N-485-BD通信板。
(2)变频器选择三菱FR-A540-2.2K-CH。
(3)触摸屏选择三菱F940GOT作为操作界面,并运用SWOPC-FXDU/WIN-C软件设置界面参数。
2.3 控制系统原理
改造后的包衣机控制系统原理如图1所示,由触摸屏向PLC发送和接收数据,通过PLC运行程序控制输出电路各执行元件的工作。转鼓电机由变频器控制调速,通过FX2N-485-BD模块来接收和发送数据至PLC。FX2N-4AD-PT模块将进风和转鼓温度数据通过转换发送到PLC。
3 系统改造
3.1 控制要求
(1)使用触摸屏,通过PLC和相关模块,控制各执行元件的启动和停止;
(2)使用触摸屏,通过PLC的FX2N-4AD-PT模块,检测和控制温度;
(3)使用触摸屏,通过PLC的RS-485总线,在运行中直接修改变频器的运行频率。
3.2 软件设计
3.2.1 数据传输格式设置
系统数据按照通信请求→站号→指令代码→数据内容→校验码的格式进行传输。其中,数据内容可多可少,也可以没有;校验码是求站号、指令代码、数据内容的ASCⅡ码的总和,然后取其第2位的ASCⅡ码。
3.2.2 变频器数据代码
变频器数据代码如表1所示。
3.2.3 通信格式设置
通信格式是通过特殊数据寄存器D8120进行设置,根据控制要求,其通信格式设置如下:
(1)设数据长度为8位,即D8120的b0=1;
(2)奇偶性设为偶数,即D8120的b1=1,b2=1;(3)停止位设为2位,即D8120的b3=1;
(4)通信速率设为19200bit/s,即D8120的b4=b7=1,b5=b6=0;

图1 改造后的包衣机控制系统原理

表1 变频器数据代码
(5)D8120的其他各位均设为0。
因此,通信格式设置为D8120=9FH。
3.2.4 变频器参数设置
根据上述通信格式设置,变频器必须设置如下参数:
(1)操作模式选择(PU运行)Pr79=1。
(2)站号设定Pr117=0(设定范围为0~31号站,共32个站)。
(3)通信速率Pr118=192(即19200bit/s,与PLC的通信速率相一致)。
(4)数据长度及停止位长Pr119=1(即数据长度为8位,停止位长为2位,与PLC的设置相一致)。
(5)奇偶性设定Pr120=2(即偶数,与PLC的设置相一致)。
(6)通信再试次数Pr121=1(数据接收错误后允许再试的次数,有两种设置:0~10,表示如果错误连续发生次数超过允许值,变频器将报警停止;9999,表示通信错误发生,变频器没有报警停止,这时变频器可通过输入MRS或RES信号,变频器停止)。
(7)通信校验时间间隔Pr122=9999(有三种设置:0,表示不通信;0.1~999.8,表示通信校验时间(s)间隔;9999,表示如果无通信状态持续时间超过允许时间,变频器进入报警停止状态)。
(8)等待时间设定Pr123=20(有两种设置:0~150,表示数据传输到变频器的响应时间(ms);9999,表示用通信数据设定)。
(9)CR,LF有/无选择,Pr124=0(有三种设置:0,表示无CR,LF;1,表示有CR;2,表示有CR,LF)。
(10)其他参数按出厂值设置。
3.2.5 触摸屏画面制作
(1)使用三菱触摸屏制作软件SWOPC-FXDU/WIN-C制作触摸屏操作画面,创建工程项目,设置触摸屏的使用类型为F940GOT,设置连接PLC的类型为MELSEC-FX。
(2)按照图2所示的操作画面,制作和设置各操作键的动作和写入元件方式。
3.2.6 PLC的I/O分配
PLC的I/O分配如表2所示。
3.2.7 PLC控制接线
PLC控制接线如图3所示。
3.2.8 梯形图程序
3.2.8.1 GXDeveloper程序设计
包衣机的电气控制系统根据其使用要求,PLC的程序控制主要由主程序、控制程序和通信程序组成,其梯形图程序分别如图4、图5、图6所示。
3.2.8.2 程序说明
(1)X0为紧急停止按钮,接通后M8034得电,PLC所有输出禁止。X1、X2、X3、X5连接FR1~FR4,分别作为转鼓电机、进排风电机和震粉电机的过载保护和触摸屏发出报警信号的触发条件,当发生过载保护时,断开相应回路的输出,并通过触摸屏发出相应的报警提示。

图2 操作画面的制作和设置

表2 PLC的I/O分配
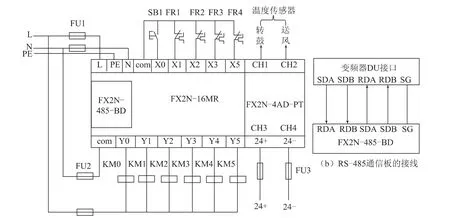
图3 PLC控制接线图

图4 主程序梯形图

图6 通信程序梯形图
(2)M0~M5、M8~M9为触摸屏开关位元件,通过触摸屏连接到PLC。当M4接通,Y1输出,进风电机启动;当M5接通,Y2输出,排风电机启动;T0、T1控制震粉电机Y5每隔30s开启一次,时间为3s。
(3)当M8、M9接通,PLC经FX2N-4AD-PT模块读取传感器检测到的温度值与设定温度值并进行比较,当检测温度值小于设定温度值时,M12、M32接通,Y3、Y4输出,对转鼓和进风进行加热。
(4)当M1接通,PLC向变频器发送正转运行代码,控制变频器按照设定频率运行,通过M2、M3或其他输入方式改变变频器输出频率,对转鼓电机进行无级调速控制,当M0接通,PLC向变频器发送停止运行代码,转鼓电机停止运行。
4 运行调试
为保证设备在改造后能正常工作以及满足所需要的性能,使用前应对设备进行运行调试。首先,检查各控制线路的接线、PLC程序和各控制设备的参数设置,确保正确后,在带电不带负荷的情况下测试PLC与各模块之间的通信及各元件的控制情况,利用触摸屏改变变频器输出频率,通过数字式万能表测量频率的变化。最后,接上负载通电运行,测试转鼓电机的调速性能和工作电流,经调试,设备能满足预期的改造效果。
5 结语
本文针对早期用于包糖衣膜的包衣机在生产过程中存在的不足,通过采用触摸屏、PLC、变频器等方法,对包衣机的控制系统进行了改造,提高了设备的自动化生产性能,满足生产工艺要求,改造后的包衣机比改造前每月节省1500元的维护保养等费用。
[参考文献]
[1]刘光源.怎样查找电气故障[M].北京:机械工业出版社,2003.
[2]朱善君,翁樟,邓丽曼,等.可编程控制系统原理·应用·维护[M].北京:清华大学出版社,2003.
[3]严盈富.触摸屏与PLC入门[M].北京:人民邮电出版社,2006.
[4]龚仲华.三菱FX系列PLC应用技术[M].北京:人民邮电出版社,2010.
