太阳能硅片多线切割张力控制改进研究
2018-05-07管永强林罗刚
管永强,林罗刚,朱 阳
(台州广播电视大学高职学院,浙江 台州318000)
太阳能电池以其不消耗燃料和水等物质,使用中对环境无污染的优势,有望成为2l世纪的重要新能源之一。近年来,光伏电池产业发展迅速,块状光伏电池(一般指晶体硅光伏电池)作为目前市场上的主导产品,可分为单晶硅和多晶硅两种太阳能电池[1]。传统的硅片切割机效率低、损耗大的缺点严重制约了硅片加工行业的发展。多线切割同时可以进行几百个切片的加工,它通过缠绕在导向轴上的切割线的运动,采用研磨原理,速度快、精度高、损耗低。多线切割时,重点考虑断线故障率外,另一个质量问题是切痕的最小宽度与形位误差如平行度、角度等的精度,这些都取决于切割线的振幅和频率[2]。如果对切割线的张力控制得当,将在很大程度上解决上述问题。因此,有必要对多线切割的张力进行建模分析,找到张力控制中的问题并加以改进,从而提高多线切割的效率与精度。
1 张力原理分析
1.1 张力形成原理
在线切割过程中,材料受到牵引力,当考虑阻力等各项因素时,如图1所示,将在材料上产生张力。假设切割线张力为F0,左侧收料卷上线速度为ω1,右侧放料卷上线速度为ω2,当材料处于线弹性范围内时,可以由胡克定理得到F0[3],F0对传送时间t求导,可以得到

式中,ε为原料的弹性模量;δ为材料的横截面积;L为原料初始牵引长度;t为原料传送时间。

图1 张力形成示意图
式(1)表明,线张力变化量与速度变化量是同向的,因此要想实现张力的控制,可以通过对速度差的调节即可,当张力需要恒定时,即调节速度差为0.
1.2 切割线的张力模型
切割机走线系统的控制目标是如何使切割线工作时具有恒定的张力。切割线绕在导线轮上,取包角为dα的任一段研究,卷辊对其产生的弹力为dp,对其产生的摩擦力为线密度为μdp,材料的线密度为ρ,如图2所示。

图2 切割线的张力模型
根据张力递增定律,在dP方向上有

在μdP方向上有

联立(2)和(3)可得

计算表明,摩擦系数μ与包角β是决定卷辊两侧张力差的主要因素。
2 切割线张力的特点分析
控制切割线上的张力保持恒定,首先可以减少切割线振动的振幅与频率,其次可以减少切割线与被切件的接触应力。与纺织业、光纤、电缆等的张力相比,切割线的张力有以下四个特点[4]:
(1)张力小。由于硅片原料价格昂贵,为了减少损耗,切割线的直径一般选用φ0.10 mm~φ0.16 mm,因此,切割线抗拉强度有限,常用张力设置如表1所示,一般在30 N上下。

表1 常用切割线张力设置
(2)张力设置要求精确。多线切割机工作时,由于切割线与工件之间的接触应力随切割线的曲率增大而增大,因此,操作时,首先要根据工件的力学强度来设置张力。其次,还要根据工件的尺寸来调整切割线的进给速度,这就需要控制切割线张力与进给速度之间的合理对应关系[5]。如果切割线张力偏大,会导致断线故障加剧,甚至有可能损坏切割机的机械系统,如果张力偏小,则效率低下,导致成本偏高。所以,多线切割机使用时,需要多方面综合考虑,精确设置合理张力。
(3)控制精度要求高。为了保证被切工件整体的厚度差异在合理的范围内,就必须使互相平行的切割线之间的张力保持致,也就必须精确控制张力的波动。
(4)张力波动的频率较高。多线切割机的切割线速度一般在400~1 000 m/min之间,由于多种因素的影响,使切割线的张力随着抖动而产生相应波动,通过对切割线张力进行信号频谱图分析,如图3所示,除了在低频段外,张力信号的衰减在全频域内都很小,信号的频带也比较宽。

