柠檬酸基钝化剂在不锈钢储水箱行业中的应用研究*
2018-05-04戴贤斌张宇航韩振峰孙福林
谢 鹏,戴贤斌,张宇航,韩振峰,孙福林
广东省焊接技术研究所(广东省中乌研究院),广东 广州 510650
不锈钢储水箱广泛应用于家用电器、食品等行业中,在家用电器热水器中不锈钢储水箱是其主要组成部分,大多采用304号不锈钢做为储水箱箱体材料,而不锈钢并非绝对不锈,自来水中含有一定量的侵蚀性阴离子Cl-[1],极易在不锈钢储水箱焊缝处发生点腐蚀,同时由于水箱的工作温度较高,加快了点腐蚀的腐蚀速率,从而发生危险的局部腐蚀[2],导致大面积渗漏现象的发生,由此造成经济损失、环境污染,甚至人身损害.空气能热水器是目前大力发展的产品[3],其热交换效率高、节能、环保且安全,但是不锈钢腐蚀导致储水箱渗漏的问题严重影响了整台电器的品质及使用寿命,是亟待解决制约空气能热水器推广应用的技术瓶颈.
目前,国内采用传统的钝化处理方式[4]预防不锈钢腐蚀,一般采用强酸如硝酸、铬酸等无机强氧化性酸钝化金属表面,但酸液对人体有害,且污染环境严重.C型柠檬酸基钝化剂是一种新型环保的不锈钢钝化处理剂[5],其无污染及对人体、环境友好,采用该钝化剂的钝化方式已逐步取代传统的不锈钢钝化处理方式,但在不锈钢储水箱的应用中钝化工艺还需要进一步完善.本研究模拟不锈钢储水箱实际焊接情况,采用C型柠檬酸基钝化剂对不锈钢储水箱焊接实验样品进行钝化处理,并通过中性盐雾测试,研究不同钝化处理工艺对焊接样品抗腐蚀性能的影响,确定C型柠檬酸基钝化的最佳工艺参数.
1 点腐蚀及钝化机理
1.1 不锈钢点腐蚀机理
点腐蚀属于化学腐蚀中的局部腐蚀[6],通常分为两种:一种是局部原电池化学反应产生的点腐蚀,类似于金属的缝隙腐蚀;另一种是常见的发生在有钝化表面或高耐腐蚀氧化物覆盖的金属上的点腐蚀,不锈钢点腐蚀属于后者.不锈钢加工成板带材后,其表面会在空气中自发生成金属氧化物,这些物质紧密地覆盖在金属表面上成为钝化膜.通常这种不锈钢的钝化膜是自愈性的,其中的铬可以形成一定量的Cr2O3而形成钝化表皮以保护不锈钢基材[7],但这种自发形成的钝化膜具有一定的反应能力,即钝化膜的溶解与修复再钝化处于动态平衡状态.当介质中含有活性阴离子Cl-时,Cl-离子会优先吸附在钝化膜上,排挤金属氧化物中的氧原子而与钝化膜中的金属原子结合成可溶解的氯化物,动态平衡遭到破坏.当溶解速度大于修复速度时,会在金属表面特定点上生成小蚀坑,也称作孔蚀核,其孔径多在20~30 μm.当不锈钢材料表面存在缺陷,如焊接产生的硫化物夹杂、晶界碳化物沉积及表面损伤等,会加速孔蚀核的形成,尤其在Cl-离子的影响下,孔蚀核的孔径会逐步扩大,当孔蚀核长大到临界尺寸(大于30 μm)时,金属表面就会出现宏观可见的蚀孔,并形成孔蚀源,同时孔蚀处有缺陷的金属与其周边金属构成微小原电池且发生原电池反应,腐蚀速度加快,最终造成腐蚀穿孔.
1.2 钝化机理
C型柠檬酸基钝化剂是由柠檬酸、高效表面渗透剂、强氧化剂及促进剂等组成,其在一定温度范围内可有效清除不锈钢表面的油污及其它杂质.钝化剂中的柠檬酸可溶解金属表面大量的游离铁[8],适度修补机械伤痕并溶解部分高温焊接时形成的氧化皮,从而最大程度的让不锈钢表面变得均匀平整光亮.钝化剂中的氧化剂可以与304号不锈钢中的铁、铬、镍发生氧化反应,生成的Cr2O3,Fe3O4和NiO等金属氧化物[9]紧密覆盖在不锈钢的表面上,形成厚度达到2~5 nm的钝化膜,对不锈钢表面起到有效的保护,大大减少孔蚀源的形成.
2 实验部分
304号不锈钢储水箱在加工过程中存在不同位置的焊接,本实验模拟304号不锈钢储水箱易发生腐蚀的水咀位置焊接和环缝焊接,采用C型柠檬酸基钝化剂进行钝化处理,研究不同钝化工艺参数,即时间及温度对钝化效果的影响,确定最优的钝化工艺参数.
2.1 原 料
钝化样品制作:水箱材料选取厚度为1.5 mm的304号不锈钢,模拟实际生产中不锈钢储水箱水咀位置焊接与环缝焊接,制成两组焊接实验样品.
钝化液配制(浓度10%):称取C型柠檬酸基钝化剂100 g于2000 mL的烧杯中,加入900 mL去离子水,用玻璃棒搅拌均匀直至充分溶解,待用.
2.2 方 法
前处理:钝化前应使用pH≥10的碱性清洗剂在温度为50~60 ℃下对不锈钢储水箱做脱脂处理,通过碱性清洗去除样品表面的游离成分及杂质,提高钝化膜的牢固度及致密性.然后使用去离子水常温下漂洗,以保证工件进行钝化时的洁净度.
钝化:将配制好的钝化液加温到一定温度,然后将需钝化的工件进行一定时间的浸泡,即可完成钝化.钝化后的样品用去离子水漂洗干净并烘干,烘干温度为85~100 ℃、时间15~20 min.对于几何形状复杂的工件,可以使用40 kHz的超声波清洗钝化,以便获得最佳钝化效果.
2.2.1 样品钝化处理
第一组水咀焊接样品如图1所示,共计4件,分别标注为1~4号.在钝化时间一定的条件下,研究钝化温度对钝化效果的影响,样品的钝化处理工艺列于表1.

