生物质乙醇生产废水处理技术的研究进展
2018-05-04张建华毛忠贵
王 柯 , 张建华 ,毛忠贵
(1.江南大学 工业生物技术教育部重点实验室,江苏 无锡 214122;2.江南大学 生物工程学院,江苏 无锡214122)
由于全球石油储备量减少以及化石能源使用造成了严重的空气污染,世界范围内包括美国、巴西、中国、欧盟、加拿大、日本、泰国等很多国家和地区,都在大力发展生物质燃料市场。较传统的化石能源,燃料乙醇具有清洁可再生等优点,可直接作为汽车燃料或添加至汽油(乙醇汽油)中使用。因此,燃料乙醇工艺在全球范围内得到了大力发展。在过去的几十年,全球燃料乙醇产量急剧增加,由不足80万t(1975年)已增至2015年的7 700万t[1]。
目前,乙醇生产主要以淀粉质作物如木薯、玉米、小麦等作为原料。乙醇发酵水平一般为10%~20%(v/v),发酵液蒸馏后会产生大量的酒糟。另外,生产过程还会产生设备清洗废水、生活污水等其他废水。据统计,每生产1 t乙醇会产生10~20 t废水,而且这些废水具有悬浮物质量浓度高(平均悬浮物浓度可达40 000 mg/L),温度高(平均温度70℃,粗馏塔底排出的酒糟废液温度达100℃左右),COD(Chemical oxygen demand)质量浓度高(平均 40 000~50 000 mg/L),废水呈酸性(pH 4.2左右)等特点。如将这些废水直接排放会造成严重的环境污染,而处理达标后排放又给企业带来了巨大的经济负担。所以,废水问题一直是制约乙醇行业可持续发展的共性难题。如何经济、高效地处理燃料乙醇废水,一直以来也是学者和企业的重要研究课题之一。
采用不同原料的燃料乙醇生产过程,其废水处理工艺也存在差异。首先,一般利用机械或物理方法去除酒糟中酵母、纤维等悬浮性固体。对于玉米和小麦等谷物原料乙醇发酵,得到的悬浮性固形物采用干燥工艺可制成高附加值饲料,即酒糟蛋白饲料(DDG)。而对于酒糟清液,国内外研究者开发出了许多处理技术,包括蒸发、回用、SCP/生物制品生产、耕地灌溉、厌氧消化和乙醇-沼气双发酵耦联工艺等技术。作者系统阐述了这些技术的原理、特点和优缺点,以期为乙醇废水处理的深入研究提供参考。
1 生物质乙醇生产废水处理技术
1.1 蒸发
物腹泻[2],从而限制了它在饲料中的使用。对于蒸发冷凝水,其有机物含量(COD<10 000 mg/L)明显低于酒糟,且基本不含无机盐,所以可以回用于乙醇发酵过程。但是由于冷凝水中仍然含有乙酸、甲醛和乙醇等抑制物,回用过程中抑制物积累到一定程度会影响乙醇发酵,从而阻碍了其100%的回用。蒸发冷凝水也可作为冷却和锅炉用水,但是其酸性物质会腐蚀锅炉,并且其中的有机物还会引起换热系统产生过多粘性物质,从而降低设备的热交换效率。此外,若能在蒸发冷凝水中添加必需的营养元素和碱度物质,也可采用好氧和厌氧消化工艺对其进行处理[3]。虽然蒸发能使酒糟清液浓缩至较小的体积,但是该过程需要消耗大量的能量(大约是生产的乙醇总能量的10%),这对乙醇生产过程的能量平衡会产生非常大的负面影响。
1.2 回用
