陶瓷烧成中框架式窑具的节能分析*
2018-05-09曾令可刘平安陈皇忠刘霄昱黄智明
曾令可 刘平安 陈皇忠 刘 娉 刘霄昱 黄智明
(1 华南理工大学材料学院 广州 510640)(2 广东热金宝新材料科技有限公司 广东 揭阳 515500)
前言
随着社会经济的快速发展,窑具作为一种特殊的耐火材料,已成为陶瓷工业和耐火材料工业等行业必不可少的高温辅助材料制品。窑具一般分为3大类:第一类是隧道窑、梭式窑等窑车台面用轻质边围砖,此类窑具使用环境温度稍低,主要是能承受压力的载荷且只要能达到低蓄热的目的;第二类是立柱、棚板和横梁等,该类窑具直接与火焰接触,使用环境温度高,棚板、横梁等部位还需要承受高温及承重压力的双重作用,所以要求其应具备一定的高温抗折强度及良好的抗热震稳定性;第三类是支承烧成中陶瓷坯体的专用窑具,如匣钵、垫板等,此类窑具不一定直接与火焰接触,仅承受瓷件自身的重力,所以其应用环境要好得多。在这些窑具中,棚板的面积大、厚度薄,是目前窑具用量最大的一部分,无论是生产还是应用,它最具代表性。生产中常用的棚板材料有莫来石质、堇青石质、氧化物结合SiC质、反应烧结碳化硅(SiSiC)等。
窑具质量与性能的好坏对烧成陶瓷制品的质量、产量、能耗、合格率、等级率、生产成本及整个企业的经济效益具有举足轻重的作用,因此提高窑具的材料性能和质量,减少窑具的重量、延长棚板的使用寿命对烧成优质陶瓷产品起着重要的作用。
1 创新性框架式窑具结构
传统隧道窑窑车及窑具结构图如图1所示。为了防止陶瓷制品在烧成中不变形、不倒窑,采用粗大的支柱、厚厚的托板,窑车上的窑具笨重而且根据烧成制品的不同采用多层堆叠式,窑车在窑内高温烧成中运行,非常容易引起窑车倒塌的严重事故(厚重的窑具材料是烧成制品的几倍甚至十几倍),这也是隧道窑、梳式窑等窑车式窑炉能耗高、烧成窑炉热效率极低的主要原因。窑具的模块化及薄型化设计,大大地减少辅助材料烧成中的热损耗,充分发挥堇青石-莫来石框架窑具部件与SiSiC柱梁结构部件各自特点,进行标准化的模块设计和精加工安装制造,根据烧成瓷种的不同形状和要求,制备出适用于烧制形状、类型要求各异的隧道窑、梭式窑窑车专用的框架式窑具、多功能通用框架型窑具,最大特点是装配式框架式窑具结构紧凑、牢固可靠、节能降耗、节省原材料。创新性制备出框架板薄为4~10 mm,节约原材料一半以上,比传统窑具节能率可以提高30%~40%。图2为先进的装配式框架结构窑具实物图;图3为组装式窑具材料部分部件图;图4为烧成卫生洁具码坯烧成实物图;图5为烧成日用陶瓷码装坯实物图。

图1 传统隧道窑车及窑具实物图

图2 先进框架式隧道窑窑车、窑具结构

图3 组装式窑具材料部分部件图

图4 烧成卫生洁具码坯烧成实物图
图5 烧成日用陶瓷码装坯实物图
2 窑具对陶瓷窑炉能耗影响的分析
大多数陶瓷在烧成中离不开窑具,目前国内的建筑陶瓷(如瓷片、外墙砖)、卫生陶瓷、日用陶瓷、工艺美术陶瓷、电瓷及大多数特种陶瓷生产多以辊道窑、隧道窑、梭式窑作为烧成设备,虽然采用柴油或燃气为燃料明焰裸烧,能耗相对较低,但窑具相对于产品的质量比例仍较大,一般仍需要2倍以上,最多的可达10倍以上,这样窑具在烧成过程的吸热量远大于产品的吸热量及产品物化反应热耗之和。窑具在烧成过程中需消耗大量的热量,合理选用窑具材料及窑具结构是降低产品烧成能耗的重要途径,也是陶瓷烧成中节能的关键之一。