图1 水咀焊接样品Fig.1 Water tsui welding sample

表1 水咀焊接样品的钝化处理工艺Table 1 The passivation treatment process of the tsui welding sample
第二组环缝焊接样品如图2所示,共计4件,分别标注为1~4号.在钝化温度一定条件下,研究钝化时间对钝化效果的影响,样品的钝化处理工艺列于表2.

图2 环缝焊接样品Fig.2 Ring seam welding sample
表2环缝焊接样品的钝化处理工艺
Table2Thepassivationtreatmentprocessforthecircumferentialseamlweldingsample

编号处理工艺1柠檬酸钝化液加热到60℃,浸泡钝化处理5min2柠檬酸钝化液加热到60℃,浸泡钝化处理15min3柠檬酸钝化液加热到60℃,浸泡钝化处理30min4柠檬酸钝化液加热到60℃,浸泡钝化处理45min
2.2.2 中性盐雾测试
按照国标GBT2423.17-93进行中性盐雾测试(NSS),以全面评估钝化膜的抗腐蚀性能,实验参数列于表3.

表3 中性盐雾测试Table 3 Neutral salt spray test
3 分析与讨论
3.1 钝化前后外观分析
钝化前后焊接试样外观对比如图3所示.从图3(a)可见,钝化前两组样品焊斑明显,不锈钢表面光泽暗淡不均匀.从图3(b)可见,钝化后颜色较深的焊接黑斑逐渐变淡,焊斑总面积明显减少,样品表面呈现均匀金属光泽,露出304号不锈钢金属本色.通过对比观察明显可以看出,第一组实验中的3号样品和第二组实验中的4号样品钝化后的外观效果最为理想.

图3 焊接样品外观对比(a)钝化前;(b) 钝化后Fig.3 Comparison of the appearance of welding sample (a)before passivation;(b)after passivation
3.2 中性盐雾测试结果
3.2.1 第一组水咀焊接样品
图4为水咀焊接样品经中性盐雾测试后的外观形貌,表4为水咀焊接样品的中性盐雾实验现象.由表4可知,1号样品最先开始出现腐蚀,2号和4号在200 h内均出现腐蚀,3号在200 h之后仍无腐蚀现象出现,表明3号样品的抗腐蚀性能力最强,与外观形貌所显示的结果相符.
表4水咀焊接样品的中性盐雾实验现象
Table4Experimentalphenomenaofneutralsaltspraytestinwatertsuiweldingsamples