将酒糟清液直接回用作乙醇发酵的配料水可显著降低生产过程的水耗、能耗并减少废水的排放,是较为经济的处理工艺。关于该工艺的研究工作也一直在进行。但是,基本所有研究结果都证明酒糟清液的回用比例不可以超过50%,否则将导致乙醇发酵体系渗透压增高及原料中不可利用物质和发酵副产物的积累,进而对乙醇发酵造成负面影响。在国内的一些乙醇生产企业,会将少于30%的酒糟清液回用于乙醇生产过程。为了实现更高的回用比,有学者提出采用膜分离技术对酒糟清液进行预处理[4]。虽然膜分离技术的能耗比蒸发工艺低,但是高成本和膜污染却是膜分离技术存在的较大问题,并且小分子有机物仍可透过膜,这就限制了滤液的全回用。
1.3 SCP/生物制品生产
酒糟中含有丰富的无机盐和有机物,因此将其用于生产SCP和具有高附加值的生物制品的底物就具有了物质基础。SCP是由碳水化合物、蛋白质、核酸、脂肪及非蛋白质含氮有机物、维生素、无机盐等物质构成的细胞质团。Selim等[5]将酒糟作为底物在好氧的条件下生产SCP,去除了酒糟中的可溶性蛋白质和残糖,从而降低了COD和无机盐浓度。丁重阳等[6]初步研究了以玉米酒糟为底物培养热带假丝酵母来生产SCP,在添加了磷酸二氢钾和氯化钙并控制其他培养条件的情况下,得到了较高的SCP产量,且消耗了酒糟中部分有机酸和大部分残糖。
酒糟清液经多效蒸发浓缩产生糖浆和冷凝水。在谷物乙醇生产中,糖浆会与DDG混合然后经干燥制做成 DDGS (Dried distillers’grains with solubles);在糖蜜乙醇生产中,糖浆则作为饲料添加剂出售,但是由于其中钾盐浓度较高,容易造成动利用酒糟来生产SCP,不仅可获得SCP,还可有效地降低酒糟COD,但是该工艺的SCP产率低,耗电量大,且需要添加必要的营养成分,成本较高。利用酒糟生产有醇、机酸、酶、虾青素、生物聚合物、脂肪酮、藻类等生物制品也得到了广泛深入的研究,见表1。但是到目前为止,这些研究仅停留在实验室研究水平,不稳定的酒糟成分则是阻碍其产业化应用的主要原因。

表1 酒糟的厌氧消化处理Table 1 Anaerobic digestion treatment of stillage(data are from literature sources)
1.4 耕地灌溉
将酒糟用于耕地的灌溉,有下列优点:1)增加土壤保水、保盐性;2)改善土壤物理化学性质;3)恢复和保持土壤肥力;4)增加土壤的微生物群落多样性。但是酒糟耕地灌溉存在地域性和季节性问题,要求灌溉的土地在乙醇厂周围,这限制了这一技术的广泛使用。另外,由于臭味问题,很多地区禁止酒糟用于耕地灌溉。
1.5 厌氧消化
厌氧消化技术是利用微生物在厌氧条件下把有机物转化为甲烷、二氧化碳的过程。它具有以下优点:1)有机容积负荷高,可处理高浓度废水;2)设施占地面积较小;3)能耗低,运行费用少;4)污泥产率低,剩余污泥少;5)营养物质需求量少;6)能够降解一些好氧消化不能降解的物质;7)可产生能源物质——沼气,因此废水的厌氧消化处理是把废水处理和能源回收利用相结合的一种技术。利用厌氧消化技术处理酒糟,可将酒糟中高浓度的有机物转化为沼气,而沼气作为一种能源物质可为乙醇生产过程提供能量。这样既去除了酒糟中的有机物又产生了能量,因此厌氧消化是一种有效的酒糟处理技术。利用厌氧消化技术在不同的反应器及操作条件下处理不同原料的酒糟的研究已有广泛报道,见表2。从反应器运行温度来看,厌氧消化处理可分为高温和中温两类。