兴县选煤厂浮选药剂制度优化研究
2018-05-09杨晓晶
杨晓晶
(1.吕梁职业技术学院,山西 吕梁 032300;2.吕梁市煤炭工业学校,山西 吕梁 032300)
我国选煤行业一方面存在浮选药剂选择不合适,浮选过程能量耗损严重,药剂耗量大,所需工艺流程复杂的问题,严重降低了企业的时间效益、经济效益及能源利用率;另一方面煤炭浮选企业中最常用的如煤油、轻柴油等非极性烃类油捕收剂[1]属于不可再生资源,其价格不断攀升,以往以煤油、柴油作为主要捕收剂的浮选药剂制度已经不太合理[2-3]。因此不断进行改进、开发探索合理合适的浮选药剂制度,对于企业流程优化、降低能量耗损、高效高质发展都有着重要的意义[4]。合理选择浮选药剂,实现浮选效率和选择性的同步提高,正是目前学者们普遍探索的方向。
兴县某选煤厂位于吕梁市兴县境内,其处理原煤为中高灰低阶煤,为了响应国家政策,增加企业效益,本文进行了浮选药剂制度的改革优化探讨。
1 试验
1.1 试验煤样采集与制备
试验煤样选取兴县选煤厂浮选入料煤样,煤样破碎至-0.5 mm粒级作为研究对象。兴县选煤厂所处理入选原煤属高中灰、特低硫、中磷的气煤和少量1/2中粘煤及极少量1/3焦煤,具有挥发分高、发热量高、抗碎强度高的特点。煤样工业分析如表1所示。

表1 试验煤样工业分析Table 1 The industrial analysis of coal samples
1.2 试验方法
1.2.1捕收剂LB-3-1FTIR和GC-MS测定
利用傅立叶变换红外线光谱分析仪测定捕收剂LB-3-1样品的官能团,利用气相色谱质谱联用仪测定分析样品组分分离与鉴定。
1.2.2浮选试验方法
参照GB/T 4757-2013《煤粉(泥)实验室单元浮选试验方法》,选用XFD-IV型实验室用浮选机,浮选槽容积为1 L,叶轮转速为1 800 r/min,充气量为1 L/min,刮板转速30 r/min。结合企业要求,固定矿浆浓度为86 g/L[5]。将86 g煤样加入浮选槽中搅拌2 min,加入捕收剂,与矿浆充分作用3 min,加入起泡剂,10 s之后打开进气阀门开始刮泡,刮泡持续3 min。
针对兴县选煤厂使用的煤油捕收剂,探讨LB-3-1为捕收剂的浮选效果,设计对比浮选试验方案如下:
1)采用煤油为捕收剂,杂醇260-T为起泡剂。2)采用LB-3-1为捕收剂,杂醇260-T为起泡剂。捕收剂用量为0.5 kg/t,0.7 kg/t,0.9 kg/t,1.1 kg/t,1.3 kg/t,杂醇260-T用量分别固定为0.03 kg/t,0.05 kg/t。