测试时间/h实验现象501号样焊缝处出现腐蚀迹象;2,3,4号无明显变化1001号腐蚀情况加剧;2,3号无明显变化;4号出现轻微腐蚀现象1501,4号腐蚀情况加剧;2号出现腐蚀;3号无明显变化2001,4号腐蚀严重;2号腐蚀加剧;3号无明显变化
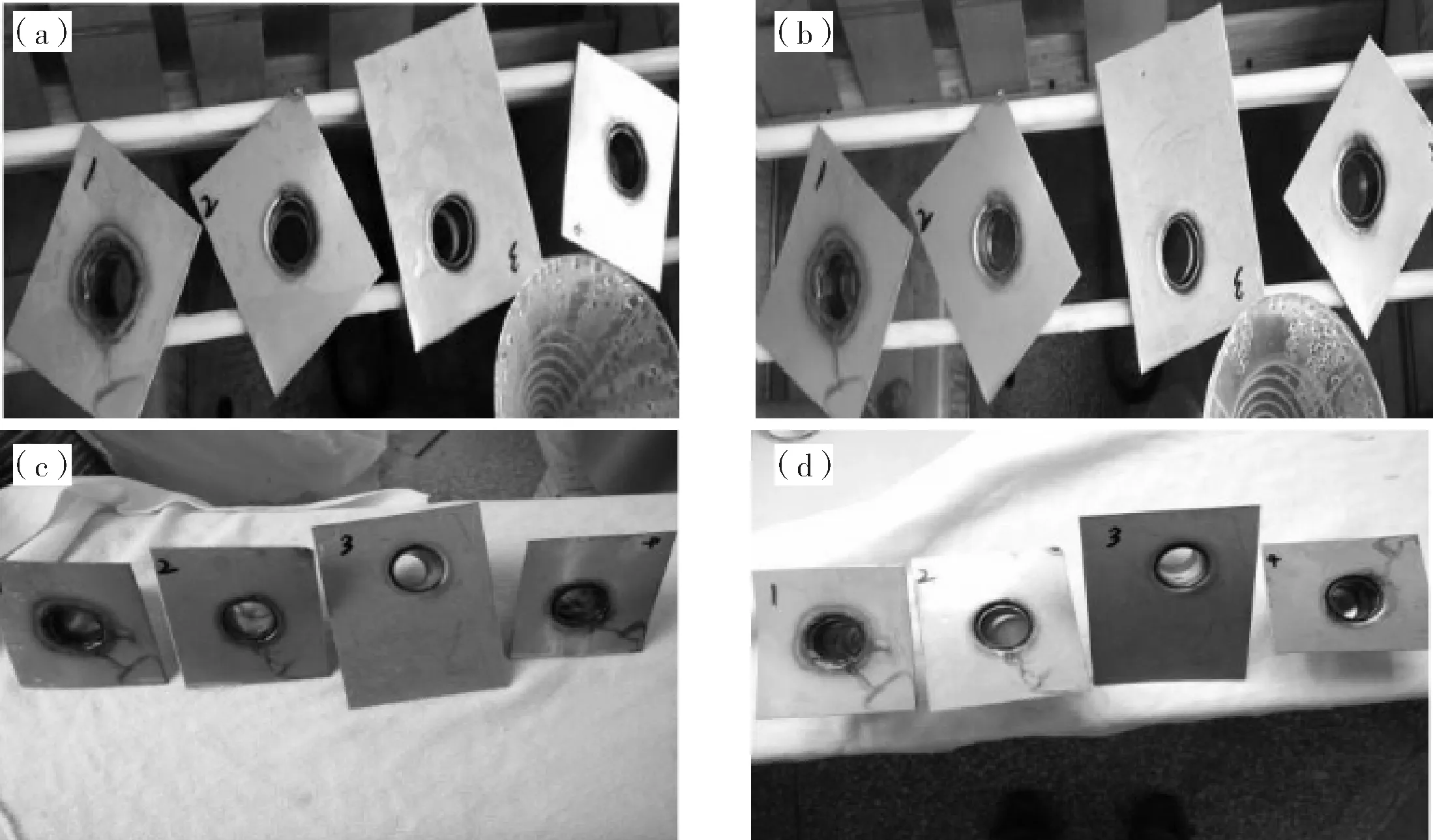
图4 中性盐雾测试后水咀焊接样品外貌Fig.4 The appearance of water tsui welding samples after neutral salt spray test(a)50h;(b) 100 h;(c) 150 h;(d) 200 h
图5为水咀焊接样品中性盐雾测试结果.从图5可见,随着钝化温度的上升,样品表现出抗腐蚀能力先增强后降低,当温度超过一定值时,抗腐蚀性开始降低.这是因为达到一定温度后钝化膜溶解速度大于产生速度,从而使钝化效果降低,表现出抗腐蚀能力下降.综合分析,钝化温度控制在60 ℃左右时,焊接样品的抗腐蚀性最好,表明钝化效果最佳.