对表2中数据进行统计分析,可发现,对于中温厌氧消化,平均OLR为13.4 kg COD/(m3·d),COD去除率在78%以上,甲烷产率为240 mL/g COD。而对于高温厌氧消化,OLR、COD去除率和甲烷产率则分别为 19.0 kg COD/(m3·d)、68.5%和265 mL/g COD。这些数据表明两种温度条件下厌氧消化都能实现酒糟的有效处理。但是,相比中温,高温厌氧消化具有以下明显的优势:1)由于蒸馏得到的酒糟温度较高,因此若利用中温厌氧消化,需要将酒糟先冷却至42℃以下,对于高温厌氧消化,则仅需要将温度降至60℃即可;2)高温条件下的微生物具有更高的代谢速率,厌氧消化OLR高,因此高温厌氧反应器具有较小体积,降低了投资运行成本;3) 对于含有较高浓度油脂 (FOG:fats,oils and grease)的酒糟(如玉米酒糟)来说,FOG会富集于中温厌氧反应器中污泥表面,引起污泥的上浮并被洗出反应器,反应器处理效率降低。但是高温厌氧消化过程不存在这样的问题,这是由于高温下FOG可充分溶解和降解。2000年以前,采用高温厌氧消化工艺处理酒糟的研究很少,实际生产中采用高温工艺的更是凤毛麟角,这主要是由于:1)缺乏高温接种污泥;2)误认为高温厌氧消化不稳定;3)认为高温厌氧消化出水COD高于中温;4)担心间歇操作的高温厌氧反应器重启的周期长。随着研究的不断深入,发现某些微生物在中温条件下具有的功能在高温条件下也存在,所以可将中温污泥用作启动高温厌氧消化反应器的接种物。学者还证明高温厌氧消化抵抗负荷冲击的能力比中温更强[16]。此外,也没有证据能够证明高温厌氧消化反应器重启的周期比中温的长。所以到目前为止,酒糟的高温厌氧消化处理得到了更广泛的研究和应用。从反应器类型可看出, 固定化污泥反应器(UASB、DFF、DSFF、UFF、AnMBR、FB、HABR、HUASB)是最常用反应器类型,这是由于此类反应器有机容积负荷更高,对负荷冲击能力更强。
酒糟经厌氧消化处理后,出水(沼液)中仍然含有一定量的有机物,其中包括废水中未被降解有机物、微生物代谢产物,以及氨、磷酸盐等无机盐类,因此仍然需要进一步处理才满足达到国家排放要求。工业上一般利用好氧消化工艺进一步去除沼液中的有机物并脱氨除磷,但该工艺存在能耗大且产生大量剩余污泥等问题。此外,有学者提出利用沼液具有的营养、抑菌、刺激、抗逆等功效,将其用作生物肥料、农药、培养料液、饲料等[17],但是农药和肥料的季节性和地域性,以及沼液易变质不便运输等缺陷限制了其大规模使用,且这方面对于沼液的需求量也非常小。Drosg等[18]还提出将沼液蒸发,得到的冷凝水回用于乙醇发酵过程,浓缩液则用作肥料,但是这样仍需要消耗大量能量。
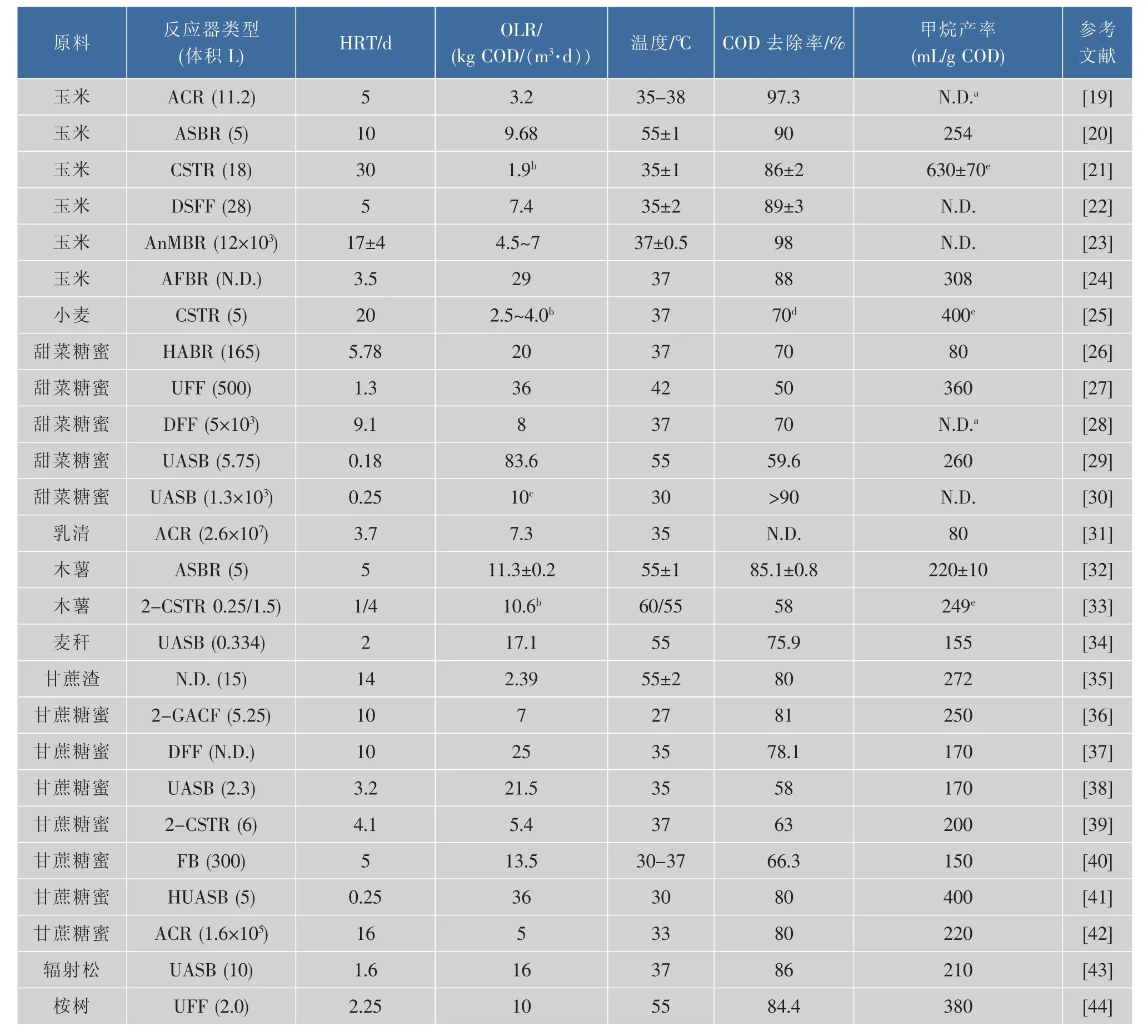
表2 酒糟的厌氧消化处理Table 2 Anaerobic digestion treatment of stillage(data are from literature sources) a
1.6 乙醇-沼气双发酵耦联工艺