由窑炉热平衡热效率测试及计算方法可知,通过对陶瓷窑炉的热工测试及热平衡、热效率计算,可以分析出影响窑具能耗的因素。
2.1 测试方法
以卫生陶瓷燃气隧道窑为代表,计量周期为连续12 h(或24 h),为缩小窑炉性能差异的影响,对同一组类型产品选择同一窑炉公司安装的窑炉,测量并计算产品总质量;测量并统计窑具总质量;计量燃气消耗总量,根据所测出的产品质量、窑具质量、液化石油气(或燃气流量)总量,可以计算出产品燃耗及“产品+窑具”的燃耗:
2.2 测试结果
根据实际测试数据分析得出,当窑具质量与产品质量之比由1.08/1.00增至5.41/1.00时,其单位产品能耗由0.112 2 kgLPG/kg瓷增至0.493 6 kgLPG/kg瓷,增加了4.4倍,即随着窑具与产品质量之比的增加而能耗成几倍的增加,可见窑具质量在窑车式窑炉中对能耗大小影响的重要性。
2.3 窑具及陶瓷产品烧成中的能耗分析
以陶瓷隧道窑为例,分析窑具对单位陶瓷产品能耗的影响。
2.3.1 隧道窑有效热
由隧道窑有效热计算可知,对于含窑具材料在内的隧道窑有效热为:
Qxy=Qq+Qh+Qg+Qx+Qjg
式中: Qxy——窑炉有效热;
Qq——坯体水分蒸发并加热至离窑的热耗;
Qh——产品烧成中物化反应热耗;
Qg——产品加热至烧成温度的升温热耗;
Qx——产品烧结时玻璃相热耗;
Qjg——窑具加热至产品烧成温度时的升温热耗。
式中Qq、Qh、Qx相对于Qg和Qjg所占比例一般较小,由于窑具质量要比产品质量大得多,所以Qjg比Qg要大得多。对于卫生(或日用)陶瓷而言,根据陶瓷隧道窑热平衡测试可知,各项相对于Qxy的比例:Qq+ Qh+ Qx约占15%,Qg约占 25%,Qjg约占60%,窑具在产品烧成过程中消耗了大量的有效热,这是因为目前大多数陶瓷生产企业使用的窑具质量都为其产品质量的2倍以上,有的甚至高达10倍,而窑具比热与陶瓷产品相当,由此可见,窑具在升温过程中需要吸收大量的热量,占用了大部分的有效热,因此合理选用窑具、减少窑具质量,对降低产品烧成能耗意义重大。
2.3.2 窑具对隧道窑产量与单位产品烧成能耗的影响
从上述含窑具有效热计算可以看出,窑具所消耗的有效热可达60%左右,所以在升温过程中窑具需吸收大量的热量,吸热量增加,在一定程度上降低了升温速度,对于隧道窑而言必须降低推车速度,因而也降低了单位时间的产量。在窑具质量增加的同时,隧道窑窑腔装载的密度也增大,从而使预热带的气流阻力也增大,为满足排烟及分解物排出,需加大排烟力度,这样,造成窑内负压增大,预热带漏风量增加,由于下层冷风的进入,增加了预热带的温度分层,为确保下层产品有充分的氧化分解时间,必须降低推车速度,因而窑炉的单位时间产量也随之降低。
