高温高压触媒法金刚石合成块电解过程影响因素探讨
2018-05-11邵静茹李方宜刘永奇刘梓沐翟向阳朱艺波张松飞
邵静茹, 李方宜, 刘永奇, 刘梓沐, 翟向阳, 朱艺波, 张松飞, 董 沛
(1. 郑州华晶金刚石股份有限公司, 郑州 450001) (2. 郑州外国语新枫杨学校, 郑州 450001)
人造金刚石目前普遍采用石墨和金属触媒通过高温高压方法合成,合成后的合成块主要由石墨、触媒金属等组成。合成块坚硬难碎,金刚石被触媒金属牢固包覆,难以通过物理方法直接去除金属包覆物来提纯金刚石。传统方法是利用强酸高温溶解去除金属、石墨,提纯金刚石,劳动强度大、污染严重,工作环境恶劣且金属无法回收。目前,利用电解方法将合成块中的金属电解,在阳极上氧化为金属离子而进入溶液中,之后又通过溶液迁移到阴极上还原析出,回收金属[1]。该方法用酸量少,可减少环境污染,降低劳动强度。
通过电解提纯金刚石合成块,实际操作中影响因素多而复杂,必须同时控制好各个影响因素,才能使电解过程高效进行。本实验通过研究电解液中主要成分和电解工艺条件对电解过程的影响,探讨电解金刚石合成块的最佳工艺条件[2-3]。
1 实验方法
在提纯车间同一电解槽、同等生产条件下进行电解实验,电解槽体积8 m3。采用单因素实验分别对电解液成分中的活化剂、复合稳定剂和电解工艺条件(如电控柜电流、电极间距离、pH值)等进行考察,研究各因素对电解效率的影响。电解效率用每批次电解提取出的金属量与合成块中金属量的比值表示。
2 实验结果与讨论
2.1 电解液中主要成分对电解效率的影响
2.1.1 活化剂的质量浓度对电解效率的影响
活化剂的作用是促进阳极的正常溶解,避免出现阳极钝化现象,补充溶液中因金属离子镀附到阴极板上而不断减少的阳极金属离子。图1为活化剂质量浓度对电解效率的影响图。
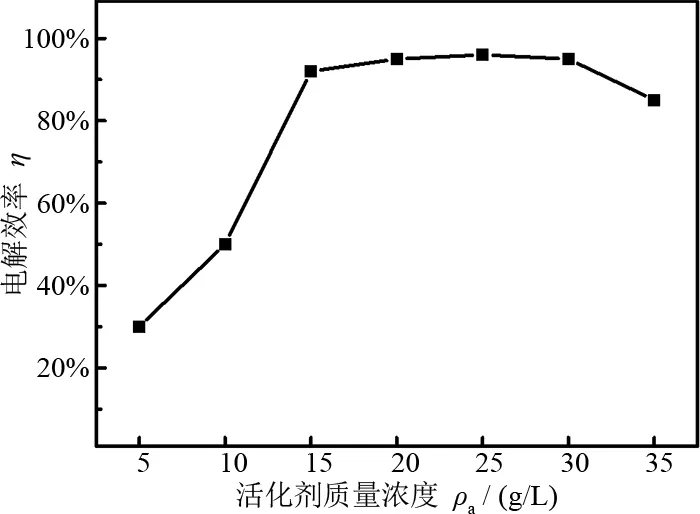
图1 活化剂质量浓度对电解效率的影响
从图1中可看出:活化剂质量浓度为15~30 g/L时,电解效率最高,为92%~95%,因此活化剂最佳质量浓度为15~30 g/L。如果活化剂质量浓度偏低,除了影响阳极正常溶解,还会阻碍电解液的导电性,降低镀液的极化度和分散能力;但活化剂浓度也不宜过高,过高会引起阴、阳极副反应,如发生析氧反应,降低电流效率,同时镀层硬度增大,不易从阴极板上剥离,增大后期工作强度。
2.1.2 复合稳定剂的浓度对电解效率的影响
镀液中铁以亚铁离子Fe2+形态存在,其容易氧化成三价铁离子Fe3+,三价铁离子Fe3+在电解液pH值为2.5时会形成Fe(OH)3胶状沉淀物,容易吸附在阴极、阳极表面,降低镀液导电性,影响阳极正常溶解。在镀液中加入稳定剂可以络合铁离子,防止Fe(OH)3胶状沉淀产生。作为稳定剂还必须具有化学性质稳定、不易老化、不影响镀液其他成分发挥正常作用,以及不恶化镀层的特点。
图2为复合稳定剂质量浓度对电解效率的影响图。从图2中可看出:复合稳定剂的质量浓度为25~30 g/L时,电解效率最佳。复合稳定剂质量浓度过低,不能很好地络合铁离子,使铁离子形成水解沉淀物,降低电解效率;如果稳定剂质量浓度过高,在大电流密度和温度过高的情况下,络合镍、铁离子后形成的络合物会分解成镍、铁盐的沉淀,影响镀液导电性,降低电解效率。

图2 复合稳定剂质量浓度对电解效率的影响
2.2 电解工艺条件对电解效率的影响
2.2.1 阴阳极之间的距离