针对生物质乙醇废水处理问题,毛忠贵团队提出了“乙醇-沼气双发酵耦联工艺”,诠释了一条新的解决思路[45-48]。该工艺中,利用厌氧消化工艺处理酒糟,将酒糟中未被酵母利用的纤维素、果胶等有机物和酵母代谢副产物降解,一方面可显著降低酒糟的COD,另一方面可产生能源物质——沼气。沼气可供给高压锅炉替代煤炭,通过“热电联产”技术获得的电力和蒸汽又可供给生产的各个工序,进而减少能源消耗。而经过厌氧消化处理的废水(沼液)经过水资源化技术处理后,又可回用做乙醇发酵配料水,实现了废水零排放的目标,并减少了淡水资源的消耗。经过长期的小试和中试验证,目前该工艺已在河南天冠企业集团有限公司10万t乙醇生产线上试生产。
2 展望
随着全球生物质乙醇产量的快速增加,废水污染的问题也日益加剧,目前已成为阻碍乙醇工业发展的限制性因素。乙醇发酵过程,每生产1 t乙醇约消耗10~20 t新鲜水,同时产生相当量的高浓度有机废水(酒糟)。这些废水直接排放会造成严重的环境污染,而处理后达标排放则又会给企业带来沉重的经济负担。对此,国内外学者提出了蒸发、回用、单细胞蛋白/生物制品生产、耕地灌溉、厌氧消化等解决方案。蒸发适合于全谷物为原料的乙醇发酵工艺,但是蒸发过程会消耗大量能量。将酒糟回用是比较经济、简单的工艺,但是实践证明回用的比例需要控制在50%以下,因此不能全部解决废水的处理问题。用酒糟培养单细胞蛋白或生产生物制品,可以有效降低酒糟COD,并产生具有附加值的产品,但是这些研究目前还仅停留于实验室研究水平,不具备产业化应用的条件。将酒糟灌溉耕地存在季节性和地域性的问题,另外很多地区也禁止酒糟用于耕地灌溉。酒糟的厌氧消化被认为是一种更佳的处理方式,因为酒糟清液中所含的高浓度有机物可被转化为绿色能源物质——沼气,而沼气作为一种能源物质可为乙醇生产过程提供能量。但是厌氧消化出水的处理又带来了新的问题。针对这一问题,乙醇-沼气双发酵耦联工艺提供了解决方案,并且随着该工艺及工程技术的逐步优化与完善,将对我国的乙醇发酵工业产生重要意义。
参考文献:
[1]Renewable FuelsAssociation.Ethanol IndustryOutlook 2015[EB/OL].http://www.ethanolrfa.org/pages/annual-industry-outlook,2016.
[2]POTTER S G,MOYA A,HENRY P R,et al.Sugarcane condensed molasses solubles as a feed ingredient for finishing cattle[J].Journal of Animal Science,1985,60(3):839-846.
[3]DRIESSEN W J B M,TIELBAARD M,VEREIJKEN T L F M.Experience on anaerobic treatment of distillery effluent with the UASB process[J].Water Science&Technology,1994,30(12):193-201.
[4]KIM J S,KIM B G,LEE C H,et al.Development of clean technology in alcohol fermentation industry[J].Journal of Cleaner Production,1997,5(4):263-267.