在冷却带中,由于窑具的质量大,蓄热量也增加,则带进冷却带的热量增加,从而加大了冷却带负担,为使热量充分排出使已烧成的制品冷却,需延长冷却时间,以降低冷却速度,即降低推车速度,迫使窑炉产量减少。从上述分析可知,窑具/产品质量比的增加将大大降低产量,从而大大地增加单位产品的能耗。
3.2.3 窑具及烧成时间对热分配比例的影响
由陶瓷烧成过程中的加热、冷却过程可以看出,窑具质量增加,产量减少,而在此过程中窑体的表面散热量并没有减少,且排烟的烟气带出的显热却会增加,具体表现为两个方面:一方面,由于窑具的吸热量增加,导致燃料的消耗量增加,故燃料燃烧的干烟气量增加;另一方面,当排烟阻力增加时,为满足烧成带的烟气排出需加大排烟的引风力度,即增加了窑内负压,从而增加了预热带的漏风量,漏入的空气受加热后随烟气排出而增加烟气带出的显热。目前,在大多数陶瓷隧道窑中,烟气显热、窑体表面散热占烧成总热支出的一大部分,而减小窑具质量可缩短烧成时间,从而达到降低单位产品烧成能耗的目的。
综上所述,选择优质、轻型窑具是降低陶瓷单位产品烧成能耗的重要途径,也是降低陶瓷产品综合能耗的有效措施。
3 窑具轻质化的关键
为了达到节能的目的,在窑炉性能和产品未改变的情况下,合理选用窑具材料至关重要。只有选用理想窑具材料并减轻窑具质量,才能达到节能的目的。
3.1 莫来石-堇青石质棚板
棚板作为支撑烧成中瓷件的专用窑具,是陶瓷工业中一种重要的辅助材料,传统材质多为抗热震性好、高温性能优良的堇青石-莫来石复合材料,且国家在“八五”攻关科研科项目中提出了堇青石-莫来石棚板的研制。
早在20世纪90年代初,华南理工大学与佛山罗村某窑具企业合作,进行堇青石质窑具的系统性研究与产业化,配方优化和掺杂改性,研究了堇青石骨料与莫来石结合剂的比例、堇青石骨料的粒度分布、结合剂中掺入红柱石、骨料中掺入SiC、钛酸铝、 根据总量按比例掺入莫来石纤维、及成形压力大小对堇青石质窑具材料内部颗粒结合情况、晶相相变情况、微裂纹网络形成程度等微观结构,及窑具强度、抗热震性等宏观性能的影响。最终得出了一个较佳的窑具配方,并确定了其主要生产工艺参数:
1)堇青石作为骨料可以有效地降低窑具的热膨胀系数,减少因温差引起的热应力。通过调节堇青石骨料中颗粒级配可以明显提高窑具的强度。
2)在窑具中掺入红柱石细粉,有利于其莫来石化,生成针状或柱状莫来石纤维, 起到纤维增韧作用,既提高了堇青石质窑具材料的断裂表面能,又改善窑具的强度和抗热震性,其生产实用性比直接掺入莫来石纤维好。
3)在窑具中掺入SiC用于提高其导热系数时,应控制其粒度和掺入量以防止被氧化后生成过量的石英玻璃相,破坏材料的微观结构。在窑具中掺入钛酸铝以降低其热膨胀系数时,堇青石中的Mg2+和莫来石的存在可以有效地阻止钛酸铝的分解, 促进金红石和刚玉转变成钛酸铝,达到提高窑具抗热震性的目的。但同时堇青石中Mg2+易与钛酸铝形成固熔体,破坏了堇青石骨料的强度,且易引起烧成过程中试样变形。
4)当窑具的配方和烧成温度确定后,成形压力是决定窑具微观结构和性能的关键因素,从综合效果来看,堇青石质窑具成形压力以46~60 MPa为佳。