图3 切割线张力信号频谱分析
3 常用张力控制方法缺陷
国内外同类产品对张力的控制多采用张力锤控制或直接式控制[6]。
3.1 张力锤控制
图4为多线切割机放线侧机械结构示意图。其原理是将一个可以在滑槽内上下移动的张力锤加在收/放线轴和加工轴间,通过张力锤的重力产生压力,并用来协调主电机与放线电机的转速。这实际上是一种开环控制。
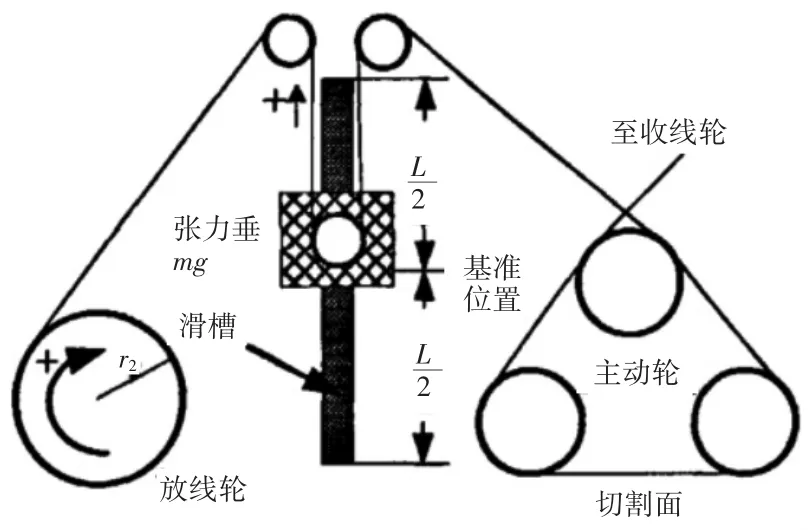
图4 多线切割机放线侧机械结构示意图
如果张力锤的质量为m,速度为VG,则可得到切割线张力F为[7]

3.2 直接式控制
直接式控制属于闭环系统控制,工作原理如图5所示。

图5 直接式控制示意图
这种直接控制方式主要用于振动频率较低的大张力场合,如绞车等,都有许多成功的案例。但多线切割机中,由于系统的运动误差、机械相关机构的跳动误差及负载效应,切割过程中张力电机产生各种不稳定现象如鸣叫、来回震荡等。
4 张力控制改进方案
由于张力锤开环控制的抗干扰能力差,直接控制的稳定性又不可靠,因此可以考虑通过机电一体化设计,降低执行机构的惯性从而降低张力振幅,实现对张力的高精度控制[8]。
4.1 结构的改进
图6所示为改进结构,用一个长为L0、角速度为ω的相对质量较小的张力摆杆(质量设为mL)替换了原来较重的张力锤,原来的张力电机换成交流伺服电机,可以对张力摆杆实施直接的转矩控制。

图6 结构改进示意图
根据动力学方程计算得到改进后的切割线张力为

式中,mL为张力摆杆质量;L为张力电机轴线到摆杆重心的距离;L0为张力摆杆长度;I为摆杆与转子的等效转动惯量;M为张力电机产生的力矩;ω0为张力电机角速度。
如果将电机转子的转动惯量等效成张力摆杆,设等效质量为mM,假定改进前后系统的加速度相同,则得到改进后切割线的张力振幅比例系数为

4.2 样机测试
以XQ300A中型多线切割机为测试样机,伺服电机采用YASKAWA公司的∑Ⅲ系列,改进后切割线的张力振幅下降为γ,得到γ曲线如图7所示。

图7 改进后张力下降的百分比曲线
试验切割单晶硅、蓝宝石等材料时,原重锤质量为6 kg左右,张力为29.3 N左右,改进后,在加速度相同的情况下,张力振幅下降了96.7%,克服了开环控制的缺陷。因此,改进方案能够保证多线切割机高效、稳定地工作,同时实现成本低、精度高的要求。
5 结束语
虽然在结构上的改进能有效控制切割线张力,但后续的检测手段还需进一步完善,如张力传感器的初始化设置问题、如何调整张力偏差等。此外,多线切割机的多电机系统如何协调控制、排线机构如何均匀收线等,对多线切割机来说均非常重要。本设计谨为后续更为完善的多线切割机设计开一先河。
参考文献:
[1]李海涛.太阳能利用研究进展[J].科技创新与应用,2016(9):38-39.
[2]汪世益,阮超波,丁 卫.多线切割机张力扰动因素分析研究[J].机械工程与自动化,2013(1):4-6,9.
[3]贺敬良,杜开勋,王学军.高速线切割系统张力控制研究[J].制造业自动化,2011(17):6-8,13.
[4]张 悦.基于DSP的多线切割机张力控制系统的设计与开发[D].沈阳:东北大学,2012.
[5]朱 广.超声波振动辅助多线锯加工设备开发及实验研究[D].杭州:浙江工业大学,2015.
[6]樊尚春,乔少杰.检测技术与系统[M].北京:航空航天大学出版社,2005.
[7]吴高华.多线切割机控制系统的设计与研究[D].北京:北京印刷学院,2014.
[8]张 鹏,杨瑞峰,张学良,等.复合张力模糊控制系统设计[J].计算机测量与控制,2014(6):1766-1769.