[5]SELIM M H,ELSHAFEI A M,EL-DIWANY A I.Production of single cell protein from yeast strains grown in Egyptian vinasse[J].Bioresource Technology,1991,36(2):157-160.
[6]DING Zhongyang,WU Tianxiang,ZHANG Liang,et al.Study on single cell protein production from distiller's grains withCandida tropicalis[J].Liquor-Making Science&Technology,2008(12):95-98.(in Chinese)
[7]DJUKIC V A P,MOJOVIC L V,JOKIC B M,et al.Lactic acid production on liquid distillery stillage byLactobacillus rhamnosusimmobilized onto zeolite[J].Bioresource Technology,2013,135:454-458.
[8]WEST T P.Malic acid production from thin stillage byAspergillus species[J].Biotechnology Letters,2011,33(12):2463-2467.
[9]XIE G,WEST T P.Citric acid production byAspergillus nigeron the ethanol dry milling coproduct thin stillage[J].Research Journal of Microbiology,2007,2(9):678-683.
[10]LIANG Y,ZHAO X,STRAIT M,et al.Use of dry-milling derived thin stillage for producing eicosapentaenoic acid (EPA)by the fungusPythium irregulare[J].Bioresource Technology,2012,111:404-409.
[11]AHN J H,SANG B I,UM Y.Butanol production from thin stillage usingClostridium pasteurianum[J].Bioresource Technology,2011,102(7):4934-4937.
[12]HSIEH C,HSU T H,YANG F C.Production of polysaccharides ofGanoderma lucidum(CCRC36021)by reusing thin stillage[J].Process Biochemistry,2005,40(2):909-916.