2 结果和讨论
2.1 FTIR 和GC-MS测定结果讨论
LB-3-1样品的红外谱图,见图1。

图1 样品原样的红外匹配谱图Fig.1 Infrared Matching Spectrogram of the original coal samples
捕收剂LB-3-1为化工副产品,属于混合物,对照图1结合已知结构的2类基础油500N、100三元乙丙橡胶-EPDM-PY谱图分析:在3 100 cm-1~2 800 cm-1区域出现收缩峰,该吸收峰为C-H伸缩振动吸收,说明样品结构中有甲基、亚甲基、次甲基;在1 600 cm-1~1 300 cm-1区域出现吸收峰,该吸收峰为C=C伸缩,说明样品结构中有乙烯基。
样品甲醇可溶物的 GC-MS 图,见图2。
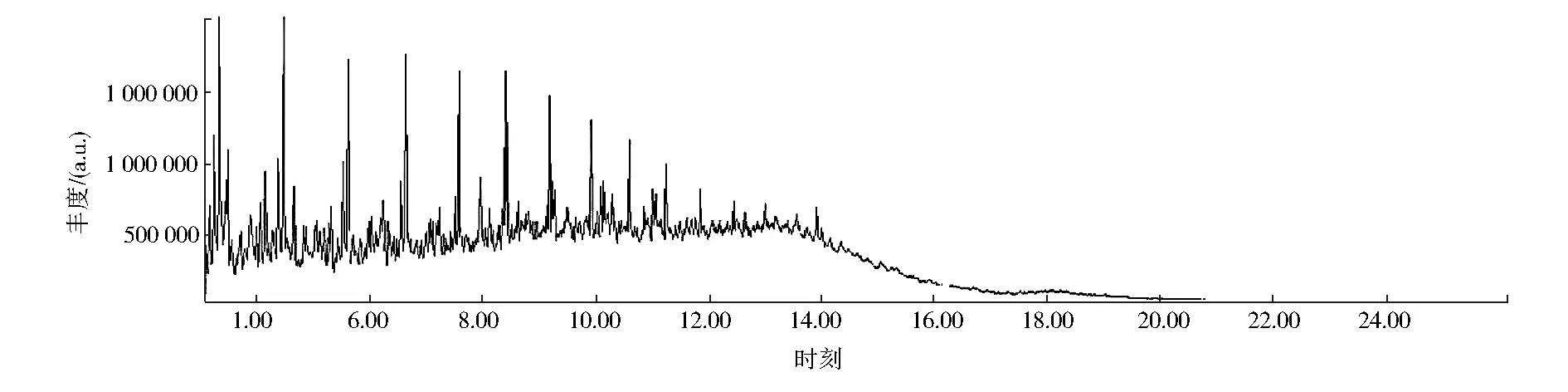
图2 样品甲醇可溶物的 GC-MS 图Fig.2 GC-MS graph of methanol soluble substances in coal samples
对照图2结合图谱检索利用专业分析软件分析,显示样品组分为C12—C15烷烃,整体分子量为198,结合红外结果得出LB-3-1化学组分如表2所示。

表2 LB-3-1化学组分表Table 2 The chemical components of LB-3-1
2.2 浮选试验结果
起泡剂用量分别为0.03 kg/t和0.05 kg/t条件下,浮选精煤产率、灰分结果与捕收剂的关系见图3。
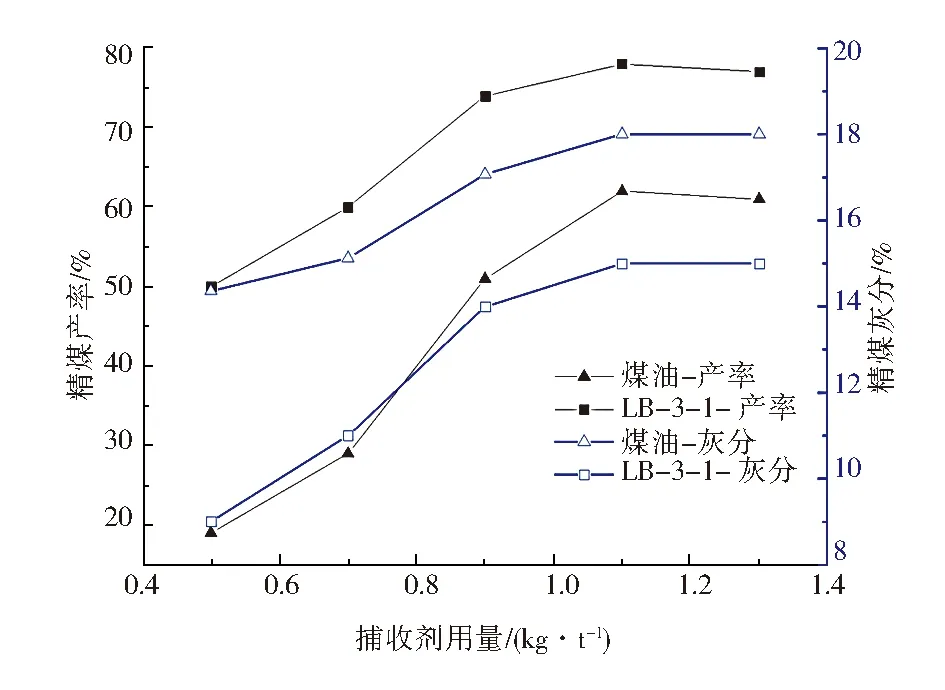
3-a 起泡剂用量0.03 kg/t

3-b 起泡剂用量0.05 kg/t图3 浮选精煤产率和灰分与捕收剂用量的关系Fig.3 The effect of collector on clean coal yield and ash content by flotation