在电解实验过程中,电解效率和通过的电流大小成正比。电解质溶液导电也符合欧姆定律,即在电压一定时,当电流通过电解质溶液到达阴极表面时,影响电流大小的因素是电解溶液的电阻。阴阳极之间的距离不同,这种电阻大小也不同。阴阳极之间距离近,电解溶液的电阻小,电流大,析出的金属量多,电流效率高;阴阳极之间距离远,电解溶液的电阻大,电流小,析出的金属量少,电流效率低。相同电压下,阴阳极之间的距离为50 mm时,电流为4200 A;随着距离增加到250 mm时,电流为3900 A,电阻增大,电流减小,但可以正常进行电解生产;距离为300 mm时,电流为3400 A,电流偏小,不能正常电解生产。理论上阴阳极之间的距离应尽量小,以减少电阻增大电流,更快地沉积金属;但当距离小于50 mm时,阴极上镀覆的金属容易长出毛刺,毛刺过长可能会接触到阳极,有短路的风险。实验过程中,我们发现阴阳极之间的距离保持在50~250 mm比较合适。
2.2.2 电控柜电流的影响
在极限电流范围内,随着电流的增加,电解效率也增加。这是因为增大电流,阴、阳极上单位面积积累的电荷数增加,使阳极上的金属铁、镍更易失去电子,变成金属离子进入到电解液中,而电解液中的金属离子更易得到电子镀覆到阴极上。同时,电流增大,阴阳极之间的电场力增大,铁离子、镍离子向阴极移动速度加快,金属镀覆速度也加快。但是,电流增大到一定程度,达到临界钝化电位时,会引起阳极钝化,阳极金属不再溶解,电解效率严重下降,甚至不能正常电解。因此,电控柜电流大小必须控制在一定范围内。图3为电流大小对电解效率的影响图。由图3可见:电控柜电流达到4000~4200 A时,电解效率最高。
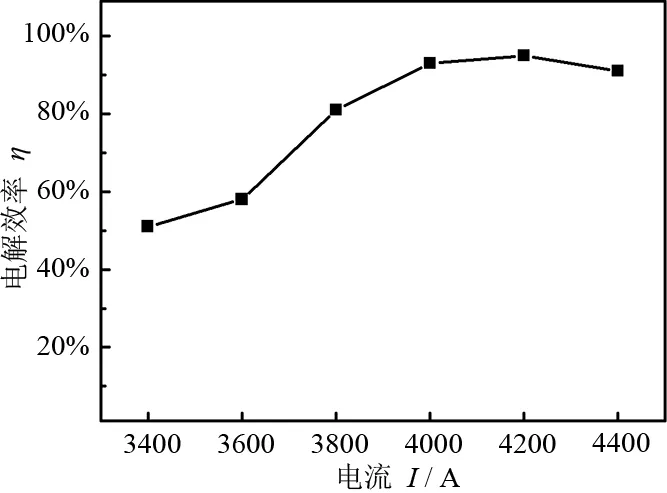
图3 电流大小对电解效率的影响
2.2.3 pH值对电解效率的影响
图4为pH值对电解效率的影响图。当pH值<1时,由于氢离子浓度高,比铁离子、镍离子优先在阴极上放电,发生析氢反应,电解效率降低。大量氢离子存在还有可能腐蚀阴极板,造成阴极板消耗大。但当pH值>6时,铁离子、镍离子容易发生水解反应,产生胶体沉淀,电解液变浑浊,电阻增大,降低电解液的导电性,降低电解效率,严重时无法正常进行电解工作。由图4可以看出:pH值为2~4时,电解效率高。
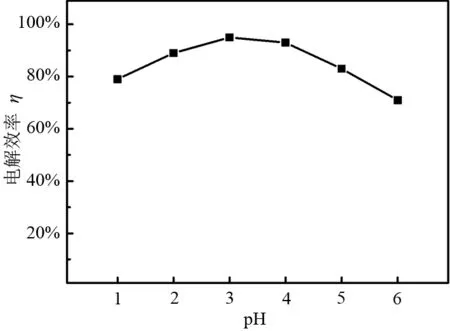
图4 pH值对电解效率的影响
3 结论
(1)电解液组成和电解工艺条件对电解效率有较大影响。适当加入添加剂可以改善电解液的性能,提高电解效率。合适的添加剂用量为:活化剂的质量浓度为15~30 g/L,复合稳定剂质量浓度为25~30 g/L。
(2)控制合适的电解工艺条件,可以提高电解效率。合适的工艺条件为:阴、阳极之间的距离为50~250 mm,电控柜电流为4000~4200 A,电解液pH值为2~4。
参考文献:
[1] 王秦生. 超硬材料及制品 [M]. 郑州: 郑州大学出版社, 2006.
WANG Qinsheng. Superhard materials and products [M]. Zhengzhou: Zhengzhou University Press, 2006.
[2] 刘仁智. 现代电镀手册 [M]. 北京: 化学工业出版社, 2010.
LIU Renzhi. Manual on modern electroplating [M] . Beijing: Chemical Industry Press, 2010.
[3] 宋志昌. 粉状触媒合成金刚石提纯新方法 [J]. 金刚石与磨料磨具工程, 2005(3): 36-38.
SONG Zhichang. A new method of purification for diamond synthesized with powder-catalyst [J]. Diamond & Abrasives Engineering, 2005(3): 36-38.