[13]BHATTACHARYYA A,SAHA J,HALDAR S,et al.Production of poly-3- (hydroxybutyrate-co-hydroxyvalerate) by Haloferax mediterranei using rice-based ethanol stillage with simultaneous recovery and re-use of medium salts[J].Extremophiles,2014:1-8.
[14]YANG F C,LIN I.Production of acid protease using thin stillage from a rice-spirit distillery byAspergillus niger[J].Enzyme and Microbial Technology,1998,23(6):397-402.
[15]FERRAZ C A M,AQUARONE E,KRAUTER M,et al.Utilization of by-products from alcoholic fermentation indstry to biomass production of spirulina-maxima.2.Use of molasses alcohol distillate waste[J].Revista de Microbiologia,1986,17(1):15-21.
[16]HARRIS W L,DAGUE R R.Comparative performance of anaerobic filters at mesophilic and thermophilic temperatures[J].Water Environment Research,1993,65(6):764-771.
[17]TAO Puliang,ZHANG Wudi,SONG Hongchuan,et al.Status&development tendency of comprehensive utilization of biogas&fermentative residues[J].Energy Engineering,2001(5):9-11.(in Chinese)
[18]DROSG B,FUCHS W,MEIXNER K,et al.Anaerobic digestion of stillage fractions-estimation of the potential for energy recovery in bioethanol plants[J].Water Science&Technology,2013,67(3):494-505.
[19]STOVEREL,GOMATHINAYAGAMG,GONZALEZR.Proceedingsofthe39thIndustrialWasteConference[M].Indiana:Boston Butterworth,1984:57-63.
[20]AGLER M T,GARCIA M L,LEE E S,et al.Thermophilic anaerobic digestion to increase the net energy balance of corn grain ethanol[J].Environmental Science&Technology,2008,42(17):6723-6729.
[21]LEE P H,BAE J,KIM J,et al.Mesophilic anaerobic digestion of corn thin stillage:a technical and energetic assessment of the corn-to-ethanol industry integrated with anaerobic digestion[J].Journal of Chemical Technology and Biotechnology,2011,86(12):1514-1520.
[22]WILKINSON A,KENNEDY K J.Anaerobic digestion of corn ethanol thin stillage in batch and by high-rate down-flow fixed film reactors[J].Water Science&Technology,2012,66(9):1834-1841.
[23]DERELI R K,URBAN D R,HEFFERNAN B,et al.Performance evaluation of a pilot-scale anaerobic membrane bioreactor(AnMBR) treating ethanol thin stillage[J].Environmental Technology,2012,33(13):1511-1516.
[24]ANDALIB M,HAFEZ H,ELBESHBISHY E,et al.Treatment of thin stillage in a high-rate anaerobic fluidized bed bioreactor(AFBR)[J].Bioresource Technology,2012,121:411-418.
[25]GUSTAVSSON J,SVENSSON B H,KARLSSON A.The feasibility of trace element supplementation for stable operation of wheat stillage-fed biogas tank reactors[J].Water Science&Technology,2011,64(2):320-325.
[26]BOOPATHY R,TILCHE A.Anaerobic digestion of high strength molasses wastewater using hybrid anaerobic baffled reactor[J].Water Research,1991,25(7):785-790.
[27]BRAUN R,HUSS S.Anaerobic filter treatment of molasses distillery slops[J].Water Research,1982,16(7):1167-1171.
[28]ATHANASOPOULOS N.Anaerobic treatment of beet molasses alcoholic fermentation wastewater in a downflow filter[J].Resources and Conservation,1987,15(1):147-150.
[29]WIEGANT W M,CLAASSEN J A,LETTINGA G.Thermophilic anaerobic digestion of high strength wastewaters[J].Biotechnology and Bioengineering,1985,27(9):1374-1381.
[30]HASHEMIAN S J,TORKIAN A,HAKIMJAVADI M,et al.Anaerobic degradation of molasses stillage in a pilot UASB reactor[J].Scientia Iranica,2005,12(3):255-261.