目前,国产堇青石-莫来石窑具制品的生产较为成熟,方斌祥等从理论上对堇青石-莫来石的配比及条件进行了分析,按m(堇青石)∶m(莫来石)=45∶30配料,且在1 350 ℃/3 h条件下合成的棚板材料主要晶相为堇青石和莫来石,其显微结构均匀,晶间生成大量的原位堇青石和莫来石晶粒,骨料之间的“联接桥”发育良好,其各项性能指标最优,具有较高的抗折强度。陈冀渝在此过程中进行了一些改进,得到了耐用寿命更高的堇青石棚板。从化学组成来看,田惠英等讨论并研制了材料的成分对堇青石-莫来石棚板物理力学性能的影响,制品的气孔率与孔结构对强度、抗热震稳定性的影响,结合我国原料的实际情况提出了根据原料的纯度(即低熔性杂质成分Fe2O3、TiO2、K2O、Na2O的含量)来确定棚板的化学组成范围:Al2O3:40%~41%;SiO2:50%~51%;MgO:6%~7%;Fe2O3,TiO2,K2O,Na2O含量:<2.7%。俞秋玉等为了解决外购堇青石-莫来石棚板价格高的问题,利用镁质粘土和高岭土原料人工合成堇青石,再与其它原料配合制成的堇青石棚板,取代了高价外购的堇青石棚板,进一步降低了生产成本,提高了企业的经济效益。因此在配方系统、烧成技术、工艺路线及工业应用效果及性价比等莫来石-莫青石棚板方面对于陶瓷行业来说都是比较成熟且普遍应用的一种耐火材料。
3.2 刚玉-莫来石棚板
随着功能陶瓷如软磁(铁氧体)材料和电子绝缘陶瓷的发展,传统堇青石-莫来石棚板的发展受到一定的局限,而刚玉-莫来石棚板得到广泛应用,该棚板具有优良的高温强度、抗热震性和较高的使用温度(1 700 ℃),且化学稳定性良好,不易与所承烧的产品发生反应,但是由于高温棚板在高温(一般>1 600 ℃)下承载量较大,同时承受较大的剪切应力,棚板易发生高温弯曲蠕变。周会俊等采用板状刚玉、电熔白刚玉、电熔莫来石、Al2O3微粉和硅灰为主要原料,采用大吨位液压成形、超高温烧成,研制出具有优良高温强度、抗热震性和极低高温蠕变变形的刚玉-莫来石高温棚板。将该棚板应用在1 650 ℃以上的高温梭式窑炉上,能够满足长期高温高荷重的使用要求,可以替代同类进口产品。
3.3 SiSiC材料
SiSiC材料具有高强度、高硬度、高耐磨、耐腐蚀及良好的抗氧化、抗热震等性能,是应用最广泛的结构陶瓷和窑具产品之一。广东固特耐科技新材料有限公司生产的反应烧结碳化硅材料的长期性能与重结晶碳化硅和氮化硅结合碳化硅相比更加突出,其抗弯强度是重结晶碳化硅的两倍多,比氮化硅结合碳化硅高约50%,其中NBSiC与ReSiC分别为氮化硅结合碳化硅与重结晶碳化硅(见图6)。
等静压成形的反应烧结碳化硅(SiSiC)的密度为≥3.08 g/cm3,气孔率<0.1%,高温(1 200 ℃下)抗弯强度达280 MPa,板做得很薄,梁、柱做得很细,高温中强度也很高,这就是框架式窑具轻型化的关键。
当前绝大多数使用的窑具是烧结碳化硅栅板,其厚度为12 mm,用耐火支柱支撑于栅板平面的边缘,支点跨度大,烧结碳化硅的高温抗折强度为56 MPa。理论上,如果选用的材料抗折强度提高至4倍,则栅板厚度可降低至0.5倍,因抗折强度与材料厚度的平方成正比;如支点跨度降低至0.5倍,则栅板的承重能力可提高4倍,因梁的承载能力与支点距离的平方成反比。所以,对新型窑具材料的选用及支撑方法要不断进行优化设计。