从图3可以看出,在起泡剂用量固定为0.03 kg/t时,随着煤油用量的增加,精煤产率增加的同时灰分也增加,煤油用量为1.1 kg/t时产率最高,为62%,灰分18%,继续增加煤油用量,产率降低而灰分不变;LB-3-1用量与煤油用量相同时,精煤产率高很多而灰分低,因此LB-3-1对于兴县原煤选择性较好,随着用量的增加,精煤产率在用量为1.1 kg/t时达到最高78%,此时灰分为15%,再增加LB-3-1用量精煤产率不再增加。在起泡剂用量改变为0.05 kg/t时,随着煤油用量增加,精煤产率最大,为63%,灰分为19%;随着LB-3-1用量增加,在1.1 kg/t时精煤产率最高为83%,灰分为15.2%,用量继续增加,精煤产率和灰分不再增加。因此提高起泡剂用量为0.05 kg/t,浮选结果变化不大。
从上述结果可以看出,LB-3-1对于兴县选煤厂入选原煤选择性较好,在LB-3-1用量为1.1 kg/t,杂醇260-T用量为0.03 kg/t时,精煤产率为78%,灰分15%,符合客户要求。从机理上分析,LB-3-1成分主要为C12-C15烷烃,且有少量的烯烃,有较强的疏水性和捕收性能,因此可以作为捕收剂使用。从经济角度来看,LB-3-1是化工副产品,属于废物再利用,成本远远低于煤油,能够为企业节省70%以上的药剂成本;且使用LB-3-1为捕收剂,浮选效果较煤油好,在精煤灰分控制在15%的情况下使产率提高至78%,为企业带来较好的经济效益。
3 结论
LB-3-1样品组分为C12-C15烷烃,包含少量烯烃,整体分子量为198,有较强的疏水性和捕收性能,可以作为捕收剂使用。在相同用量及浮选条件下,使用选煤药剂LB-3-1为捕收剂,260-T为起泡剂,浮选结果优于煤油为捕收剂、其他浮选条件相同的浮选结果。在LB-3-1用量为1.1 kg/t、杂醇260-T用量为0.03 kg/t时,精煤产率为78%,灰分15%,符合客户要求,能够为企业带来较大经济效益。
参考文献:
[1] BROWN D J.Coal Flotation [M].New York,1962:518-538.
[2] 王晖,钟宏.浮选药剂应用研究现状及展望[J].国外金属矿选矿,1997(3):1-5.
[3] XIE Guangyuan,WU Ling,LI Guozhou,etal.Coal Flotation Using Wash Oil as a New Type of Collector[J].Mining Science and Technology,2010,20(4):546-550.
[4] 吴大为.浮游选煤技术[M].徐州:中国矿业大学出版社,2004.
[5] 中国煤炭工业协会.煤粉(泥)实验室单元浮选试验方法(GB/T 4757-2013)[S].北京:煤炭工业出版社,2013.