[31]MAWSON A J.Bioconversions for whey utilization and waste abatement[J].Bioresource Technology,1994,47(3):195-203.
[32]LUO G,XIE L,ZHOU Q.Enhanced treatment efficiency of an anaerobic sequencing batch reactor (ASBR)for cassava stillage with high solids content[J].Journal of Bioscience and Bioengineering,2009,107(6):641-645.
[33]LUO G,XIE L,ZOU Z,et al.Anaerobic treatment of cassava stillage for hydrogen and methane production in continuously stirred tank reactor (CSTR) under high organic loading rate (OLR)[J].International Journal of Hydrogen Energy,2010,35(21):11733-11737.
[34]KAPARAJU P,SERRANO M,ANGELIDAKI I.Optimization of biogas production from wheat straw stillage in UASB reactor[J].Applied Energy,2010,87(12):3779-3783.
[35]TIAN Z,MOHAN G R,INGRAM L,et al.Anaerobic digestion for treatment of stillage from cellulosic bioethanol production[J].Bioresource Technology,2013,144:387-395.
[36]GOYAL S K,SETH R,HANDA B K.Diphasic fixed-film biomethanation of distillery spentwash[J].Bioresource Technology,1996,56(2):239-244.
[37]SHRIHARI S,TARE V.Anaerobic-aerobic treatment of distillery wastes[J].Water,Air,and Soil Pollution,1989,43(1-2):95-108.
[38]ESPINOSA A,ROSAS L,ILANGOVAN K,et al.Effect of trace metals on the anaerobic degradation of volatile fatty acids in molasses stillage[J].Water Science&Technology,1995,32(12):121-129.
[39]CHO Y K.Performance of a two-stage methane digestor for alcohol stillage derived from sugarcane molasses[J].Biotechnology Letters,1983,5(8):555-560.
[40]DE B C D,CABRERO M A,POGGI H M.Vinasses biological treatment by anaerobic and aerobic processes:laboratory and pilot-plant tests[J].Bioresource Technology,1991,35(1):87-93.
[41]SHIVAYOGIMATH C B,RAMANUJAM T K.Treatment of distillery spentwash by hybrid UASB reactor[J].Bioprocess Engineering,1999,21(3):255-259.
[42]KARHADKAR P P,HANDA B K,KHANNA P.Pilot-scale distillery spentwash biomethanation[J].Journal of Environmental Engineering,1990,116(6):1029-1045.
[43]CALLANDER I J,CLARK T A,MCFARLANE P N.Anaerobic digestion of wood ethanol stillage using upflow anaerobic sludge blanket reactor[J].Biotechnology and Bioengineering,1987,30(7):896-908.
[44]GOOD P,MOUDRY R,FLURI P.Use of fixed film and CSTR reactor for anaerobic treatment of stillage of wood hydrolysate[J].Biotechnology Letters,1982,4(9):595-600.
[45]WANG K,ZHANG J,TANG L,et al.Establishment and assessment of a novel cleaner production process of corn grain fuel ethanol[J].Bioresource Technology,2013,148:453-460.
[46]MAO Zhonggui,ZHANG Jianhua.Trend of“zero energy consumption and wastewater” in fuel ethanol production[J].Chinese Journal of Biotechnology,2008,24(6):946-949.(in Chinese)
[47]ZHANG Jing,ZHAI Fangfang,ZHANG Jianhua,et al.The behavior of anaerobic fermentation in the technique of alcohol fermentationcooperatewithmethanefermentation[J].JournalofFoodScienceandBiotechnology,2010,29:276-281.(inChinese)
[48]ZHAI Fangfang,ZHANG Jing,ZHANG Jianhua,et al.Effect of organic acid on the alcohol fermentation process coupling with biogas fermentation[J].Journal of Food Science and Biotechnology,2010,29:432-436.(in Chinese)