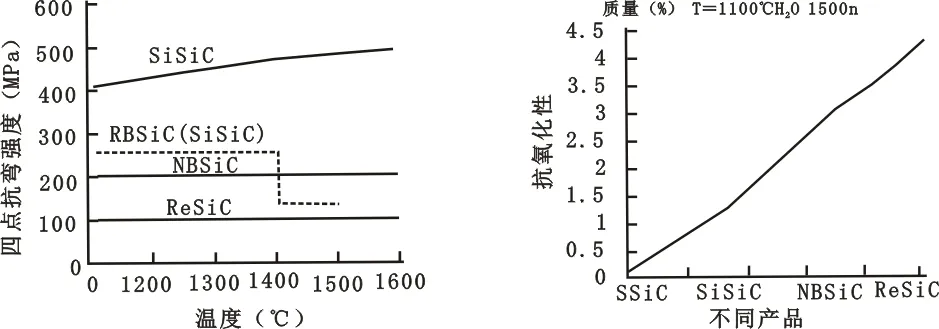
(a)四点抗弯强度值比较 (b)抗氧化性
图6反应烧结碳化硅(SiSiC)与NBSiC、ReSiC性能比较
4 节能窑具的设计
4.1 窑具材料的选用
综合考虑各方面因素,窑具材料采用工艺成熟、质量稳定、使用寿命长、性价比良好的莫来石-堇青石材料及反应烧结碳化硅材料,特别是反应烧结碳化硅,它具有显气孔率低、密度大、抗氧化性强、强度大,抗弯强度大(其高达280 MPa,是普通烧结碳化硅抗折强度的5倍)等优点。由于强度的提高有利于减少栅板的厚度,常用的烧结碳化硅厚度为12 mm。而在实际的设计与生产中一般选用5 mm的反应烧结碳化硅即可。
4.2 支撑结构设计
窑具支撑结构采用栅架式进行设计,窑具支撑栅架式结构图如图7所示。

图7 窑具支撑栅架式结构图
立柱垂直固定在窑车上,立柱为外宽50 mm×30 mm,壁厚为5 mm,有的还在宽度为50 mm左右的两个侧面各开有两排直径为15 mm孔(见图3及图8),孔中心距为25 mm,两排错开,即前后排孔中心距为12.5 mm,支承管按产品装载的高度确定管的中心高,并横穿在立柱上,有的还可以用陶瓷螺栓紧固,使整个框架形成整体结构,大大地增强整体结构的牢靠性。支承管长度为550~700 mm,外径为13 mm,壁厚为3.5 mm,托板架在支承管上,供摆放产品用,托板的长度为450~550 mm,视窑车设计而定,托板的宽视陶瓷坯体的大小和形状而定,要略大于坯体底部宽度,让整个坯体底部能全部放在同一片托板上,但宽度不小于50 mm,托板厚度为5 mm,托板在支承管上的中心距离等于或略大于产品坯体的最大直径(宽度)。为了让托板处于最佳的受力状态,一方面设计了支承管的中心距离在托板长度的55%~60%(见图8),以缩短支撑距离,对比目前烧结碳化硅栅板支承在板的端点上,受力距离大为缩短。另一方面,由于托板是架在两条支承管上,以两条线支承托板,实现了均匀受力,对比目前烧结碳化硅栅板用点的支撑,是集中受力,条件有着明显的改善。

图8 立柱两个侧面各开有两排孔示意图
4.3 窑具质量及产品/窑具质量比
在框架式节能窑具设计中,一方面改善了托板的受力条件;另一方面选用高强度的反应烧结碳化硅材料,不仅能够减薄减轻了窑具的质量,在同等产品装载的情况下,托板的面积大大缩小,而托板的承重能力反而增强。据各种材料结构及长、宽、厚度等尺寸核算,反应烧结碳化硅密度为3.05 g/cm3,则每层窑具的质量为:合计窑具=立柱+支承管+托板=2 385 g。
每片托板能托烧的产品质量为2 070 g/层产品,节能窑具与产品的质量比为:窑具质量∶产品质量=1.15∶1.00,远小于传统窑具中窑具与产品的质量比。
4.4 窑具节能对比分析