图5 水咀焊接样品中性盐雾测试结果Fig.5 The results of neutral salt spray test in water tsui welding samples
3.2.2 第二组环缝焊接样品
图6为环缝焊接样品经的中性盐雾测试后的外观形貌,表5为环缝焊接样品中性盐雾实验现象.由表5可知,3号样品在经200 h中性盐雾测试后,仍未有腐蚀现象出现,耐盐雾能力最强,而1号样品抗腐蚀性最差,与外观形貌所显示的结果相符.
表5环缝焊接样品的中性盐雾实验现象
Table5Experimentalphenomenaofneutralsaltspraytestincircumferentialseamweldingsamples

测试时间/h实验现象501号出现轻微腐蚀迹象;2,3,4号无明显变化1001号腐蚀情况加剧;2,3,4号无明显变化1501号腐蚀情况加剧;2号出现腐蚀迹象;3,4号无明显变化2001号腐蚀情况加剧;2号腐蚀情况加剧;3号无明显变化;4号出现腐蚀迹象2501号腐蚀情况加剧;2号腐蚀情况加剧;3号出现腐蚀迹象;4号腐蚀情况加剧
图7为环缝焊接样品中性盐雾测试结果.从图7可见,随着钝化时间的延长,样品表现出抗腐蚀能力先增后降.这是因为钝化时间过短,金属表面钝化膜未完全生成,钝化效果不佳,抗腐蚀能力不强,随着钝化时间的延长,当钝化膜完全生成时,抗腐蚀能力最强,但当钝化时间超过一定时间后,因生成的钝化膜被溶解,而新的钝化膜来不及生成,造成钝化效果降低,表现出抗腐蚀能力下降.综合分析,钝化时间控制在30 min左右时,焊接样品的抗腐蚀性最好,表明钝化效果最佳.

图6 中性盐雾测试后环缝焊接样品外貌Fig.6 The appearance of circumferential seam welding samples after neutral salt spray test(a)50 h;(b)100 h;(c)150 h;(d)200 h

图7 环缝焊接样品中性盐雾测试结果Fig.7 The results of neutral salt spray test in circumferential seam welding samples
综上所述可知,用浓度10%的C型柠檬酸基钝化剂进行钝化时,最佳钝化条件为温度60 ℃、时间30 min.
4 结 论
C型柠檬酸基钝化剂能够显著提高304号不锈钢储水箱的抗腐蚀性.最优的钝化工艺:钝化剂为浓度10%的C型柠檬酸基钝化剂,钝化温度为60 ℃,钝化时间为30 min.经柠檬酸基钝化剂处理过的不锈钢焊接样品,其耐腐蚀性能明显优于未处理的样品,抗腐蚀性能显著提高.
参考文献:
[1] 唐亚陆,汪文兵.不锈钢柠檬酸钝化工艺研究[J].表面技术,2008,37(5):68-70.
[2] 马李洋,丁毅,马立群,等. 316L不锈钢柠檬酸钝化工艺及其耐点蚀性能研究[J]. 表面技术,2007,36(2):39-41.
[3] 刘振.空气能热水器:掀起家庭热水革命[J].广东科技,2009,18(21):68-69.
[4] 于元春,李宁,胡会利,等.无铬钝化与三价铬钝化的研究进展[J].表面技术,2005,34(5):6-9.
[5] 汪轩义,吴荫顺,张琳,等.不锈钢钝化膜研究进展[J].材料导报,1999,13(3):13-14.
[6] 陈天玉.不锈钢表面处理技术[M].北京:化学工业出版社,2004:198-237.
[7] 王杰,刘贺,刘丽,等.308L不锈钢堆焊试板点腐蚀原因分析[J].大型铸锻件,2011(6):23-27.
[8] 夏浩,周栋,丁毅,等.304不锈钢环保型酸洗钝化工艺及其性能研究[J].表面技术,2009,38(4):47-49.
[9] 戴起勋.金属材料学[M].北京:化学工业出版社,2012.