前面所述的传统窑车托烧方法的窑具质量∶产品质量=4.18∶1.00,而框架式节能窑具的窑具质量∶产品质量=1.15∶1.00。同样1个单位质量的产品,常规的托烧窑具质量是节能窑具质量的3.6倍,节能窑具与产品的质量和是常规窑具与产品的质量和的41.5%,减少了58.5%的质量。由于高温时碳化硅的比热容为0.962+1.46×10-4t kJ/(kg·℃),与陶瓷产品的比热容为0.836+2.6×10-4t kJ/(kg·℃)相近。所以,当加热到产品烧成温度时,在同等质量下,窑具吸收的热量与产品吸收的热量相近。以隧道窑为例,按常规托烧方法计算,窑具及产品加热到烧成温度时,两项热耗相加约占总热耗的60%,若装载产品相同,采用节能窑具后,窑具及产品相加的质量减少了58.5%,则节省的热耗=60%×58.5%=35%。所以,采用节能窑具后,可实现窑具节能达35%。
潮州市某卫生陶瓷厂的一座长90 m、宽2.2 m、高1.1 m的隧道窑,烧成产品为800 mm×500 mm的洗手盆,改造前产能为49台车/d×35件/台=1 725件,消耗天然气3 000 m3,则每件洗手盆消耗天然气1.75 m3,利用框架式组合窑具改造后产能为68台车/d×42件/台车=2 856件,天然气消耗量为3 200 m3,则每件洗手盆天然气消耗量为1.12 m3,改造后每1件产品节约天然气量为1.75-1.12=0.63 m3,而产量则提高了2 856-1 725=1 131件/d。可见改造后节约能耗为36%,增加产量达66%,每台车装载量增加20%,每天装车烧成的台车数增加39%,经济效益和社会效益均非常显著。
珠海市斗门区旭日陶瓷有限公司烧制外墙砖所使用的是莫来石-堇青石垫板,垫板的厚度原来为10~12 mm,该企业创新性地从垫板的结构及厚度等方面进行攺造,把承烧瓷片的莫来石-董青石垫板的厚度由10.5~13.0 mm降至7.3 mm(基至6.7 mm)每块质量由4.8 kg多降至2.3 kg以下,节能达到18.7%以上。
5 特色和创新
1)多功能通用性框架型窑具。将堇青石-莫来石框架窑具部件与SiSiC柱梁结构窑具部件进行标准化的模块设计和加工制造,并根据烧成瓷种的不同形状和要求,制造出适用于烧制形状、类型要求各异的窑车用的框架式窑具。
2)节能降耗、节省原材料。将堇青石-莫来石框架窑具部件与SiSiC柱梁结构窑具部件通过优化设计、组装、制备架构得到的组合框架窑具框架板厚度为4~10 m,比传统窑具节能率可以提高30%以上。
生产实践证明,采用节能型框架式窑具材料结构牢固、使用安全、节能效果明显,是改造窑车式装载结构,减少陶瓷烧成热耗,提高烧成设备热效率的有效途径。
1 曾令可,任雪谭,贺海洋,等.堇青石质窑具的配方优化.陶瓷学报,2000,21(4):195~201
2 曾令可,任雪谭,贺海洋,等.掺入红柱石对堇青石窑具性能的影响.华南理工大学学报,2001,29(6):60~63
3 贺海洋,曾令可.莫来石-堇青石窑具的现状与发展前景.耐火材料,1999,33(2):107~109
4 贺海洋,曾令可.莫来石-堇青石窑具的工艺特性及应用前景.中国陶瓷工业,1999,6(1):12~15
5 郭俊平.日用陶瓷节能窑具的研究.佛山陶瓷,2015,25(1):29~31